Выбор заготовки
Выбор технологических баз. План обработки
Выбор средств технологического оснащения
Разработка технологических операций
Об/мин
Об/мин
Патентные исследования
Научные исследования
Выбор и проектирование станочного приспособления
Выбор и проектирование инструмента
Проектирование производственного участка
Принимаем 3 человека
Безопасность и экологичность проекта
Навигация
Научные исследования
Разработка технологического процесса изготовления матрицы
107588
знаков
68
таблиц
16
изображений
8. Научные исследования
Активное внедрение технологий высокоскоростного фрезерования в производство формообразующей технологической оснастки в значительной мере связано с современным ростом производительности механической обработки. Одновременно с повышением точности формы и чистоты поверхности, эта технология обеспечивает существенное снижение трудозатрат.
Как известно, основным конструкционным материалом для изделий технологической оснастки является высоколегированная сталь, а большая часть съема металла обеспечивается за счет фрезерования на станках (обрабатывающих центрах) с ЧПУ. Сложность формы поверхности деталей оснастки, высокая прочность материала, из которого они изготовлены, а также необходимость увеличения производительности труда и следовательно, скорости резания и подач, мощности двигателя станка—сочетание всех этих факторов приводит к появлению ряда технических проблем. Рассмотрим некоторые пути их решения.
Чрезвычайно высокие характеристики станков с ЧПУ последнего поколения (обороты шпинделя, подачи рабочих и свободных перемещений, точности позиционирования инструмента) позволяют, наряду со скоростным резанием, использовать и другие качества современного инструмента — обеспечение предельно малого съема материала и, соответственно, обработки фасонных поверхностей с чистотой, практически исключающей финишную ручную слесарную операцию.
Однако приобретение современного станочного оборудования и режущего инструмента для предприятий стран СНГ представляет серьезную технико-экономическую проблему из-за их сравнительно высокой цены.
Производство технологической оснастки отличается, как правило, предельно малой серийностью и простотой формы заготовок (и вызванной последним фактором необходимостью съема большого количества материала). В связи с этим имеющиеся на участке станки должны выполнять две принципиально отличающиеся друг от друга операции: черновую обработку с основным съемом материала и чистовую обработку, обеспечивающую точность формы и размеров изделия и чистоту поверхности. На рис. 8.1 представлен график оценки технических возможностей различных моделей станков. Он показывает зависимость требуемой мощности привода шпинделя от оборотов при черновом, получистовом и чистовом фрезеровании, а также — для сравнения — величины мощности станков, находящихся в распоряжении авторов.
Необходимая мощность фрезерования

Рис. 8.1
На схеме отражены характеристики таких станков: ФП-27 производства завода «САВМА» (1987 г.), с подачами и оборотами, характерными для станков середины 80-х, а также современные высокоскоростные станки DMU-125Р и QUAZAR, выпущенные в 2000-2003 г., с повышенными оборотами, подачами и точностями, оснащенные мотор-шпинделем с характерным снижением мощности на малых оборотах. На диаграмме отражено то обстоятельство, что для станков с редуктором мощность, близкая к максимальной, сохраняется до числа оборотов около 300 об/мин. На кривых мощности также расставлены точки, соответствующие режимам работы фрез SANDVIK серий R200 (черновая обработка), R300 (получистовая) и со сферической режущей частью для чистовой обработки.
Сопоставление требуемых и располагаемых мощностей показывает, что для станков, оснащенных мотор-шпинделем, из-за снижения мощности при уменьшении оборотов ограничиваются величины диаметров фрез и/или глубина и ширина фрезерования. Для станков с редуктором сохранение располагаемой мощности вплоть до малых оборотов позволяет выполнять производительную черновую обработку фрезами достаточно большого диаметра. Низкие обороты шпинделя станка ФП-27 существенно уменьшают эффективность использования на нем фрез малых диаметров (до 40 мм) даже при черновой обработке. Видно также, что станки, имеющие объединенный мотор-шпиндель, уступают станкам с редуктором на режимах черновой обработки. При чистовой обработке преимущество переходит к современным 5-ко-ординатным станкам, позволяющим вести обработку периферией режущей части фрезы при обеспечении высокой чистоты обработанной поверхности.
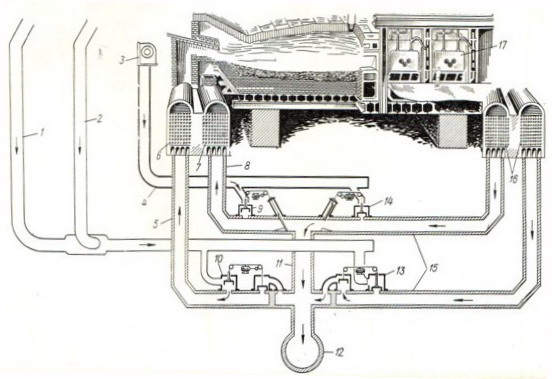
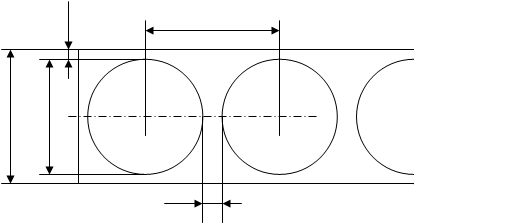
При использовании инструмента для высокоскоростного фрезерования необходимо учитывать имеющиеся для него ограничения по глубине резания: она, как правило, не превышает 2-5 мм. При распределении припусков по видам обработки (рис. 8.2) выборка материала осуществляется по слоям, причем этот алгоритм распределения должен учитываться в управляющих программах, формируемых в технологических системах программирования (САМ-система или САПР ТП).
САМ-системы становятся необходимым третьим элементом комплекса «станок — инструмент — средство программирования», влияющим на эффективность и окончательную стоимость этого комплекса.
Диапазоны припусков по виду обработки

Рис. 8.2
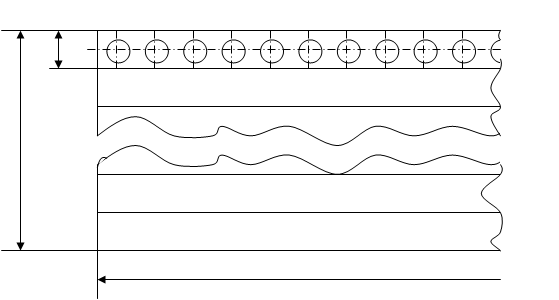
Характерные величины рабочих подач при чистовой обработке весьма велики. Они могут составлять -3-4 м/мин и более. Для криволинейных поверхностей траектория движения фрезы в известных системах программирования для станков с ЧПУ формируется в виде кусочков ломаной линии, с заданной точностью аппроксимирующей обрабатываемую поверхность. При обработке в точках излома траектории движение станка нарушается (рис. 8.3).
В частности, при выходе в точку излома (пунктирная кривая) возникает удар, интенсивность которого определяется соотношением жесткости станка и величиной подачи. С целью его исключения в системе программирования возможно введение торможения (снижения подачи) в точке излома или специальные скругления траектории. Длина участков торможения-разгона и криволинейных скруглений для данных подач определяются располагаемыми тангенциальным и нормальным ускорениями станка.
Варианты обхода угловой точки траектории

Рис. 8.3
Когда речь идёт о высокоскоростной обработке, наиболее неправильно понимаемые области – рабочая подача и скорость быстрых перемещений. Более высокие скорости лучше только в одном. Например, у созданного для быстрых перемещений станка узлы могут двигаться от одной точки к другой со скоростью, например 60 м/мин, т.е. значительно быстрее, чем на медленном станке. Но когда на быстром станке необходимо переместить узел на короткое расстояние, на нем нельзя переместить узел с такой же скоростью, как перемещается узел менее скоростного станка. Причиной является ускорение. С теми же самыми двигателями узлы «медленного» станка разгоняются до максимальной скорости быстрее, чем более скоростной станок сможет «доползти» до высшей скорости (рис 8.4).
Законы физики диктуют, что тот же двигатель может разогнаться гораздо быстрее, если он соединён с редуктором, рассчитанным на более низкую скорость. Если при движении любого транспортного средства Вы когда-либо пользовались рычагом переключения передач, то Вам это будет понятно. В езде по городу более низкие передачи обеспечивают лучшее ускорение, тогда как четвертая или пятая передача обеспечивают самую высокую скорость при движении по шоссе, но эти скорости бесполезны при движении в пробках. Однако для станка с компьютерным устройством ЧПУ (УЧПУ) двигатель по каждой оси координат имеет только одно передаточное отношение. Все конструкторы выбирают скорости и диапазон ускорений станка, думая, что они являются оптимальными. Трудно сказать, что они имели в виду, выбирая такой рабочий диапазон? Вероятно, пытались угодить своим отделам сбыта и маркетинга, которые просили поднять предельные скорости и подачи.
Влияние предельной скорости станка на разгон/ускорение.

Рис. 8.4
Экспоненциальная зависимость ускорения от мощности означает, что для того, чтобы вдвое увеличить ускорение, требуется в четыре раза поднять мощность (рис. 8.4). И наоборот, при той же самой мощности увеличение максимальной скорости вдвое требует четырехкратного увеличения периода разгона/замедления. Поэтому, более «медленный» станок может в реальности быть более производительным (скоростным), чем станок с более высоким скоростным диапазоном.
При фрезеровании с использованием компьютерного УЧПУ можно плавно координировать движение по трем линейным осям для обработки сложных контуров. Например, фрезерование окружности реализуется как постоянный процесс, т.е. как «следящее» резание, но внутри программы УЧПУ оно дробится на сложную последовательность команд и коррекций. Для программиста и оператора ясно, что трехкоординатное УЧПУ рассчитывает перемещения по семейству точек, которые расположены приблизительно по кругу. Качество такой интерполяции (степень приближения) зависит от точности работы УЧПУ, которая постоянно изменяется.
Чем выше быстродействие УЧПУ, тем плавнее интерполяция. Когда станок с УЧПУ фрезерует дугу в 8" при 200 импульсах в минуту, Вы видите плавное движение, но УЧПУ фактически выполняет серию коротких линейных шагов. Быстродействие УЧПУ определяет длину шага. Старые и более медленные УЧПУ часто на круглом контуре дают огранку или серию лысок. Другие УЧПУ, более новые, но относительно медленные по сравнению с имеющимися на рынке наиболее быстродействующими, либо замедляются, либо частично компенсируют погрешность посредством выхаживания, хотя некоторая погрешность при этом все-таки остаётся.
Длину сегментов интерполяции можно рассчитать, если известно быстродействие станка. При использовании диапазона подачи 200 импульсов в минуту и временной дискретности 3 мкс линейный сегмент или хорда составляют 0,25 мм (0,010"). Этот показатель - наиболее высокое быстродействие, характерное для самых популярных европейских высокоскоростных систем управления.
Самые же скоростные промышленные системы управления демонстрируют быстродействие порядка 400 мкс (0,0004 с). Повышение быстродействия в 7,5 раз обеспечивает в результате длину хорды сегмента в 35 мкм (рис. 8.5).
Очевидным преимуществом такого повышения является более точный контур обработанной поверхности вне зависимости от её размера. Менее очевидным преимуществом при сокращении времени цикла является повышение точности.
Величина хорды сегмента обработки

Рис. 8.5
Удвоение скорости даёт в результате четырехкратное повышение точности. Почти 10-кратный скачок быстродействия с 3 мкс до 0,4 мкс, теоретически повышает ее приблизительно в 56 раз. При комплексной обработке контура наиболее жесткое требование к УЧПУ - это плавное движение от точки к точке с того момента, когда программа CAD-CAM генерирует большую массу индивидуальных траекторий инструмента с очень короткими линейными шаги между ними. Чем выше быстродействие УЧПУ, тем быстрее движется инструмент и тем, соответственно, выше скорость обработки.
Работа с более редкими остановками при продолжении резания не только позволяет сделать деталь быстрее, но также продлевает срок службы инструмента и повышает его производительность, потому что этот инструмент меньше затупляется. Хотя большинство производителей не хотят, чтобы поверхности деталей были излишне гладкими, что ухудшает их качество, тем не менее в результате более плавных перемещений повышается точность обработки и продлевается срок службы станка. "Прогнозирование" является ключом к реализации этой важной функции.
Прогнозирование становится основой для высокоскоростной обработки из-за высокой плотности массива данных. При использовании старых, более медленных моделей УЧПУ узлы станка движутся довольно медленно, отчего перемещения вдоль осей могут быть остановлены в пределах любого единичного блока. На новых станках при скорости перемещения узлов в несколько десятков метров в минуту им требуется большее расстояние, чтобы остановиться. И при плотных, последовательных перемещениях, требуемых для достижения высокой точности при обработке сложных контуров, порой трудно рассчитать время или расстояние до остановки вдоль оси, чтобы получить необходимую точность. Это может звучать так, как если бы прогноз снизил производительность, пожертвовав подачей, для того чтобы обеспечить точность. Или наоборот, это – оптимизация производительности. Тот же самый прогноз, который «замедлил» программу УЧПУ для обработки острых углов, в то же время сохраняет самые высокие скорости перемещений по координатам при менее радикальных изменениях направления движения.
Там, где раньше, была необходимость выбирать более медленные подачи при программировании, чтобы фрезеровать сложный контур, эффективный прогноз поможет оптимизировать программируемую подачу для конкретной фрезы и в соответствии с обрабатываемым материалом и позволит УЧПУ принимать решения о том, где её нужно замедлить. Идея состоит в том, что прогноз пытается улучшить ситуацию, задавая величину программируемой подачи и не ставя при этом под угрозу точность перемещения. Результатом является увеличение непрерывной или эффективной подачи до среднего уровня, поддерживаемого в течение всего процесса обработки.
Похожие работы



... линий, рисунков и фабричных знаков. 9. Структурная схема маршрутного технологического процесса изготовления передней панели измерителя микропробоя ИМП-3Т 10. Операционный технологический процесс изготовления передней панели измерителя микропробоя ИМП-3Т А/Б № опер Наименование и содержание операции А 005 Заготовительная Б ...


... методы: метод равенства поверхностей; метод равенства объёмов; метод равенства весов. Графические методы: графо-аналитический метод; графический метод. Для определения размеров заготовки будущего корпуса масляного фильтра для автомобилей ВАЗ 2101-2106, необходимо использовать метод равенства объёмов, так как толщина боковых стенок отличается от толщины дна и исходной заготовки (т. к. s' ≠ ...
... разработку тех. процессов, повысить качество этих разработок, сэкономить время и сократить затраты на технологическую подготовку производства. Разработка технологического процесса включает в себя следующие этапы [7]: - определение технологической классификационной группы детали; - выбор по коду типового технологического процесса (выбор метода получения детали); - выбор ...
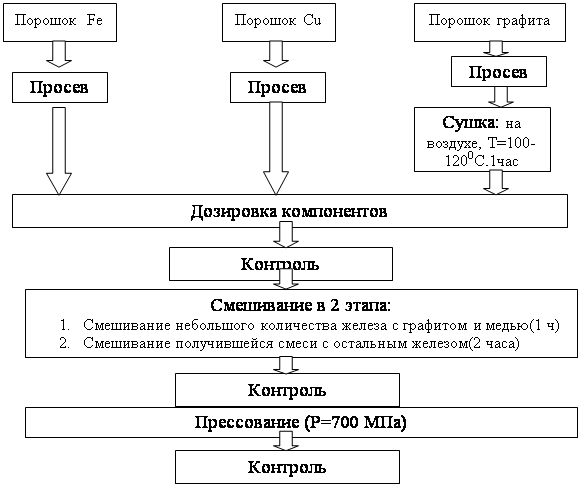
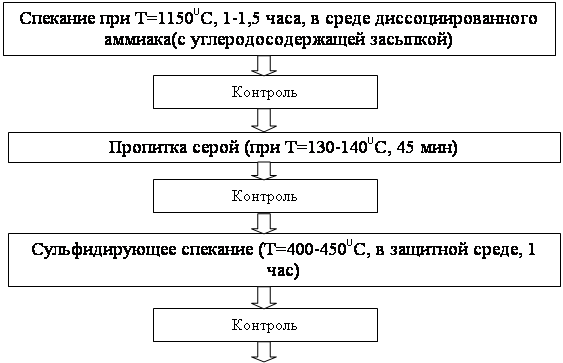
... технология. Поскольку изделие должно продаваться, то качество и стоимость является определяющим при ее разработке. Данная схема для изготовления детали «упор» из материала ПА-ЖГрДК наиболее эффективна, т.к. обеспечивает деталь всеми необходимыми характеристиками. 2.1 Технологический процесс 2.1.1 Подготовка порошков к смешиванию Порошки представляют собой совокупность частиц округлой и ...
0 комментариев