Навигация
Нормирование труда при многостаночной работе
29150
знаков
3
таблицы
3
изображения
5. Нормирование труда при многостаночной работе
В общем случае при нормировании многостаночных работ необходимо решить три основные задачи:
1) найти оптимальные нормы обслуживания и численности для операторов и наладчиков с учетом взаимодействия между ними и особенностей бригадной работы;
2) определить длительность цикла изготовления единицы продукции на одном станке с учетом его возможных простоев в ожидании обслуживания рабочими. Эта величина называется нормой длительности. Она характеризует станкоемкость единицы продукции по данной операции и измеряется в единицах времени: сек, мин и т.п.
3) установить норму времени на единицу продукции для рабочих каждой группы исходя из норм длительности, обслуживания и численности. Нормы времени характеризуют трудоемкость единицы продукции по данной операции и измеряются в человеко-секундах, человеко-минутах и т.д.
Установление нормы обслуживания.
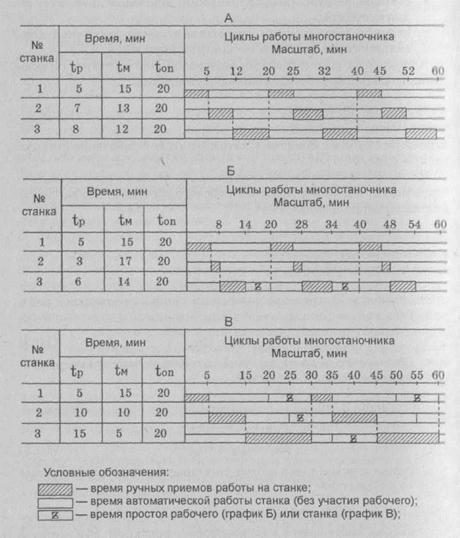
Основой расчетов при организации многостаночного обслуживания является определение минимально необходимого числа станков (агрегатов), которое обеспечивает полную занятость рабочего (производственной бригады) в течение цикла многостаночного обслуживания. Число обслуживаемых станков определяется исходя из основного условия организации многостаночного обслуживания (формула 2.4) и для варианта объединения в группу для многостаночного обслуживания станков-дублеров и станков с равной длительностью операций (рис. 3, а, б) подсчитывается по формуле
n = ТмсКд / Тз + 1.(1.7)
Во всех других случаях (рис. 3, в — д) при циклическом обслуживании количество станков в группе составляет
n
n = Σ ТмсКд / Тзрм + 1.(1.8)
1
В этих формулах Kд − коэффициент, учитывающий колебания затрат времени у рабочего при выполнении трудовых процессов и необходимое время Показателем степени занятости рабочего-многостаночника активной работой является коэффициент занятости Кз, выражающий отношение времени занятости рабочего к оперативному времени. Коэффициент оптимальной занятости Кд.з. устанавливается исходя из указанного выше критерия (см.табл.1). Его применение при проектировании многостаночного обслуживания дает возможность рабочему использовать микропаузы в работе, предупреждающие повышенное утомление.
С учетом определенных колебаний затрат времени при выполнении ручных элементов работы и необходимости создания некоторых микропауз в работе многостаночников формула примет вид для станков-дублеров, т.е. станков с одинаковой продолжительностью операций
n = (Тмс / Тз + 1) * Кд.з;(1.9)
для станков с различной продолжительностью выполняемых операций
n = (ΣТмс / Тз.р.м + 1) * Кд.з ,(1.10)
где ΣТмс − сумма машинно-свободного времени на всех станках;
Кд.з − коэффициент оптимальной занятости, при которой достигается наибольшая производительность рабочего-многостаночника, а тяжесть труда находится в нормативных пределах;
Тз.р.м. − время занятости многостаночника на рабочем месте (то есть на всех обслуживаемых станках).
Таблица 1 Значения коэффициента оптимальной занятости в зависимости от условий труда
| Показатель условий труда, баллы | Показатель утомления У, отн. ед. | Коэффициент оптимальной занятости Кд.з. |
| 9-14 15-20 21-26 27-32 33-38 | от -6 до -20 от -21 до -35 от -36 до -50 от -51 до -65 от -66 до -80 | 0,9 0,85 0,8 0,75 0,7 |
Коэффициент Кд.з устанавливается отраслевыми организациями, как правило, в следующих пределах:
а) однородные систематически выполняемые работы на автоматическом оборудовании (ткацкое и прядильное производства в текстильной промышленности, станочные поточные линии в машиностроении и т, д.) − 0,85 − 0,95;
б) неоднородные технологические операции при изменяющейся номенклатуре изготавливаемых деталей или другой продукции, выполняемые на: автоматическом оборудовании − 0,8 − 0,9; полуавтоматическом оборудовании − 0,75 − 0,85; универсальном неавтоматизированном оборудовании − 0,7 − 0,8.
При неблагоприятных условиях труда (большие физические и нервно-эмоциональные нагрузки, неблагоприятные санитарно-гигиенические условия труда и др.) значение Кд.з ограничивается следующими пределами: для третьей категории тяжести труда − 0,8, четвертой категории − 0,75, пятой категории − 0,7.
При формировании многостаночного рабочего места из технологически разнородного оборудования подбор станков осуществляется на основании расчетов коэффициента занятости рабочего Кзан по каждому станку
Кзан = Тз / Топ.(1.11)Сумма Кзан по всем обслуживаемым станкам должна быть близка к единице, но не больше.
Организация многостаночных рабочих мест, имеющихся в составе поточных линий, осуществляется с учетом согласования занятости рабочего на рабочем мест с тактом r поточной линии:
Тзрм ≈ Тц ≈ r.(1.12)
Определение длительности цикла обслуживания.
Важным понятием в организации многостаночного обслуживания является цикл многостаночного обслуживания.
Цикл многостаночного обслуживания Тц — это период времени, в течение которого рабочий регулярно выполняет весь комплекс работ по обслуживанию всех станков, объединенных в группу. Если рабочий не имеет свободного времени при обслуживании, то время цикла многостаночного обслуживания равно сумме затрат времени на обслуживание всех станков в группе:
Тц = Тзрм.(1.13)
Такой случай характерен для обслуживания станков-дублеров (рис. 3, а) и для станков, на которых выполняются операции равной длительности (рис. 3, 6).
При циклическом обслуживании станков, имеющих не равную, но кратную длительность операций (рис. 3, в), возможно наличие свободного времени у рабочего. Длительность свободного времени рабочего Тпр в этом случае определяется по формуле
Tпр = Tц – Тзрм .(1.14)
Циклическое обслуживание станков, на которых выполняются операции с неравной и некратной длительностью (рис. 3, г), а также для многоподходных
операций (рис. 3, д) характерно наличие простоев у станков и свободного времени у рабочего. Цикл многостаночного обслуживания в этом случае определяют сравнением наибольшей величины оперативного времени у обслуживаемых станков и времени занятости рабочего места. Та из сравниваемых величин, которая является наибольшей, и определяет длительность цикла многостаночного обслуживания. Время простоя станков Tпс за цикл многостаночного обслуживания рассчитывают по формуле
i
Tпс = nТц – Σ Топi,(1.15)
1
где Топ − оперативное время работы на одном станке.
Определить продолжительность цикла для многостаночного обслуживания можно с помощью циклограмм
При нециклическом обслуживании возникают такие моменты, когда на одном или нескольких обслуживаемых станках закончилась машинная работа, в то время как рабочий занят обслуживанием другого станка. При этом станки в течение одних отрезков времени ожидают обслуживания, а в течение некоторых других рабочий имеет свободное время. Время цикла (условного) можно определить как сумму:
Тц = Тмс + Тз + Тпс = Топ + Тпс, мин.(1.16)
где Тпс – время перерывов в работе станка вседствие ожидания, отнесенное к одному циклу, мин.
Свободное машинное время и время занятости рабочего определяется также, как и при обслуживании рабочим одного станка.
Время перерывов в работе станка вследствие ожидания обслуживания определено с использованием математической теории массового обслуживания, которая позволяет рассчитать значение времени простоев станка из-за ожидания обслуживания нескольких станков одним или несколькими рабочими. Теория массового обслуживания позволяет также определить величину свободного времени у рабочих, обслуживающих оборудование в те периоды времени, когда все станки работают и не требуют обслуживания.
Для решения этой задачи можно воспользоваться отношением времени цикла к оперативному времени, которое будет называться коэффициентом совпадения (Кс):
Кс = Тц / Топ = (Тмс + Тз + Тпс) / (Тмс + Тз) = n / (n – nож), (1.17)
где n – общее количество станков, обслуживаемых рабочим (группой);
nож – среднее количество станков, ожидающих обслуживания.
На заключительном этапе организации многостаночного обслуживания рассчитывают норму штучного времени и норму выработки.
Для условий многостаночного обслуживания применяется типовая структура нормы штучного времени:
Тш = Топ + Ттех + Торг + Тотл .(1.18)
Однако в расчетах каждого элемента имеются некоторые особенности. Оперативное время включает основное технологическое время Тз и время занятости рабочего Тз не перекрываемое технологическим временем работы на данном станке.
Время занятости рабочего Тз определяется как сумма времени:
Тз = Тр + Тмр + Тан + Тобх,(1.19)
где Тан − время активного наблюдения за ходом работы на станке.
Основное технологическое время То, ручное время Тр и машинно-ручное время Тмр определяются по соответствующим нормативам аналогично определенно времени при одностаночной работе.
Время активного наблюдения за ходом работы на станках Тан для условий серийного и крупносерийного производства берется равным 5 % от основного технологического времени. Для токарных автоматов и полуавтоматов время активного наблюдения определяется по данным табл. 2.
Таблица 2 Время активного наблюдения за работой на токарных автоматах и полуавтоматах
| Автомат | Число работающих инструментов | |||||
| 2 | 4 | 6 | 8 | 10 | 12 | |
| Время активного наблюдения, % от То | ||||||
| Одношпиндельный Четырехшпиндельный Шестишпиндельный Восьминшпиндельный | 5,0 6,0 − − | 5,5 7,0 7,5 − | 6 8 8 10 | 7 9 10 11 | − 10 12 13 | − 12 14 17 |
Время на обход оборудования Тобх можно определять, пользуясь формулами, приведенными ранее.
Оперативное время изготовления одной детали определяется по формулам:
при использовании станков-дублеров
Т’оп = Тц / m,(1.20)
где m − число деталей, изготовляемых в течение цикла многостаночного обслуживания;
при совмещении операций неравной и некратной длительности
Т’оп = Тц / (mКс),(1.21)
где Кс − коэффициент для условий нециклического обслуживания, учитывающий совпадение времени окончания работы одного из станков с временем занятости рабочего на других станках (определяется по нормативам).
Время организационного обслуживания рабочего места Т’орг в процентах от времени оперативной работы Топ определяется по формуле
n
Т’орг = Σαоргi Т’оп / 100,(1.22)
где αорг −время организационного обслуживания рабочего места, % от времени оперативной работы;
n − число обслуживаемых станков.
При определении времени технического обслуживания рабочего места Ттех следует учитывать, что при многостаночной работе периоды стойкости инструментов принимаются большими, чем при работе на одном станке, так как обработка часто осуществляется на пониженных режимах. Соответственно уменьшается и время технического обслуживания рабочего места. Это изменение времени технического обслуживания рабочего места учитывается с помощью коэффициента Кт, который зависит от числа обслуживаемых станков и определяется по следующим данным:
Число станков 2 3 5 6 7 и более |
| Кт 0,7 0,52 0,38 0,35 0,32 |
Время технического обслуживания рабочего места в расчете на одну деталь определяется по формулам:
для условий крупносерийного и массового производства
n
Т’тех = Кт / m Σ βтехiТо / 100; (1.23)
1
для условий серийного и мелкосерийного производства
n
Т’тех = Кт / m Σ αтехiТ’оп /100, (1.24)
1
где αтех − время технического обслуживания рабочего места, % от времени оперативной работы при многостаночном обслуживании;
βтех − время технического обслуживания рабочего места, % от основного (технологического) времени.
То – основное технологическое время;
Т’оп – оперативное время изготовления 1-й детали.
Время на отдых и личные надобности в расчете на одну деталь определяется по формуле
Т’отл = αотл / m * Tц / 100,(1.25)
где αотл − время на отдых и личные надобности, % от времени цикла многостаночного обслуживания Тц;
m −число деталей, изготовляемых за цикл.
Список использованных источников
1. Смирнов Е. Л. Справочное пособие по НОТ.-3е изд. / Смирнов Е. Л. – М.: Экономика,1986.-399 с.
2. Основы научной организации труда на предприятии: Учеб. пособие для высш. профсоюз. школ / Под общ. ред. И.А. Полякова. – 2-е изд.. испр. и доп. – М.: Профиздат, 1987. – 376 с.
3. Вшивков А.А., Суман П.Р. Менеджмент: управление предприятием: Учебное пособие / Под общ. ред. А.А. Вшивкова. 2001. – 254 с.
4. Генкин Б.М. Введение в теорию эффективности труда: Учебное пособие для инженеров-экономистов. – СПб.: Изд-во СПбГИЭА, 1992 – 79 с.
5. Пятибратов А.П. Человеко-машинные системы: эффект эргономического обеспечения. – М.: Экономика, 1987 – 199 с.
Похожие работы
... . При выборе той или иной формы и системы оплаты труда необходимо учитывать объективные условия: характер применяемого оборудования, особенности технологических процессов и организации производства, формы организации труда, требования к качеству продукции, использование трудовых и материальных ресурсов. Применение сдельной формы оплаты труда целесообразно в следующих условиях: наличие реальных ...

... потерь рабочего времени: (3.20) где – перерывы, вызванные нарушением нормального течения производственного процесса. Можно оценить эффективность мероприятий по совершенствованию организации и нормирования труда. Например, пусть нормативная трудоемкость выполняемых работ составляет ТрБАЗ = 20000 нормо-часов, средняя часовая тарифная ставка рабочего Сm = ...
... одностаночного обслуживания. Примем Nм = 6 шт. Определим численность рабочих-многостаночников (Нч) по формуле: Нч = Nм / Ноб Нч =6/4=2(чел) Рассчитаем для каждой операции норму штучного времени при многостаночной работе (Тшт.мi) по формуле: где: Атех – время на техническое обслуживание рабочего места, % от оперативного времени; Аорг – время на организационное обслуживание рабочего места, ...
... исполнителя. Для индивидуальной организации труда характерно закрепление за рабочим местом операций, близких по сложности исполнения. К основным направлениям совершенствования разделения и кооперации труда относятся: · расширение трудовых функций; · совмещение профессий; · расширение зон обслуживания. Расширение трудовых функций заключается в выполнении ...
0 комментариев