Разработка схем базирования
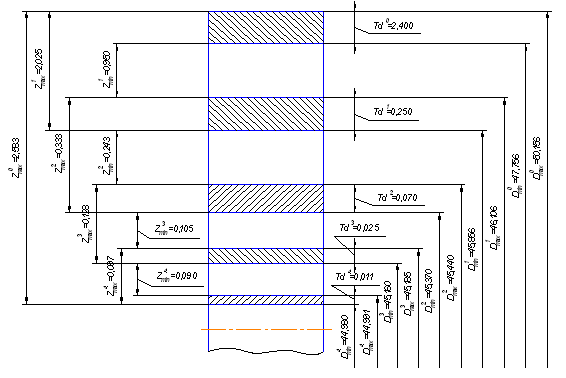
Размерный анализ при обработке лавных отверстий
Выбор режущего инструмента
Расчет норм времени
Расчет и проектирование станочного приспособления. Расчет режущего инструмента
Расчет и проектирование режущего инструмента
Расчет и проектирование контрольного приспособления
Патентные исследования
Проектирование компоновки рабочего места
Экономическая эффективность проекта
Навигация
Выбор режущего инструмента
Технологический процесс изготовления корпуса
118091
знак
27
таблиц
8
изображений
6.3 Выбор режущего инструмента
Для выполнения переходов операции 010 принимаем следующие режущие инструменты.
Т1–Торцовая насадная фреза из быстрорежущей стали Ø 63 мм ГОСТ 9304-69 [1, с. 187 табл. 92].
Т2–Концевая фреза с коническим хвостовиком Ø 32 мм ГОСТ 17026 – 71 [1, с. 174 табл. 66].
Т3- Сверло спиральное из быстрорежущей стали Ø 8 ГОСТ 10903-77 [2, с. 137 табл. 40].
Т4–Шпоночная фреза Ø 8 ГОСТ 9140 – 78 [2, с. 177 табл. 73].
Т5- Концевая фреза с коническим хвостовиком Ø 32 мм ГОСТ 17026 – 71 [2, с. 174 табл. 66].
Т6-Сверло спиральное из быстрорежущей стали специальное Ø 5,2 ОСТ 2 И21-1 - 76 [2, с. 137 табл. 40].
Т7–Метчик специальный М6×0,8 ТУ 857-2680-1958.
На операции 015 принимаем следующие режущие инструменты.
Т1–Концевая фреза с коническим хвостовиком Ø 40 по ГОСТ 17026 [2, с. 174 табл. 66].
Т2– Резец специальный РКС 33.
Т3– Резец специальный РКС 33.
Т4- Резец специальный РКС 33.
Т5- Резец специальный РКС 33.
Т6-Шпоночная фреза Ø 32 ГОСТ 9140 – 78 [2, с. 177 табл. 73].
Т7– Концевая фреза с коническим хвостовиком Ø 40 по ГОСТ 17026 [2, с. 174 табл. 66].
Т8- Резец специальный РКС 33.
Т9– Резец специальный РКС 33.
Т10-Сверло спиральное из быстрорежущей стали специальное Ø 5,2 ОСТ 2 И21-1 - 76 [2, с. 137 табл. 40].
Т11-Метчик специальный М6×0,8 ТУ 857-2680-1958.
Т12-Сверло спиральное из быстрорежущей стали специальное Ø 4,2 ОСТ 2 И21-1 - 76 [2, с. 137 табл. 40].
Т13-Метчик специальный М5×0,8 ТУ 857-2680-1958.
Т14- Концевая фреза с коническим хвостовиком Ø 40 по ГОСТ 17026 [2, с. 174 табл. 66].
Т15- Резец специальный РКС 33.
6.4 Расчет режимов резания
Расчет режимов резания для всех переходов выполняется по [2].
- Фрезерование поверхностей на 2 переходе 010 операции.
Глубина резания t = 1,4 мм.
Подача SZ = 0,5 мм/зуб.
Скорость резания рассчитывается по формуле:
![]() (6.1)
(6.1)
где Cv, q, m, x, y, u, p – коэффициент и показатели степени.
В = 34 мм – ширина фрезерования; Z = 14 – количество зубьев фрезы;
Kv – поправочный коэффициент
![]() (6.2)
(6.2)
где Knv = 1 – поправочный коэффициент, учитывающий состояние поверхности заготовки.
Kмv = 0,8 – коэффициент, учитывающий влияние физико-механических свойств обрабатываемого материала.
Kuv = 1 – коэффициент, учитывающий влияние инструментального материала.
Kv = 0,8 × 1 × 1 = 0,8
Сv = 155; q = 0,25; x = 0,1; y = 0,4; u = 0,15; p = 0,1; m = 0, 2
![]() ,
,
Число оборотов шпинделя:
![]()
Мощность резания:
![]() (6.3)
(6.3)
![]() (6.4)
(6.4)
где CP = 82,5; x = 0,95; y = 0,8; u = 1,1; q = 1,1; w = 0 – показатели и коэффициент, зависящие от условий обработки;
![]()
Крутящий момент на шпинделе:![]() (6.5)
(6.5)
![]()
![]() ,
, ![]()
- Сверление отверстий под заход врезы на 4 переходе 010 операции.
Глубина резания: t = 4 мм. Подача: So = 0,27 мм/об.
Скорость резания определяется по формуле:
![]() (6.6)
(6.6)
где Cv, q, m, y – коэффициент и показатель степени.
Cv = 36,3; q = 0,25; m = 0,125; y = 0,55; T = 35;
![]() (6.7)
(6.7)
где Kmv = 0,8; Kuv = 1; Klv = 1;
Kv = 0,8×1×1 = 0,8
![]()
Определим осевую силу и крутящий момент:
![]()
![]() (6.8)
(6.8)
Ср = 9,8; q = 1,0; y = 0,7;
См = 0,005; q=2; y = 0,8; Кр = Кмр = 1;
Ро = 10 × 9,8 × 81,0 × 0,270,7. 1= 314 Н
Мкр = 10 × 0,005 × 82 × 0,270,8 × 1= 1,123 Н×м
Мощность резания:
![]() (6.9)
(6.9)
где ![]()
![]() .
.
- Нарезание резьбы М 6´0,8 на 8 переходе 010 операции.
Глубина резания равна высоте зубьев резьбы: t = 0,4 мм.
Подача равна шагу резьбы: S = 0,8 мм/об.
Скорость резания при нарезании резьбы метчиками:
![]() (6.10)
(6.10)
где СV = 20; m = 0,9; y = 0,5; q = 1,2; Т = 90 мин;
![]() (6.11)
(6.11)
KMV = 0,5; KUV = 1,0; KТV = 1
![]()
Число оборотов: ![]()
Тангенциальная составляющая силы резания (крутящий момент):
![]() (6.12)
(6.12)
где P – шаг резьбы, мм; CM = 0,0022; y = 1,5; q = 1,8; KP = 1,5
MKP = 0,0022 × 10 × 61,8× 0,81,5 × 1,5 = 0,6 Н×м
Мощность резания при нарезании резьбы метчиками:
![]() (6.13)
(6.13)
![]()
- Растачивание поверхности на 3 переходе 015 операции.
Глубина резания: t1 = 1,4 мм.
Подача S1 = 0,6 мм/об.
Скорость резания рассчитывается по формуле:
![]()
![]()
Kv = 0,8 × 1 × 1 = 0,8
Сv =328; x =0,12; y =0,5; m =0, 28; Т = 60 мин;
![]()
Число оборотов шпинделя:
![]()
Составляющая силы резания
PZ: ![]()
где Кр = Кмр. Кφр. Кγр. Кλр. Кrр
CP =40; x =1; y =0,75; n =0; Кмр =1; Кφр =0,89; Кγр =1,1; Кλр =1; Кrр =1;
Кр = 1. 0,89. 1,1. 1. 1 = 0,979
![]()
Мощность резания:
![]()
Режимы резания на остальные операции рассчитываются аналогично. Результаты сведем в таблицу 6.1
Таблица 6.1
Режимы резания
| № операции | № перехода | t, мм | SM, мм/мин | v, м/мин | n, об/мин | Pz, Н | MКР, Н.м | N, кВт |
| 010 | 2 3 4 5 6 7 8 | 1,4 0,9 4 10,2 0,6 2,6 0,4 | 2520 2388 688 118 3642 1025 72 | 71 108 64 74 122 62 1,67 | 359 1075 2548 294 1214 3797 89 | 497 922 314 201 650 204 - | 134 148 - 8 104 0,47 0,6 | 0,58 1,63 0,293 0,24 1,3 0,18 0,055 |
| 015 | 2 3 4 5 6 7 9 10 11 12 13 14 15 16 17 18 19 | 1,65 1,4 1,2 0,3 0,6 7 1,2 0,5 1 0,9 2,6 0,4 2,1 0,4 0,45 0,175 0,6 | 2406 286 256 402 360 20 2676 382 290 290 1025 71 1208 68 3511 484 354 | 102 103 91 81 99 51 112 91 97 98 62 1,67 59 1,34 147 93 89 | 802 477 320 287 450 508 892 477 484 483 3797 89 4474 85 1463 484 443 | 582 374 398 151 199 291 454 166 267 240 204 - 164 - 171 69 199 | 116 - - - - 47 91 - - - 0,47 0,6 0,31 0,43 27,4 - - | 0,97 0,63 0,59 0,2 0,32 0,24 0,83 0,25 0,42 0,38 0,18 0,055 0,14 0,04 0,4 0,1 0,29 |
Похожие работы
... сборные приспособления с механизированным силовым приводом и прогрессивный режущий инструмент. Маршрут обработки детали проектного технологического процесса представлен в таблице 4.1.Таблица 4.1. Проектный маршрут обработки корпуса конечного выключателя № операции Наименование и содержание операции Обрабатываемые поверхности Квалитет Шероховатость, Rz 000 Заготовительная 14 30 ...

... , приходящегося на него, менее 138 м3 . Если естественное проветривание невозможно, то в такие помещения нужно подавать не менее 60 м3/ч на одного человека. Среди операций технологического процесса изготовления корпуса присутствуют операции шлифования, на которых воздух загрязняется абразивной пылью, поэтому следует предусмотреть местную вытяжную вентиляцию рисунок 5 [12]. Для улавливания ...


... Выбор и проектирование заготовки 2.1 Выбор способа получения заготовки Изначально определяем, что заготовку корпуса главного цилиндра гидротормозов можно получить двумя способами: литьем в земляные формы и литьем в металлические армированные формы. Второй способ практически не используется для изготовления отливок из чугуна. Эти методы в одинаковой степени позволяют достичь заданной точности ...
... поверхность, на остальные поверхности назначить припуски в соответствии с ГОСТ 26645-85; 5. Выбрать оборудование, приспособления, режущий инструмент, средства контроля; 6. Произвести нормирование технологического процесса изготовления корпуса гидроцилиндра; 7. Рассчитать и спроектировать станочное приспособление для токарной операции и приспособление контроля биения отверстия; 8. Рассчитать и ...
0 комментариев