Разработка схем базирования
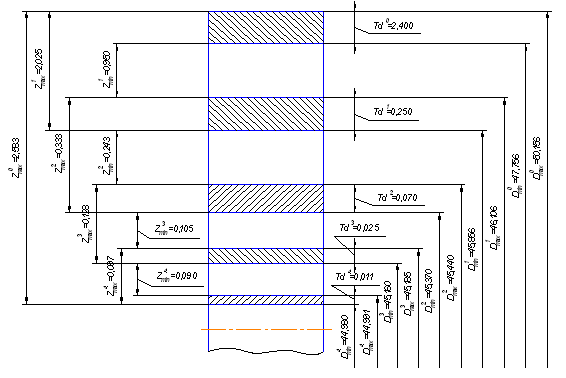
Размерный анализ при обработке лавных отверстий
Выбор режущего инструмента
Расчет норм времени
Расчет и проектирование станочного приспособления. Расчет режущего инструмента
Расчет и проектирование режущего инструмента
Расчет и проектирование контрольного приспособления
Патентные исследования
Проектирование компоновки рабочего места
Экономическая эффективность проекта
Навигация
Расчет и проектирование контрольного приспособления
Технологический процесс изготовления корпуса
118091
знак
27
таблиц
8
изображений
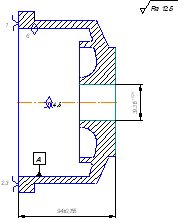
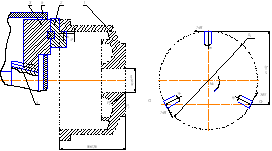
8. Расчет и проектирование контрольного приспособления
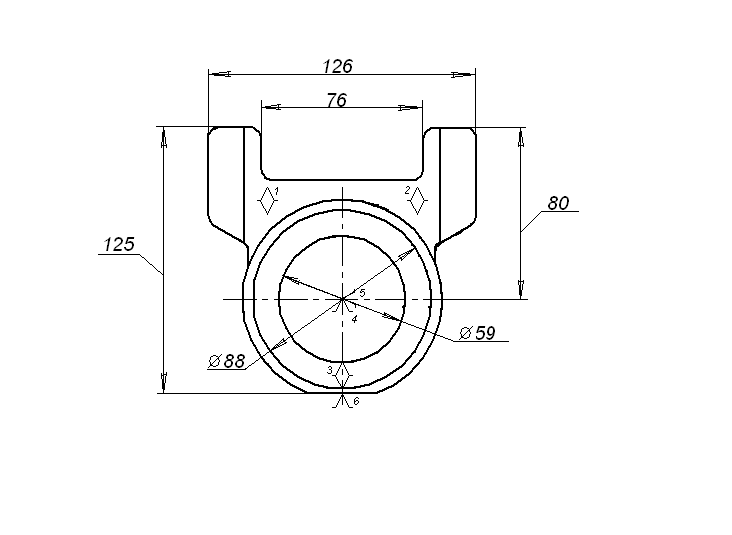
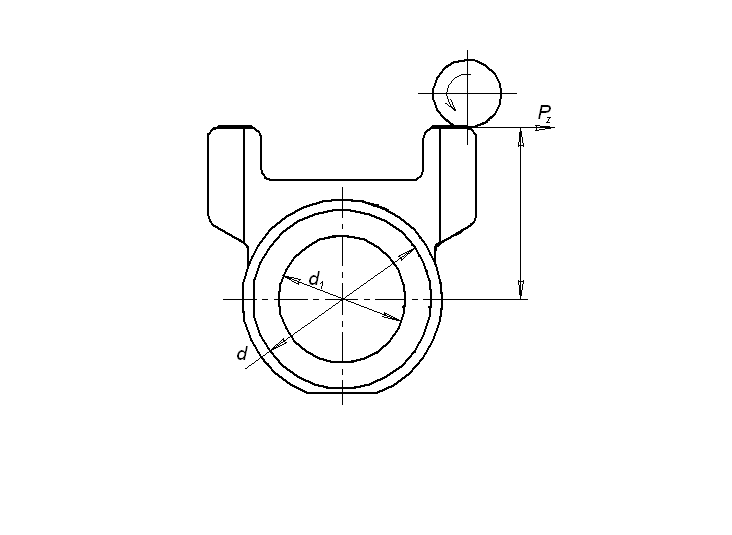
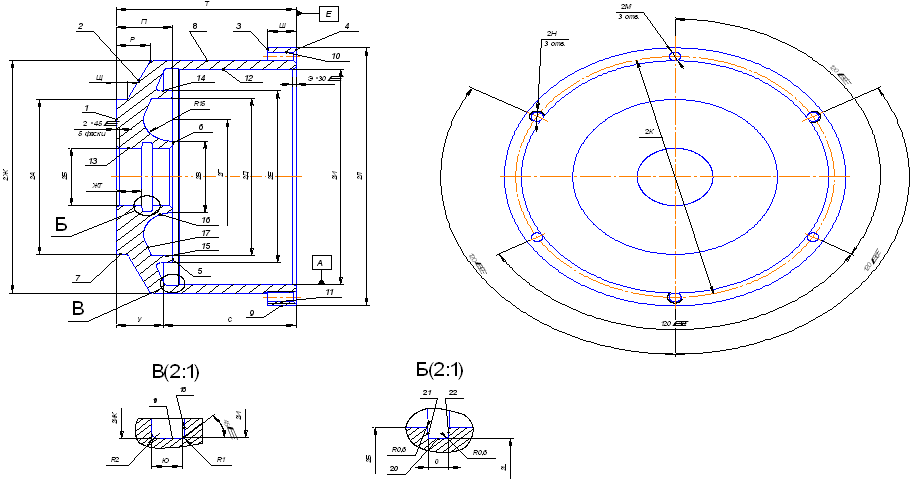
Контрольное приспособление, представленное на листе
07.М.15..51.000СБ графической части, предназначено для контроля симметричности стенок пазов.
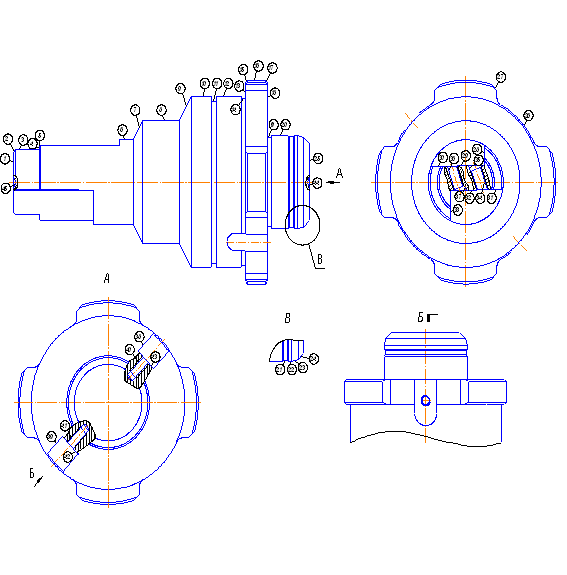
Данное контрольное приспособление состоит из плиты 13, которая устанавливается на стол с помощью вкрученных в нее ножек 11. На плиту при помощи болтов 18 крепится кронштейн 1. Также на плиту 13 в Т-образный паз устанавливается задняя бабка 10. Для перемещения задней бабки на плиту 13 винтами 20 крепится уголок 3. Для точного базирования и закрепления детали в используется мембранный патрон 2. Шток мембранного патрона вкручивается в шток гидроцилиндра.
Приспособление работает следующим образом. Задняя бабка отводится в крайнее правое положение вращая винт, расположенный на уголке 3. Деталь устанавливается в патроне 2 и зажимается гидроцилиндром. При перемещении задней бабки влево, наконечник 12 перемещается по контролируемому пазу. По показания индикатора 25 регистрируем отклонение стенок пазов детали.
9. Научные исследования по совершенствованию обработки алюминиевых сплавов
Описание ситуации
Повышение производительности при обработке алюминия является важной задачей в современном машиностроении. Она может быть разрешена различными методами, такими как оптимизация режимов резания, применение высокопроизводительного оборудования, быстропереналаживаемой оснастки, применение инструмента высокой стойкости и другими. Наряду с повышением производительности необходимо повысить точность обработки и качество поверхностей детали операций растачивания, фрезерования, сверления и т. д.
В настоящее время все большее внимание в мире уделяется проблеме повышения скоростей резания как одной из составляющих производительности труда, улучшения качества обработанных поверхностей, экономии материальных и трудовых ресурсов. Высокоскоростное резание является перспективным направлением повышения эффективности механической обработки и важным экономическим рычагом снижения ее себестоимости. При высоких скоростях резания возможно, в некоторых случаях, исключить промежуточные операции, например, получистовое шлифование, а в отдельных случаях – и финишные операции.
Таким образом высокоскоростное резание является быстро развивающимся технологическим процессом с большими потенциальными возможностями для современной металлообработки. Актуальность его применения в современных условиях постоянно повышается, что связано с высоким уровнем автоматизации производственных процессов, изменивших структуру временных затрат на изготовление деталей и предопределивших необходимость сокращения основного времени на их обработку.
Анализ ситуации. Потенциальные возможности высокоскоростной обработки обусловлены следующими ее особенностями: большим удельным съемом материала в единицу времени; высоким качеством обработки материала; уменьшение силы резания; уменьшением образования заусенцев; уменьшением нарушения целостности верхних слоем материала. В месте с тем высокоскоростной обработке присущ ряд существенных недостатков. Наиболее важными из них можно считать: необходимость повышения мощности приводов, разработки и изготовления опор вращающихся и перемещающихся узлов, тщательной балансировки вращающихся узлов, создание новых инструментальных материалов, высокие температуры, возникающие в зоне резания, недостаточная теплостойкость применяемых режущих инструментов и т. д.
Разработка обобщенного технического решения
Реализация технологии высокоскоростного резания предполагает решение многочисленных технологических задач. В наибольшей степени это касается режущих инструментов, так как уровень применяемых скоростей резания в современной металлообработке ограничивается свойствами инструментальных материалов и определяется способностью режущих инструментов противостоять изнашиванию и разрушению при повышенных температурах.
В Московском комбинате твердых сплавов в настоящее время разработан новый ассортимент сменных многогранных пластин с четырехслойным износостойким покрытием. Покрытия МТ и МА толщиной h = 8 – 10 мкм предназначены для токарной обработки. Составы покрытий представлены на листе 06.М.15.64.80 графической части.
Среди материалов, не требующих покрытий, наиболее близок к идеальному материалу поликристаллический алмаз. Являясь одним из наиболее твердых материалов, он в тоже время благодаря ультрамелкозернистой структуре обладает достаточной вязкостью и по этому пригоден для обработки (со скоростью v = 300 – 600 м/мин) цветных металлов и сплавов, а также композитов. При аналогичной твердости КНБ (кубический нитрид бора) более хрупок и в большей степени подходит для «сухой обработки» материалов твердостью выше 50 HRC (при содержании в инструменте до 60 % КНБ) и чугунов в широком интервале скоростей (300 – 800 м/мин) с небольшими припусками и подачами. Расширение эффективной области высокоскоростной обработки достигается использованием керамических инструментов нового поколения из нитридной, армированной или слоисто-градиентной керамики. Нитридно-кремниевая керамика, которая тверже твердого сплава, обладает большей хрупкостью и поэтому используется только для обработки чугунов и алюминия с v = 500 – 1000 м/мин.
Положительный опыт внедрения и эксплуатации керамических режущих инструментов нового поколения при высокоскоростной обработке деталей из разных материалов показывает высокую технико-экономическую эффективность этих операций. Однако даже керамические инструменты, изготовленные по современным технологиям и прошедшие системный контроль качества, оказываются недостаточно надежными для высокоскоростной обработки. В условиях термомеханических нагрузок и неблагоприятного воздействия отдельных факторов высокоскоростной обработки существует высокая вероятность непрогнозируемого выхода керамических инструментов из работоспособного состояния. Это связано с тем, что износ и разрушение высокоплотных керамических материалов имеет достаточно сложный характер и зависит от температурного режима эксплуатации. Критический градиент термических напряжений в непосредственной близости от режущей кромки инструмента приводит к сколам керамического материала на контактных площадках режущих инструментов и последующему разрушению режущего инструмента.
Армирование нитридно-кремниевой керамики нитевидными кристаллами карбида кремния способствует повышению ее предела прочности при изгибе σи до 900 МПа и коэффициента К1с интенсивности напряжений в вершине трещины до 10 МПа. м1/2. Улучшение свойств композиционного материала происходит за счет суммирования положительных свойств матрицы и уникальных параметров нитевидных кристаллов, которые являются барьером при распространении трещин в керамических материалах.
Композиционную керамику инструментального назначения разрабатывали на основе системы Si3N4 – Y2O3 – Al2O3 (условное обозначение РКС 11). В процессе исследования выведена оптимизированная система Si3N4 – Y2O3 – Al2O3 – SiCн.к. (условное обозначение РКС 33). Инструмент с многогранной неперетачиваемой пластиной из керамики состава Si3N4 – Y2O3 – Al2O3 – SiCн.к. в максимальной степени удовлетворяют требованиям высокоскоростного резания. Структуру керамики Si3N4 – Y2O3 – Al2O3 – SiCн.к. формируют зерна нитрида кремния размером 0,5 – 2 мкм и межзеренная фаза из активаторов спекания и нитевидных кристаллов карбида кремния, не имеющих определенной пространственной ориентации в матрице.
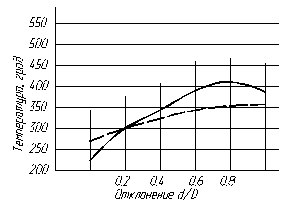
Установлено значительное влияние количества вводимых нитевидных кристаллов на прочность, трещиностойкость, термостойкость и эксплуатационные показатели инструментов из армированной нитридно-кремниевой керамики, результаты которой представлены на листе 06.М.15.64.80. Из графика следует, что максимальное увеличение стойкости инструментов обеспечивает введение в керамическую матрицу SiСн.к в количестве 10-15%. Увеличение их содержания в нитридно-кремниевой матрице свыше 15 % приводит к снижению стойкости режущих инструментов. Работоспособность инструментов из композиционной керамики, в которой содержится 25% SiСн.к, является неудовлетворительной, так как стойкость этих инструментов ниже стойкости инструментов из матричной керамики.
Максимальные значения прочности, трещиностойкости и термостойкости также имеет керамика, в состав которой 10-15% SiСн.к. Важной особенностью разработанной композиционной керамики РКС33 является высокая прочность при температуре 1200 °С, которая в результате армирования увеличивается до 600МПа. Армированная керамика выдерживает максимальные термические нагрузки и не разрушается даже после 1200 термических циклов «нагрев – охлаждение», что превышает термостойкость матричной керамики на 30%.
Повышенные эксплуатационные характеристики режущих инструментов из армированной нитридно-кремниевой керамики РКС 33 обеспечивают его эффективное применение. Приведенные на листе 06.М.15.64.80 графической части зависимости показывают удельный съем металла Q за период стойкости инструментов из РКС 33 и РКС 22 при точении алюминиевых сплавов. На всех режимах резания использование инструментов из РКС 33 обеспечивает значительное увеличение удельного съема металла.
Таблица 9.1
| Параметр | Значение параметра для керамики | |
| РКС 11 Si3N4 – Y2O3 – Al2O3 | РКС 33 Si3N4 – Y2O3 – Al2O3 – SiCн.к. | |
| Плотность, г/см3 Пористость, % Твердость HRC Предел прочности при изгибе (20°С/1200°С), МПа Коэффициент К1с, МПа.м1/2 Число циклов «нагрев до 1200°С – охлаждение 400°С» до разрушения образцов | 3.18 – 3.22 0.6 – 0.9 92 720/480 6.4 – 7.2 926 | 3.2 0.5 – 1.2 92 880/600 8.3 – 9.3 1220 |
Исследование эксплуатационных показателей режущих инструментов из РКС 33 при точении алюминиевых сплавов в широком диапазоне режимов резания показали их высокую эффективность. Влияние скорости резания на стойкость режущих инструментов из ВК6, РКС22, РКС 33 при обработке алюминиевых сплавов представлено на листе 06.М.15.64.80 графической части.
Результаты исследования влияния подачи при точении на стойкость керамических инструментов показали, что наибольшую стойкость на малых подачах имеют режущие инструменты из ВОК 71, но с увеличением подачи стойкость ВОК 71 снижается, а лучшие результаты обеспечивают режущие инструменты из РКС 33. Влияние подачи на стойкость керамических режущих инструментов из ВОК 71, РКС22 и РКС 33 при растачивании представлено на листе 06.М.15.64.80 графической части.
Другой проблемой, решаемой технологами и конструкторами является разработка высокоскоростного оборудования и оснастки.
Повышение производительности станков с ЧПУ связано с увеличением скоростей подач рабочих органов станка. Это может быть реализовано за счет применения современных более динамичных приводов станка, разработки новых несущих систем станков с улучшенными динамическими характеристиками, а также систем управления. Приводы подач большинства современных станков отечественного и иностранного производства, как правило, обладают возможностью реализовывать требуемые скорости подач и достаточно высокие ускорения при разгоне – торможении. Кроме того, многие современные станки обеспечивают большую часть требуемых частот вращения шпинделя. Системы же управления станков часто ограничивают производительность работы станка. Даже в современных системах ЧПУ последних моделей применяемый метод управления движением не позволяет достичь заданной технологом скорости подач.
Причиной этого является принцип движения с разгоном – торможением от нуля до нуля скорости в каждом кадре управляющей программы. В соответствии с этим принципом каждый кадр управляющей программы выполняется автономно от других кадров.
В таблице 2 приведены некоторые результаты сравнительных расчетов теоретического времени обработки и реального с учетом разгона – торможения в каждом кадре для случая движения по прямолинейному участку траектории, состоящему из множества кадров равной длины.
Как видно из таблицы 9.2 реальное время может быть в несколько раз больше определенного по режиму резания и зависит от соотношения величин подачи, ускорения и длин кадра. Это объясняется тем, что эпюра скоростей подач представляет собой треугольник и реальная подача не достигает величины, заданной технологом.
Таблица 9.2
| Скорость подачи, мм/мин | Ускорение, м/с2 | Длина кадра, мм | Суммарный путь обработки, м | Теоретическое время, мин | Реальное время, мин |
| 400 | 0,025 0,5 0,5 1 | 0,2 | 200,4 | 501 501 501 501 | 2987,4 2112,4 835 668 |
| 400 | 0,05 | 1 5 | 200,4 | 501 501 | 1169 634,6 |
| 100 150 200 Более 200 | 0,05 | 0,2 | 200,4 | 2004 1336 1002 Менее 1002 | 2839 2588,5 2112,4 2112,4 |
Задачей повышения производительности связана с задачей уменьшения или полного исключения разгонов и торможений в процессе движения, обеспечивающий сокращение времени обработки. Это может быть осуществлено: - применением специальных способов управления движением, позволяющим на трехмерной траектории, состоящей из непрерывной последовательности кадров, которую желательно выполнять на заданной скорости подачи, управлять скоростью движения узлов без разгона от нуля до нуля; - повышение самой величины допустимого ускорения системы, что приведет к уменьшению времени разгона – торможения.
При высокоскоростном фрезеровании необходимо учитывать стратегию обработки. Это резание только в одном направлении: попутное фрезерование при черновой и получистовой обработок и встречное для чистовых операций. При попутном фрезеровании выделяется меньше теплоты, меньше ударные нагрузки на режущие кромки инструмента и, как следствие, наибольшая продолжительность работы инструмента и меньший расход ресурса шпиндельного узла станка. При встречном фрезеровании за счет уменьшения изгиба режущего инструмента повышается геометрическая точность.
При высокоскоростном фрезеровании рекомендуется траектория движения инструмента по эквидистанте или трохоидальную обработку.
При высокоскоростной обработке температурный фактор является лимитирующим при выборе параметров резания и материала режущего инструмента. Верхний предел скорости резания ограничен в основном такими значениями температуры резания, при которых инструментальные материалы еще могут сравнительно успешно работать. Данные температуры соответствуют для большинства металлокерамических твердых сплавов 800…1000ЄС, для синтетических алмазов 800 ЄС, для нитридной керамики 800…1000 ЄС и для КНБ – около 1500 ЄС. В случае возникновения в зоне резания температур, превышающих указанные значения, происходит катастрофический износ инструмента.
Поиск информации
Таблица 9.3
| Название статьи, автор | Библиографические данные | Краткое содержание | Примечания | |||||||
| Оснастка для станков с ЧПУ/ Кузнецов Ю. И., Маслов А. Р., Байков А. Н. | Москва: Машиностроение, 1990 г. – 507 с. | Приведены сведения о прогрессивной технологической оснастке: станочных писпособлениях, режужем и вспомогательном инструменте, устройствах для контроля, настройки и автоматической смены инструментов для станков с ЧПУ. | Рассмотрены конструкции зажимных устройств для высокоскоростных станков с ЧПУ. | |||||||
| Теплофизические особенности применения инструментов, оснащенных износостойким покрытием, для высокоскоростной обработки./ Кирюшин Д. Е., Насад Т. Г. | Труды всероссийской с международным участием научно-технической конференции «Теплофизические и технологические аспекты управления качеством в машиностроении» Тольятти: 2005 –430 с. | Изложены сведения о теплофизических особенностях инструментов, оснащенных износостойким покрытием. | Представлены результаты опытов, показывающие зависимость износа инструмента от температуры. | |||||||
| Новый ассортимент сменных многогранных пластин для металлообработки/ Самойлов В. С. | СТИН, 1996. №6 | Приведены разработки специалистов МКТС в области применения СМП с многослойными износостойкими покрытиями. | Показаны результаты сравнительных производственных испытаний СМП нового ассортимента и стандартных СМП. | |||||||
| Инструментальное обеспечение высокоскоростной обработки резанием/ Кузин В. В., Досько С. И., Попов В. Ф. | Вестник машино-строения, 2005. №9 | На основе исследования физико-механической модели высокоскоростного резания сформулированы специальные требования к высокоскоростным инструментам и разработан структурно-параметрический подход к созданию их режущей части. На основании результатов лабораторных и производственных исследований сделан вывод о высоких эксплуатационных показателях режущих инструментов из армированной керамики, областью рационального применения которых является высокоскоростное резание на повышенных подачах. | Разработаны режущие инструменты из нитридно-кремниевой керамики, армированной нитевидными кристаллами карбида кремния. | |||||||
| Особенности высокоскоростного точения труднообрабатываемых | СТИН, 2002. №12 | Рассмотрены резервы повышения производительности при обработке жаропрочных сплавов на основе опыта | Приведен сравнительный анализ традиционных способов | |||||||
| материалов/ Силин С. С., Проскуряков С. Л. | зарубежных и отечественных предприятий. | точения и высокоскоростной обработки с применением сверхтвердых материалов на основе модификации нитрида бора. | ||||||||
| Тенденции развития высокоскоростной обработи | Международная научная конференция «Высокоскоростная металлообработка» | Рассмотрен режущий инструмент, используемый при высокоскоростной обработке. Дан сравнительный анализ некоторых инструментальных материалов. | ||||||||
| Прочность и износостойкость режущего инструмента/ Т.Н. Лоладзе | Москва: Машино-строение, 1982 - 319 с. | Рассмотрен механизм разрушения и износа режущего инструмента в различных условиях обработки, а так же вопросы хрупкой и пластической прочности режущей части инструмента. Изложена теория адгезионно-усталостного и | Рассмотрено влияние различных факторов на износ инструмента | |||||||
| диффузионного износа инструментов Даны рекомендации по повышению стойкости инструментов и повышению производительности обработки резанием. | ||||||||||
| Тенденции развития высокоскоростной токарной обработки/ Ахрамович В. Н. | Машиностроитель, 1996, № 11 | Рассмотрена тенденция развития высокоскоростной обработки во всем мире. Представлены сведения о достижениях некоторых фирм, работающих в этом направлении. | Описаны проблемы развития высокоскоростной токарной обработки. | |||||||
| Оптимальные траектории высокоскоростного фрезерования. Ю.Г. Кабалдин | Вестник машиностроения 2005г. №7 | Рассмотрены стратегии обработки при высокоскоростном фрезеровании. | ||||||||
| Оптимальные режимы высокоскоростной обработки. М. Г. Исупов | Вестник машиностроения 2005г. №5 | Рассмотрены требования, предъявляемые к высокоскоростному оборудованию. | Режимы резания | |||||||
| Пути производительности станков с ЧПУ. | Вестник машиностроения, 2004 г, №4 | Рассмотрены пути повышения скорости обработки заготовок | ||||||||
| Исследование процесса высокоскоростного резания керамическими инструментами | Вестник машиностроения, 2004 г, №3 | Рассмотрен режущий инструмент, используемый при высокоскоростной обработке. | ||||||||
| Основные аспекты применения и совершенствования режущих инструментов с износостойкими покрытиями/ А.С. Верещака | СТИН, 2000. №9 | Рассмотрены основные аспекты совершенствования и практического применения инструмента с покрытиями на основе обобщения многолетних научных разработок, а так же проблемы создания оборудования и технологий, интегрирующих преимущество ХТО, стимулированной газовым разрядом, и вакуумно-дугового синтеза покрытий. | Износостойкие покрытия | |||||||
Выбор конкретного технического решения
В качестве базового варианта для создания, будущего технического решения позволяющего повысить производительность обработки принимаем совершенствование инструмента с материалом режущей части из нитридно-кремниевой керамики, армированной нитевидными кристаллами карбида кремния. Кроме того для достижения высоких скоростей обработки необходимо использовать оборудование с приводами большой мощности, шпиндельными узлами на воздушных керамических подшипниках скольжения с нагнетателем воздуха, сбалансированными движущимися частями, направляющими из металлокерамики. Для более высокой скорости обработки необходимо повысить величину допустимого ускорения системы, для уменьшения времени разгона – торможения. Также на черновых операциях фрезерования необходимо вести обработку попутно, а при чистовом фрезеровании – встречно. Данный выбор обоснован тем, что по сравнению с другими способами повышения производительности режущий инструмент и оборудование обладают рядом преимуществ, описанных в пункте 3.
Формирование научных целей и задач
Целью данных исследований является изучение проблем высокоскоростной обработки. Задачи данного исследования состоят в том, чтобы после изучения интересующих нас факторов, влияющих на процесс высокоскоростной обработки, выбрать объективные методы, повышающие производительность обработки. Также необходимо выдвинуть предположение о наиболее вероятной степени влияния того или иного параметра исследуемого объекта на показатели его функционирования.
Формирование исходной научной гепотизы
Считаем что наиболее существенными факторами, оказывающими влияние на показатели функционирования объекта (производительность механической обработки), являются недостаточная стойкость режущего инструмента и малое сопротивление развитию трещин.
Выбор вида исследований
Вследствие отсутствия материальной базы и недостаточного объема практических знаний в данной области в качестве вида исследований выбираем литературные, основанные на создании, в соответствии с выбранной методикой и критериями (научно-субъективные знания), новых объективных знаний.
Подготовка исследований
В качестве источников информации используем научно-техническую литературу, посвященную высокоскоростным методам обработки. В данной литературе изложены теоретические основы высокоскоростного растачивания отверстий, приведены прогрессивные инструментальные материалы, обеспечивающие оптимальные характеристики процесса.
Данные о проведении исследований
В качестве исследований выбрали литературные исследования, основанные на теоретических данных. Для решения проблем, описанных в пункте 2, была использована литература, приведенная в пункте 4. В ней были найдены общие технические решения, позволяющие решить некоторые из этих проблем. Все известные технические решения описаны в пункте 3. Проведен их субъективный анализ, на основе которого выбрано одно комплексное техническое решение, которое в большей степени решает поставленную задачу – повышение производительности механической обработки.
Обработка результатов
Повышение производительности при растачивании, фрезеровании и сверлении является важной задачей в современном машиностроении. Эта задача решается с помощью применения высокоскоростной обработки. Наиболее важной проблемой при высокоскоростной обработке является выбор материала режущего инструмента. В результате проведенных литературных научных исследований предлагается применить инструмент с материалом режущей части из нитридно-кремниевой керамики, армированной нитевидными кристаллами карбида кремния. Кроме того для достижения высоких скоростей обработки необходимо использовать оборудование с приводами большой мощности, сбалансированными движущимися частями, направляющими из металлокерамики.
Похожие работы
... сборные приспособления с механизированным силовым приводом и прогрессивный режущий инструмент. Маршрут обработки детали проектного технологического процесса представлен в таблице 4.1.Таблица 4.1. Проектный маршрут обработки корпуса конечного выключателя № операции Наименование и содержание операции Обрабатываемые поверхности Квалитет Шероховатость, Rz 000 Заготовительная 14 30 ...

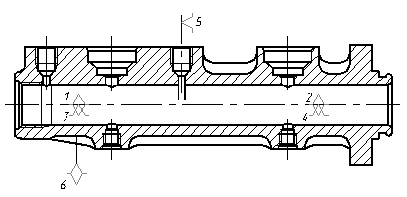
... , приходящегося на него, менее 138 м3 . Если естественное проветривание невозможно, то в такие помещения нужно подавать не менее 60 м3/ч на одного человека. Среди операций технологического процесса изготовления корпуса присутствуют операции шлифования, на которых воздух загрязняется абразивной пылью, поэтому следует предусмотреть местную вытяжную вентиляцию рисунок 5 [12]. Для улавливания ...


... Выбор и проектирование заготовки 2.1 Выбор способа получения заготовки Изначально определяем, что заготовку корпуса главного цилиндра гидротормозов можно получить двумя способами: литьем в земляные формы и литьем в металлические армированные формы. Второй способ практически не используется для изготовления отливок из чугуна. Эти методы в одинаковой степени позволяют достичь заданной точности ...
... поверхность, на остальные поверхности назначить припуски в соответствии с ГОСТ 26645-85; 5. Выбрать оборудование, приспособления, режущий инструмент, средства контроля; 6. Произвести нормирование технологического процесса изготовления корпуса гидроцилиндра; 7. Рассчитать и спроектировать станочное приспособление для токарной операции и приспособление контроля биения отверстия; 8. Рассчитать и ...
0 комментариев