Выбор заготовки
Выбор технологических баз. План обработки
Выбор средств технологического оснащения
Разработка технологических операций
Об/мин
Об/мин
Патентные исследования
Научные исследования
Выбор и проектирование станочного приспособления
Выбор и проектирование инструмента
Проектирование производственного участка
Принимаем 3 человека
Безопасность и экологичность проекта
Навигация
Разработка технологических операций
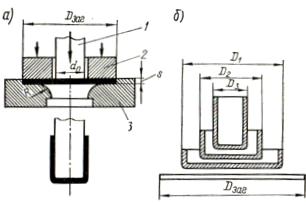
Разработка технологического процесса изготовления матрицы
107588
знаков
68
таблиц
16
изображений
6. Разработка технологических операций
Расчет режимов резания будем вести по методике предложенной в [10], а расчет норм времени по методике [9].
Операция 055 Многоцелевая
Выбор оборудования.
На данной операции для обработки выбираем многоцелевой станок 2204ВМФ2
Техническая характеристика:
Частота вращения шпинделя – 50…4500 об/мин
планшайбы – 6,3…160 об/мин
Подача шпиндельной бабки, стола – 1,25…12500 мм/мин
выдвижного шпинделя – 2…2000 мм/мин
Габариты станка - 2630×2785×2250.
Выбор последовательности переходов.
1) – Фрезеровать уступ
2) – Фрезеровать образующую
3) – Развернуть отверстия Ø2,5Н7.
Выбор режущего инструмента произведен в п. 5.
Расчет режимов резания:
глубина резания t=0,1мм;
подача SZ=0.25 мм/зуб;
скорость резания рассчитывается по эмпирической формуле
|
| (6.1) |
где, ![]() = 234 – коэффициент; [10, стр.287, табл.39]
= 234 – коэффициент; [10, стр.287, табл.39]
m = 0,37 – показатель степени;
х = 0,24 – показатель степени;
y = 0,26 – показатель степени;
u = 0,1 - показатель степени;
p = 0,13 - показатель степени;
q = 0,44 - показатель степени.
Т = 100 мин – период стойкости инструмента;
![]() = 0,67 × 1,0 × 1,4 = 0,94.
= 0,67 × 1,0 × 1,4 = 0,94.
Подставляя значения в формулу (6.1), получим:
 =
=
=124,66м/мин
Таким образом, ![]() 7940 об/мин
7940 об/мин
Основное время рассчитаем по формуле:
|
| (6.2) |
Таким образом,  0,19 мин
0,19 мин
Расчет режимов резания:
глубина резания t=0,1мм;
подача SZ=0.03 мм/зуб;
скорость резания рассчитывается по эмпирической формуле
|
|
где, ![]() = 234 – коэффициент; [10, стр.287, табл.39]
= 234 – коэффициент; [10, стр.287, табл.39]
m = 0,37 – показатель степени;
х = 0,24 – показатель степени;
y = 0,26 – показатель степени;
u = 0,1 - показатель степени;
p = 0,13 - показатель степени;
q = 0,44 - показатель степени.
Т = 100 мин – период стойкости инструмента;
![]() = 0,67 × 1,0 × 1,4 = 0,94.
= 0,67 × 1,0 × 1,4 = 0,94.
Подставляя значения в формулу (6.1), получим:
 =
=
=207,16м/мин
Таким образом, ![]() 21990 об/мин
21990 об/мин
Основное время рассчитаем по формуле:
|
|
Таким образом,  11,46 мин
11,46 мин
Расчет режимов резания:
глубина резания t=0,1мм;
подача S=0,4 мм/об; [10, стр.278, табл.27]
скорость резания рассчитывается по эмпирической формуле:
|
| (6.3) |
 , м/мин
, м/мингде, ![]() = 14 – коэффициент; [10, стр.279, табл.29]
= 14 – коэффициент; [10, стр.279, табл.29]
m = 0,85 – показатель степени;
y = 1,05 – показатель степени;
х = 0,75– показатель степени;
q = 0,4 - показатель степени;
Т = 15 мин – период стойкости инструмента; [10, стр.279, табл.30]
|
| (6.4) |
где  – коэффициент, учитывающий влияние физико-механических свойств обрабатываемого материала на скорость резания. [10, стр.261, табл.1]
– коэффициент, учитывающий влияние физико-механических свойств обрабатываемого материала на скорость резания. [10, стр.261, табл.1]
![]() =900 МПа – предел прочности обрабатываемого материала;
=900 МПа – предел прочности обрабатываемого материала;
![]() =0,8 – коэффициент;
=0,8 – коэффициент;
![]() = 1,0 – показатель степени.
= 1,0 – показатель степени.
Тогда ![]() ;
;
![]() – коэффициент, учитывающий влияние инструментального материала на скорость резания.
– коэффициент, учитывающий влияние инструментального материала на скорость резания.
![]() = 1,0 (9ХС); [10, стр.263, табл.6]
= 1,0 (9ХС); [10, стр.263, табл.6]
![]() = 0,6 – коэффициент, учитывающий длину отверстия [10, стр.280, табл.31]
= 0,6 – коэффициент, учитывающий длину отверстия [10, стр.280, табл.31]
Таким образом, ![]() = 0,67 × 1,0 × 0,6 = 0,4.
= 0,67 × 1,0 × 0,6 = 0,4.
Подставляя значения в формулу (6.2), получим:
 = 11.89 м/мин.
= 11.89 м/мин.
Частота вращения заготовки рассчитывается по формуле:
|
| (6.5) |
где, ![]() = 11.89 м/мин – скорость резания;
= 11.89 м/мин – скорость резания;
D = 2,5 мм – диаметр развертки.
Таким образом,
Похожие работы



... линий, рисунков и фабричных знаков. 9. Структурная схема маршрутного технологического процесса изготовления передней панели измерителя микропробоя ИМП-3Т 10. Операционный технологический процесс изготовления передней панели измерителя микропробоя ИМП-3Т А/Б № опер Наименование и содержание операции А 005 Заготовительная Б ...


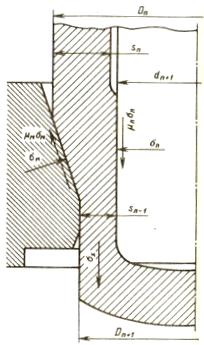
... методы: метод равенства поверхностей; метод равенства объёмов; метод равенства весов. Графические методы: графо-аналитический метод; графический метод. Для определения размеров заготовки будущего корпуса масляного фильтра для автомобилей ВАЗ 2101-2106, необходимо использовать метод равенства объёмов, так как толщина боковых стенок отличается от толщины дна и исходной заготовки (т. к. s' ≠ ...
... разработку тех. процессов, повысить качество этих разработок, сэкономить время и сократить затраты на технологическую подготовку производства. Разработка технологического процесса включает в себя следующие этапы [7]: - определение технологической классификационной группы детали; - выбор по коду типового технологического процесса (выбор метода получения детали); - выбор ...
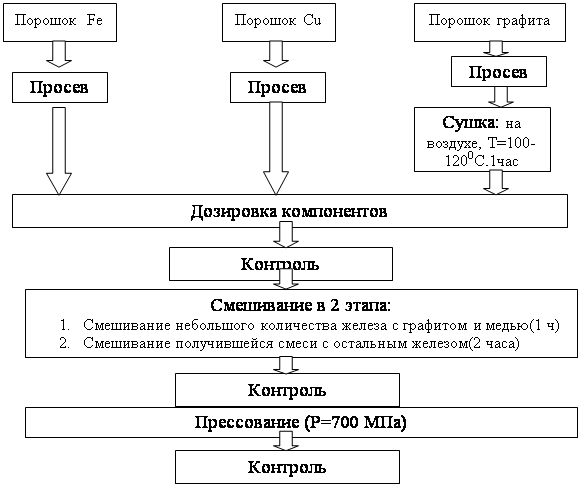
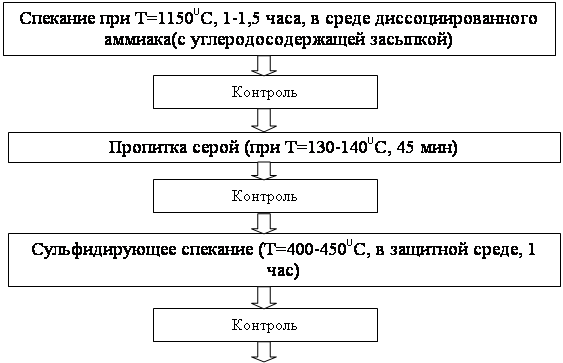
... технология. Поскольку изделие должно продаваться, то качество и стоимость является определяющим при ее разработке. Данная схема для изготовления детали «упор» из материала ПА-ЖГрДК наиболее эффективна, т.к. обеспечивает деталь всеми необходимыми характеристиками. 2.1 Технологический процесс 2.1.1 Подготовка порошков к смешиванию Порошки представляют собой совокупность частиц округлой и ...
0 комментариев