Навигация
Многостаночное обслуживание, как важнейшее направление совершенствования труда на производстве
29150
знаков
3
таблицы
3
изображения
Многостаночное обслуживание как важнейшее направление совершенствования труда на производстве
Содержание
1. Определение многостаночного обслуживания
2. Графики многостаночного обслуживания
3. Метод обслуживания. Выбор метода обслуживания
4. Выбор рациональной планировки рабочего места. Проектирование маршрута обслуживания станков
5. Нормирование труда при многостаночной работе
Список использованных источников
1. Определение многостаночного обслуживания
Одним из важных направлений совершенствования разделения труда при современном уровне производства является многостаночное обслуживание. Многостаночным (многоагрегатным) обслуживанием называется одновременное обслуживание одним или группой рабочих нескольких станков (агрегатов) при выполнении всех необходимых ручных операций на каждом из них и активном наблюдении за их работой.
В основе многостаночного обслуживания лежит использование машинно-автоматической работы оборудования для выполнения ручных и машинно-ручных работ на других обслуживаемых рабочим машинах и переходов от одной машины к другой.
Это условие может быть выражено формулой:
n-1
Та ≥ Σ Tзан ,(1.1)
1
где Та – время машинно-автоматической работы на данном станке;
n − число обслуживаемых станков;
n-1
Σ Tзан – время занятости рабочего на всех других станках и переходов к
1
ним.
Условия для применения многоагрегатного обслуживания возникают в результате комплексной механизации и автоматизации производства, когда отдельный технологический процесс (или часть его) в основном осуществляется на станке (агрегате) без непосредственного участия рабочего и тем самым у него высвобождается вpeмя для обслуживания других станков (агрегатов). Однако нередко оно экономически целесообразно и при нарушении этого баланса времени, в частности при дефиците рабочей силы, когда имеется свободное оборудование.
2. Графики многостаночного обслуживания
Основным графическим инструментом, позволяющим изучить и спроектировать многостаночного обслуживания являются графики многостаночного обслуживания – циклограммы.
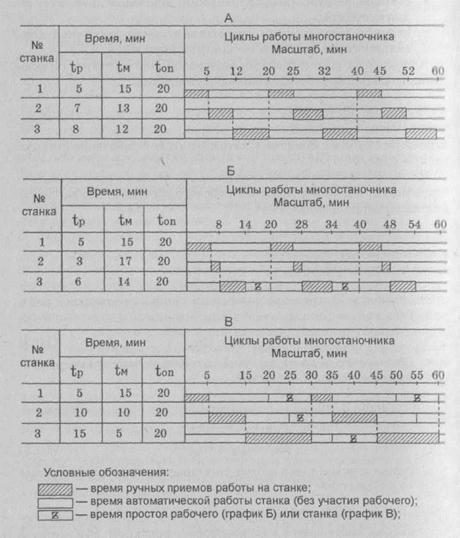
С помощью циклограмм можно производить подбор и совмещение выполняемых рабочим-многостаночником операций. При организации многостаночного обслуживания очень важен подбор операций. Наиболее простым и эффективным является совмещение операций одинаковой длительности и равных (или кратных) по величине свободного машинного времени и времени занятости рабочего и времени работы оборудования (рис. 1, а).
Если же на станках выполняются операции равной длительности, но разные по величине ручного и машинно-автоматического времени, то выбор операций для совмещения будет зависеть от того, какое условие закладывается в расчет − загрузка оборудования или рабочего. Простоев оборудования не произойдет, если суммарная занятость рабочего будет меньше длительности цикла многостаночной работы. При равенстве суммарного времени занятости рабочего и цикла многостаночной работы рабочий будет полностью загружен, но могут быть перерывы в работе оборудования.
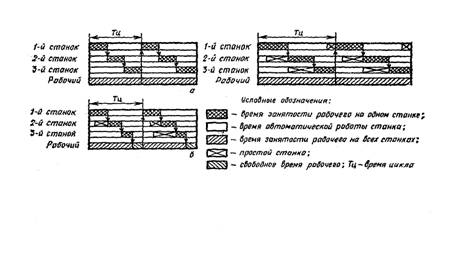
Рис. 1. Графики многостаночного обслуживания: а – при работе на станках-дублерах; б и в – при работе на станках с различной длительностью операций
При совмещении операций с различной длительностью выполнения могут иметь место два варианта:
− суммарное время занятости рабочего меньше продолжительности наиболее длительной операции; в этом случае время цикла считается равным времени выполнения этой операции и внутри цикла остается свободное время исполнителя; одновременно могут наблюдаться простои оборудования (рис. 2,б);
− суммарное время занятости рабочего превышает продолжительность наиболее длительной операции; в этом случае время цикла будет равным суммарному времени занятости рабочего и внутри цикла образуются перерывы в работе станков (рис. 1, в).
Более подробную характеристику вариантов организации многостаночного обслуживания дает рисунок 2.
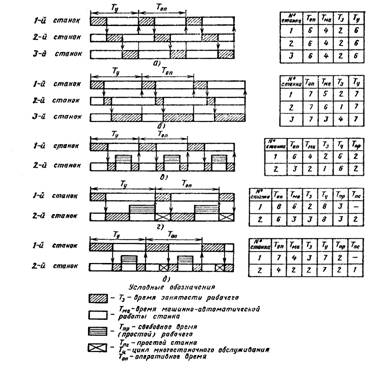
Рис. 2. Графики многостаночного обслуживания
Построение графиков многостаночного обслуживания базируется на следующих расчетных основаниях.
Время, занятости рабочего обслуживанием одного станка Тз складывается из следующих элементов:
Тз = Тр + Тмр + Тан + Тобх ,(1.2)
где Тр − время выполнения ручных приемов операции, не перекрываемое машинным временем;
Тмр − время выполнения машинно-ручных приемов;
Тан − время активного наблюдения за работой станка;
Тобх − время на подход к станку.
Из данной формулы можно вывести интерпретированную формулу свободного машинного времени Тмс (формула 1.3) в виде:
Тмс = То – (Тмр + Тан + Тобх),(1.3)
где То – основное (технологическое время).
Основное условие эффективной организации многостаночного обслуживания можно записать, как
Σ Тмс ≥ Σ Тзi или n-1 ≤ Σ Тмс / Тзрм ,(1.4)
где Σ Тмс − сумма свободного машинного времени по всем обслуживаемым станкам.
Если это соотношение coблюдается, то свободное машинное время по своей общей продолжительности оказывается достаточным для перекрытия общего времени занятости рабочего. Однако в этом случае при сторожевом обслуживании возможны случайные совпадения остановки станка по окончании времени машинной работы с временем занятости рабочего на другом станке. При несоблюдении этого соотношения будут возникать систематические перерывы в работе станков, так как свободное машинное время в этом случае оказывается недостаточным для перекрытия времени занятости рабочего.
Похожие работы
... . При выборе той или иной формы и системы оплаты труда необходимо учитывать объективные условия: характер применяемого оборудования, особенности технологических процессов и организации производства, формы организации труда, требования к качеству продукции, использование трудовых и материальных ресурсов. Применение сдельной формы оплаты труда целесообразно в следующих условиях: наличие реальных ...

... потерь рабочего времени: (3.20) где – перерывы, вызванные нарушением нормального течения производственного процесса. Можно оценить эффективность мероприятий по совершенствованию организации и нормирования труда. Например, пусть нормативная трудоемкость выполняемых работ составляет ТрБАЗ = 20000 нормо-часов, средняя часовая тарифная ставка рабочего Сm = ...
... одностаночного обслуживания. Примем Nм = 6 шт. Определим численность рабочих-многостаночников (Нч) по формуле: Нч = Nм / Ноб Нч =6/4=2(чел) Рассчитаем для каждой операции норму штучного времени при многостаночной работе (Тшт.мi) по формуле: где: Атех – время на техническое обслуживание рабочего места, % от оперативного времени; Аорг – время на организационное обслуживание рабочего места, ...
... исполнителя. Для индивидуальной организации труда характерно закрепление за рабочим местом операций, близких по сложности исполнения. К основным направлениям совершенствования разделения и кооперации труда относятся: · расширение трудовых функций; · совмещение профессий; · расширение зон обслуживания. Расширение трудовых функций заключается в выполнении ...
0 комментариев