Министерство образования Российской Федерации
Магнитогорский Государственный Технический Университет
им. Г. И. Носова
Кафедра технологий сертификации и сервиса автомобилей
КУРСОВОЙ ПРОЕКТ
Тема: « Разработка технологического процесса изготовления корпуса масляного фильтра для автомобилей ВАЗ 2101-2106 »
Выполнил студент гр. ТСА 01
Макаричев А. А.
Проверил Куцепендик В. И.
Магнитогорск
2003
Содержание
Стр.
Введение …………………………………………………………….. 3
1. Описание детали …………………………………………………. 4
2. Технология изготовления детали ……………………………….. 6
2. 1. Производство чугуна ……………………………………….. 6
2. 1. 1. Железные и марганцевые руды ……………………… 6
2. 1. 2. Топливо и флюсы ……………………………………... 6
2. 1. 3. Работа доменной печи ………………………………... 7
2. 1. 4. Продукты доменного производства …………………. 8
2. 2. Производство стали ……………………………………….... 9
2. 2. 1. Мартеновское производство ………………………..... 9
2. 3. Разливка стали ………………………………………………. 11
2. 4. Процесс прокатки ………………………………………….... 13
2. 4. 1. Производство листовой стали ………………………... 13
2. 5. Листовая штамповка ………………………………………... 15
2. 5. 1. Выбор материала …………………………………….... 15
2. 5. 2. Резка и раскрой материала …………………………… 16
2. 5. 3. Определение размеров заготовки …………………..... 16
2. 5. 4. Вытяжка ……………………………………………….. 18
2. 5. 5. Вытяжка с утонением ……………………………….... 19
2. 5. 6. Смазка при вытяжке ………………………………….. 22
2. 5. 7. Формовка …………………………………………….... 22
Заключение ………………………………………………………….. 23
Список литературы …………………………………………………. 24
Введение
Металлы ― наиболее распространённые и широко используемые материалы в производстве и в быту человека. Особенно велико значение металлов в наше время, когда большое их количество используют в машиностроительной промышленности, на транспорте, а также в других отраслях народного хозяйства.
Производство и обработка металлов возникли очень давно и достигли современного технического уровня развития в результат использования практического опыта и достижений науки многих поколений человеческого общества.
Сейчас в автомобильном производстве, практически все детали производятся из стали, и это не удивительно, потому что металл обладает высокой твёрдостью и стойкостью к разрушению (коррозии и т. п.).
В курсовом проекте ставится задача разработки технологического процесса изготовления корпуса масляного фильтра для автомобилей ВАЗ 2101-2106. Технология производства корпуса масляного фильтра сводится к написанию всего технологического процесса, начиная от выплавки стали и заканчивая готовой деталью, что и будет рассмотрено.
Схема технологии производства корпуса масляного фильтра для автомобилей ВАЗ 2101-2106, по которой мы и будем двигаться, представлена ниже:


1. Описание детали
Смазочная система предназначена для подачи предварительно очищенного масла ко всем трущимся поверхностям деталей при работе двигателя. Смазка уменьшает трение и тем самым уменьшает износ деталей, она охлаждает трущиеся поверхности, смывает нагар и металлическую пыль и защищает детали от коррозии. Её основными узлами и деталями является масляный насос с приемным сетчатым фильтром, клапаны, масляные фильтры и радиатор, соединительные каналы и трубки, манометр или указатель, контролирующий давление масла в магистрали, маслоналивная горловина, масляный поддон и детали вентиляции картера.
Система смазки современного автомобильного двигателя комбинированная, т. е. к наиболее нагруженным деталям подводится масло под давлением, а остальные детали смазываются разбрызгиванием или самотёком.
Смазочные материалы должны отвечать следующим требованиям: обладать достаточной вязкостью, но не вызывающей слишком больших потерь мощности; обеспечивать высокую прочность масляной плёнки, исключающую контакт металлических поверхностей; обеспечивать надёжную защиту деталей от коррозии; обладать способностью сохранять свои свойства в различных условиях применения. Масла не должны разлагаться и вызывать выпадения осадков и отложений.
Смазка автомобиля заключается в постоянном контроле за качеством смазочного материала и его количеством во всех трущихся парах, в пополнении до установленной нормы и в своевременной смене отработавшего смазочного материала.
Все работы по смазке производятся во время технического обслуживания автомобиля.
В процессе работы двигателя автомобиля масло засоряется металлическими частичками, образующимися при износе деталей, частицами нагара, смолой и другими механическими примесями. Для очистки масла от этих примесей служат фильтры грубой и тонкой очистки или специальные центробежные фильтры (центрифуги).
Фильтр грубой очистки масла очищает масло только от сравнительно крупных частиц, размером не менее 0,08 миллиметра. Более мелкие механические примеси свободно проходят через него. Этот фильтр оказывает небольшое сопротивление прохождению масла. Во всех двигателях он включается в систему смазки двигателя последовательно, обычно между масляным насосом и главной магистралью так, что через него проходит всё масло, поступающее от насоса в систему.
Фильтр тонкой очистки масла очищает масло от мельчайших примесей и смол. Щели для прохода масла в нем очень малы, в силу чего он оказывает большое сопротивление прохождению масла. Чтобы пропустить через него всё масло, потребовалось бы слишком большое давление. Фильтры тонкой очистки обычно включают в систему параллельно основному пути движения масла, поэтому через него проходит только часть (10 %) масла, поступающего из фильтра грубой очистки. Очищенное в фильтре тонкой очистки масло отводится в масляный картер двигателя.
Основной частью всякого фильтра является фильтрующий элемент. В качестве фильтрующего элемента для фильтров грубой очистки применяются металлические пластинки, через зазоры между которыми продавливается масло, для фильтров тонкой очистки ― фетровые, войлочные, бумажные или картонные диски, хлопчатобумажная пряжа, отбеливающие глины, прессованная масса и т. д.
Масло охлаждается при движении автомобиля благодаря обдуву воздухом картера двигателя, а также при прохождении через трубчатый масляный радиатор, расположенный перед радиатором системы охлаждения двигателя.
2. Технология изготовления детали
2. 1. Производство чугуна
Для производства обычного доменного чугуна используют шихту, состоящую из железных и марганцевых руд, флюсов, флюсованного агломерата, окатышей и топлива. От качества подготовки сырых материалов ― добавления, сортировки, обогащения, окускования ― зависит в конечном счёте качество выплавленного чугуна.
2. 1. 1. Железные и марганцевые руды
Железные руды состоят из рудного минерала, пустой породы и примесей. В доменных печах железо практически полностью (98 ― 99 %) переходит в состав чугуна. Пустая порода в печи плавится и переходит в состав шлака.
Для выплавки чугуна применяют красный, бурый, магнитный и шпатовый железняки, а также комплексные железные руды.
Железные руды обычно содержат незначительное количество марганца, поэтому при выплавке чугуна в шихту приходится добавлять руду. В доменном производстве применяют марганцевые руды с содержанием 25 ― 40 % Mn. Пустая порода этих руд обычно глинистый песок. Поэтому марганцевые руды непрочны: при добыче и перевозке образуется много мелочи и пыли.
Для выплавки чугуна применяют твёрдое топливо. Более 98 % чугуна выплавляют на коксе и 1 ― 2 % на древесном угле.
2. 1. 2. Топливо и флюсы
Топливо играет важную роли в доменном производстве. Его горение создаёт высокие температуры, необходимые для восстановления руды, плавления и перегрева образующихся чугуна и шлака.
Флюсы применяют для получения шлаков нужной основности, так как в пустой породе руды и топливе обычно преобладает кремнезем. В качестве флюсов используют известняк ― CaCO3 и реже доломитизированный известняк (mCaCO3 · nMgCO3, где m > n). Количество флюсов рассчитывают исходя из химического состава пустой породы руды, золы и с учётом требований, предъявляемых к физико-химическим свойствам шлака.
2. 1. 3. Работа доменной печи
Со склада шихтовых материалов шихта поступает в вагон-весах 1 (рис. 1) к скиповой яме. Скип 3 загружают шихтой из загрузочной воронки 2. После этого скип лебёдкой поднимают по рельсам наклонного подъёмника печи на колошник. Шихта попадает сначала в приёмную воронку 4 с малым конусом 4а, затем в загрузочную воронку 5 с большим конусом 5а и далее в рабочее пространство печи.

Рис. 1. Схема работы доменного цеха
После загрузки очередной порции шихты приёмная воронка с малым конусом поворачивается на 60˚, что позволяет равномерно распределить шихту 7 на поверхности большого конуса перед опусканием её в печь. Маневрирование большим и малыми конусами в загрузочном аппарате доменной печи производится независимо друг от друга.
Для достижения высоких температур и форсирования плавки шихты в печь подают горячий воздух 6 (дутьё). Холодный воздух из воздуходувки пропускают через нагретую до 1000 ― 1200˚С насадку воздухонагревателя 12. В результате воздух нагревается до 780 ― 950˚С. Пока один воздухонагреватель 12 отдаёт тепло кладки холодному воздуху (и в результате остывает), второй воздухонагреватель 13 нагревается до температуры 1200˚С, т. е. регенерирует тепло выделяющееся при сжигании доменного газа, предварительно очищённого то пыли в газоочистителе 14; продукты горения удаляются в дымовую трубу 15. После остывания насадки воздухонагревателя 12 и достаточного нагрева насадки воздухонагревателя 13 производят перекидку клапанов; холодный воздух направляется в воздухонагреватель 13, а воздухонагреватель 12 нагревается. Обычно воздухонагреватель работает на нагрев дутья около 1ч и на разогрев огнеупорной насадки около 2 ч. Поэтому для бесперебойного обслуживания печи необходимо иметь три воздухонагревателя. Через шлаковую летку 10 удаляется шлак, а через летку 11 ― чугун.
2. 1. 4. Продукты доменного производства
Современная доменная печь поглощает большое количество шихтовых материалов и воздуха. Так, для производства каждых 100 т передельного чугуна необходимо в среднем подать в печь 190 т железной руды (включая агломерат), 95 т кокса, 50 т известняка и около 350 т воздуха. В результате кроме 100 т чугуна получается около 80 т шлака и 500 т доменного газа.
В доменных печах выплавляют:
1. Передельный чугун (80 ― 90 % всего производства чугуна);
2. Литейный чугун (8 ― 17 %);
3. Специальные чугуны, или доменные ферросплавы (2 ― 3 %).
Состав шлака зависит от состава шихты и марки чугуна.
После доменной печи, чугун попадает в сталеплавильный цех.
2. 2. Производство стали
В настоящее время сталь производят в трёх типах плавильных агрегатов ― конверторах, мартеновских и электрических печах.
В качестве металлических шихтовых материалов используют: жидкий чугун и стальной лом (в конверторах); жидкий и твёрдый чугун со стальным ломом в мартеновских и электрических печах и иногда один стальной лом (в электрических печах). Кроме того, в состав шихты входят известь и другие шлакообразующие вещества, раскислители, железная руда и легирующие добавки.
Для изготовления нашей детали, используется сталь, выплавленная в мартеновской печи.
2. 2. 1. Мартеновское производство стали
Газ и воздух по каналам 1 и 2 подводят к газовому клапану 10, а затем смесь по каналу 5 поступает в регенератор 6. Вентилятором 3 по каналу 4 воздух подводится к воздушному клапану 9, от которого по каналу 8 поступает в регенератор 7. Насадка регенераторов, нагревается до 1500 ― 1550˚С, отдаёт тепло проходящим через них газу и воздуху. Нагреваясь в регенераторах до 1200˚С, газ и воздух по вертикальным каналам поступают в головки печи для образования газовоздушной смеси, которая и сгорает в рабочем пространстве. Продукты горения из рабочего пространства печи через правые головки направляются в регенераторы 16 и по каналам 15 и 11 поступают в трубу 12.
Когда огнеупорная насадка в регенераторах 6 и 7 начнёт остывать, направление движения газа и воздуха изменится. Клапаны 9 и 10 закрываются, а левые клапаны 14 и 13 открываются. При этом насадка регенераторов 16 будет нагрета до 1200 ― 1300˚С теплом отходящих продуктов горения. После перекидки клапанов продукты горения пойдут через насадку регенераторов 6 и 7.
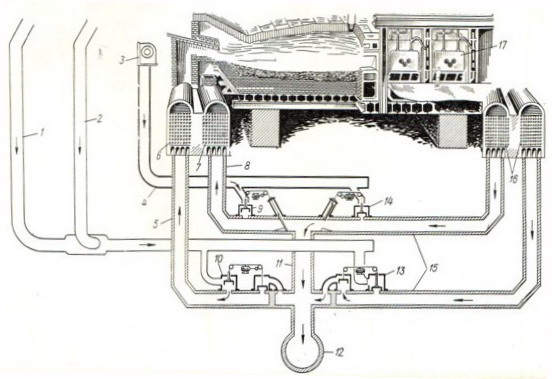
Рис. 2. Схема устройства и работа мартеновской печи ёмкостью 500 т
Большинство мартеновских печей работает на смеси природного газа и мазута.
Шихтовые материалы (скрап, чугун, флюсы) загружают в печь через завалочные окна 17. Разогрев шихты, сплавление и нагрев металла и шлака происходит при контакте плавящихся материалов с факелом горящих газов. Готовую сталь выпускают через отверстие, расположенное в самой низкой части подины печи. На время плавки это отверстие забивают огнеупорной глиной.
После того, как выплавили сталь, её разливают в изложницы.
2. 3. Разливка стали
По степени раскисления сталь разделяют на спокойную, кипящую и полуспокойную. При полном раскислении получается спокойная сталь (весь кислород находится в связанном состоянии), а при неполном раскислении ― кипящая сталь. При разливке кипящей стали выделяется окись углерода (сталь кипит в изложнице). Полуспокойная сталь занимает промежуточное положение между кипящей и спокойной сталями.
Готовую сталь выпускают из печи в подогретый сталеразливочный ковш (рис. 3). Стальной кожух 1 ковша имеет две цапфы 2, при Рис. 3. Ковш для разливки стали
помощи которых ковш захватывается крюком мостового крана. Внутри ковш имеет огнеупорную футеровку 4 из шамотного кирпича. В дно ковша встроен стакан 3 с отверстием для выпуска металла. Отверстие в стакане закрывается огнеупорной пробкой, укреплённой на железном стержне 8 стопора 9. Подъём и опускание стопора производится вручную при помощи рычага 7 и связанных с ним устройств 5 и 6.
Из ковша сталь разливают по чугунным изложницам для получения слитков.
В зависимости от вида полученных слитков изложницы могут иметь квадратное, круглое, прямоугольное или другое сечение. Высота изложниц должна быть в пять-шесть раз больше их поперечного размера.
В сталеплавильных цехах отливают слитки массой от 100 кг до 100 т. Наиболее широко используют слитки массой 5 ― 8 т, направляемые в прокатные цехи.
Применяют три способа разливки стали в изложницы: сверху (обычно при отливке крупных слитков), сифоном (при отливке мелких и средних слитков) и непрерывную разливку.
При затвердении стали в изложнице происходит усадка металла. В первую очередь затвердевают слои металла, прилегающие к стенкам изложницы. Внутренняя часть слитка некоторое время после заполнения остаётся жидкой. Там, где металл дольше находится в жидком состоянии, образуется усадочная раковина.
Сталь разлита в слитки и их необходимо прокатать в листы, чтобы в дальнейшем получить заготовки для вытяжки.
2. 4. Процесс прокатки
Прокатка металла осуществляется при прохождении его между валками, вращающимися в разных направлениях. При прокатке металл обжимается, в результате чего толщина полосы уменьшается, а её длина и ширина увеличиваются.
Прокат можно разделить на четыре основные группы: 1) сортовая сталь, 2) листовая сталь, 3) специальные виды проката, 4) трубы.
Основные технологические операции прокатного производства следующие: подготовка исходного материала, нагрев, прокатка и отделка.
При подготовке исходного металла к прокатке с него удаляют различные поверхностные дефекты, что увеличивает выход готового проката.
При прокатке контролируют начальную и конечную температуры, заданный режим обжатия.
Готовый прокат подвергают конечному технологическому контролю.
2. 4. 1. Производство листовой стали
На листовых станах прокатывают толстолистовую и тонколистовую сталь.
Толстолистовую сталь прокатывают из слябов толщиной 100 ― 250 мм, шириной 600 ― 1600 мм, длиной 1000 ― 2000 мм и массой до 2,2 т.
Прокатку толстых листов проводят в две стадии: 1) раскатка сляба в поперечном направлении до получения необходимой ширины. Для этого сляб после одного или двух проходов поворачивают в горизонтальной плоскости на 90˚ и прокатывают поперёк его длины; 2) прокатка по длине сляба после достижения им необходимой ширины и поворота прокатываемой полосы на 90˚.
Для получения необходимой ширины сляб, кроме того, прокатывают обычно с подачей под углом к оси валков.
Тонколистовую сталь получают путём горячей и холодной прокатки.
Горячую прокатку осуществляют на полунепрерывных и непрерывных станах. На этих станах из слябов прокатывают листы шириной 600 ― 2200 мм и более, толщиной 1,25 ― 4 мм. Для окончательной отделки горячекатаной листовой стали непрерывные станы имеют нормализационную печь, травильную установку, сушильную машину, дрессировочные станы, правильные машины и ножницы. Готовый прокат поставляют в виде листов и рулонов.
Холодную прокатку тонких листов осуществляют в листах и рулонах. Способ в листах сохранился на старых заводах. Рулонный способ получил сейчас широкое применение.
После горячей прокатки рулоны листовой стали поступают в травильное отделение. После травления и соответствующей подготовки рулоны поступают на станы холодной прокатки. Прокатка ведётся со смазкой и с охлаждением валков. В процессе холодной прокатки происходит наклёп металла, затрудняющий дальнейшее обжатие и утонение листов. Для снятия наклёпа применяют промежуточные отжиги листов в колпаковых печах с защитной атмосферой или нормализационных печах. После отжига листы направляют для дальнейшей прокатки или на дрессировку (холодная прокатка с обжатием 0,5 ― 1,5 % за один проход).
Расход металла на производство листовой стали зависит от назначения и толщины листа. Он составляет 1,24 ― 1,6 т стали в слитках на 1т листов.
Жесть в зависимости от назначения и для предохранения от коррозии подвергают лужению, цинкованию, лакировке и т. п.
2. 5. Листовая штамповка
Листовая штамповка металла в холодном состоянии ― один из распространённых способов получения деталей сложной конфигурации с тонкими стенками. Изделия получают с очень малыми допусками при высоком качестве поверхности. В большинстве случаев холодноштампованные изделия применяют для сборки машин без механической обработки.
Все холодноштамповачные работы могут быть разбиты на следующие основные группы: разъединительные, формообразующие, прессовочные, комбинированные и штампо-сборочные операции.
Холодную штамповку листового материала производят за одну или несколько последовательных операций (разделительные и операции изменения формы).
К разделительным операциям относят резку, вырубку по контуру и другие, при которых часть металла отделяется от заготовки.
К операции изменения формы относят гибку, вытяжку и др.
При холодной штамповке исходным материалом являются заготовки толщиной от нескольких сотых долеё миллиметра до 5 ― 6 мм в виде ленты, полос и листов из цветных металлов и сплавов, малоглеродистой и легированной стали и др. Заготовки толщиной более 5 ― 6 мм штампуют обычно в горячем состоянии.
Резку листового металла производят ножницами или на прессах при помощи отрезных штампов.
2. 5. 1. Выбор материала
При выборе материала для изготовления какого-либо штампованного изделия необходимо учитывать следующее:
1) механическую прочность, твёрдость, ударную вязкость;
2) сопротивляемость коррозии;
3) теплопроводность и теплостойкость;
4) электро- и магнитопроводность;
5) вес;
6) износоустойчивость и долговечность.
Технологические свойства металла, в свою очередь, зависят от механических свойств, химического состава, структуры и величины зерна, направления волокон при прокатке, термообработки, степени деформации.
Для изготовления корпуса масляного фильтра используется сталь 08Юпс (спокойная сталь, раскисленная алюминием), так как именно она никак лучше подходит для изготовления такой формы детали.
2. 5. 2. Резка и раскрой материала
После того, как прокатали листы, на них надо расположить вырубаемые детали, так чтобы максимально сэкономить материал.
В штамповочном производстве экономия материала во многом определяется раскроем ― целесообразным расположением деталей на заготовке. Особо важное значение экономии металла объясняется тем, что стоимость материала составляет 60 ― 80 % от общей стоимости изделия, в то время как стоимость заработной платы обычно составляет 5 ― 15 %. Если учесть, что в среднем отходы при листовой штамповке составляют 30 ― 40 %, то каждый процент уменьшения отходов даёт возможность уменьшить себестоимость деталей на 0,4 ― 0,5 %.
Вырубку круглых деталей можно производить в один, два и несколько рядов при параллельном и шахматном расположении их. При шахматном раскрое экономия увеличивается за счёт сближения рядов.
2. 5. 3. Определение размеров заготовки при вытяжке
Для определения размеров заготовки при вытяжке исходят из основного законна обработки давлением: вес (G) и объём (V) материала до вытяжки ― заготовки должен быть равен весу (G′) и объёму (V′) материала после вытяжки ― готового изделия.
Для определения размеров плоской заготовки при вытяжке полых тел существует пять методов:
Аналитические методы: метод равенства поверхностей; метод равенства объёмов; метод равенства весов.
Графические методы: графо-аналитический метод; графический метод.
Для определения размеров заготовки будущего корпуса масляного фильтра для автомобилей ВАЗ 2101-2106, необходимо использовать метод равенства объёмов, так как толщина боковых стенок отличается от толщины дна и исходной заготовки (т. к. s' ≠ s и F’ ≠ F).

Рис. 4. Схема разбивки цилиндрического изделия на элементы при расчёте размеров заготовки: а ― изделие; б ― заготовка; в ― элементы изделия
При вытяжке полого цилиндра, у которого дно и боковые стенки имеют различную толщину и условно сопряжены под прямым углом (рис. 4, при s’ < s), исходя из условия равенства объёмов V’ = V, имеем
![]() ,
,
откуда
![]() .
.
![]()
Итак, диаметр заготовки будет равен 241,7 мм.
2. 5. 4. Вытяжка
Вытяжкой называется процесс превращения плоской лил полой заготовки в открытое сверху полое изделие, осуществляемый при помощи вытяжных штампов (рис. 5, а).
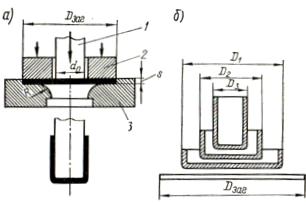
Рис. 5. Штамп для вытяжки листового металла
Радиус закругления рабочей грани матрицы 3 обеспечивает плавность превращения круглой листовой заготовки в колпачок. При вытяжке изделий пуансоном 1 плоская часть заготовки (фланец) может свёртываться с образованием складок. Для предотвращения этого явления применяют прижимы 2.
При вытяжки за один проход можно получить колпачок диаметром в 1,8 ― 2 раза меньше диаметра исходной заготовки. При большей деформации усилие вытяжки возрастает настолько, что металл разрушается (отрывается дно колпачка). Дальнейшее уменьшение диаметра колпачка достигается последующими вытяжками (рис. 5, б).
При холодной листовой штамповке толщина обрабатываемого металла практически остаётся почти неизменной. Исключение составляют вытяжки с большими степенями деформации. В этом случае толщина колпачка около дна уменьшается примерно на 20 ― 30 % толщины заготовки. Зазор между пуансоном и матрицей должен быть равен величине, большей на 10 % толщины заготовки. При штамповке с утонением стенок зазор между пуансоном и матрицей меньше толщины листа.
Для холодной листовой штамповки применяют кривошипные прессы, гидравлические прессы, пневматические прессы, а также пресс-автоматы.
2. 5. 5. Вытяжка с утонением (протяжка)
Вытяжку с утонением применяют при изготовлении цилиндрических деталей глубиной до 10 диаметров. Этот способ позволяет получить детали, имеющие относительно точные размеры и высокие прочностные свойства. Возможность формоизменения за одну операцию ограничены разрушением стенки по выходе из матрицы, требуемой точностью полуфабрикатов, работоспособностью смазочного покрытия, тепловыделением в очаге деформации и другими факторами.
Формоизменение заготовки
При вытяжке с утонением в матрицу диаметром Dn+1 устанавливают полую заготовку диаметром Dn. Пуансон диаметром dn+1 входит в заготовку толщиной sn с небольшим зазором и в процессе выполнения операции проталкивает её через одну или несколько (от двух до пяти) матриц, расположенных одна под другой соосно с пуансоном. Диаметры последовательно уменьшающихся рабочих частей матриц меньше наружного диаметра заготовки. Соответственно уменьшающийся зазор между пуансоном и матрицей меньше толщины sn стенки заготовки. Следовательно, при вытяжке уменьшается как диаметр, так и толщина стенки и одновременно увеличивается длина вытягиваемой детали. Вытянутая таким образом деталь плотно прилегает к поверхности пуансона. При обратном ходе пуансона деталь упирается в выходной скат матрицы или съёмник и снимается с пуансона.
Как видно из рис. 6, элементарные силы трения в очаге деформации между пуансоном μпσп и матрицей μмσм имеют различные направления. Поскольку заготовка смещается относительно матрицы в направлении движения пуансона,
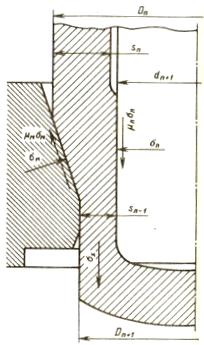
Рис. 6. Схема напряжений, действующих в очаг деформации
силы трения, действующие на наружной поверхности заготовки, имеют направление, обратное движению пуансона. Удлинение заготовки при утонении приводит к тому, что в очаге деформации она скользит вверх по пуансону, а силы трения на внутренней поверхности заготовки действуют в направлении движения пуансона.
Силы трения на наружной поверхности заготовки способствуют увеличению растягивающих напряжений σx, действующих в стенках протянутой части заготовки, а силы трения на внутренней поверхности заготовки как бы разгружают опасное сечение уменьшая растягивающие напряжения в стенках протянутой части заготовки. Эта особенность вытяжки с утонением и является основной причиной сравнительно больших допустимых деформаций и значительного приращения относительной высоты заготовки за один переход.
Заготовки для вытяжки с утонением
Заготовки для вытяжки могут быть (рис. 7) получены комбинированной вытяжкой (рис. 7, 1), обратным и прямым выдавливанием (рис. 7, 2), прямым выдавливанием (рис. 7, 3), реже горячей штамповкой с последующей механической обработкой (рис. 7, 4).



Рис. 7. Типы заготовок
На заготовках не допускаются дефекты, не поддающиеся исправлению, ― грубые забоины, надрывы, запрессовка, расслоение металла, плены и др.
Форма деталей при вытяжке с утонением
Наиболее часто вытяжку с утонением используют для получения деталей (полуфабрикатов) 1 (рис. 8), имеющих наружную поверхность цилиндрическую, а внутреннюю ― коническую. Возможно получение деталей





Рис. 8. Типы деталей, полученные вытяжкой с утонением:
1 ― напровал; 2 ― с остановом; 3 ― ступенчатым пуансоном; 4 ― с остановом и последующей калибровкой; 5 ― ступенчатым пуансоном с последующей раздачей
с наружным 2 и внутренним 3 уступами. Детали 4 и 5 получают из деталей 2 и 3 соответственно с использованием в первом случае обжима, а во втором ― раздачи. Дно детали получается выпуклым.
Конусность пуансона должна быть в пределах 0,0005 ― 0,1. Обратная конусность не допускается, за исключением случаев, когда необходимо получить небольшое утолщение стенки детали на малой длине.
Форма рабочего инструмента
Инструмент для вытяжки с утонением стенки для специализированных прессов обычно включает в себя пуансон, матрицы (от одной до пяти) и съёмник. Пуансон крепят к ползуну пресса, матрицы закрепляют на столе пресса. Способ крепления должен обеспечивать возможность быстрой смены инструмента.
Поскольку пресс вытяжки с утонением стенки требует относительно большого хода ползуна, направляющие устройства (обычно направляющая втулка) применяют только при жёстких требованиях по размерности, косине кромки и кривизне оси.
2. 5. 6. Смазка при вытяжке
Для уменьшения трения между заготовкой и рабочей поверхностью вытяжного штампа, а также для облегчения съёма или выталкивания изделия из штампа применяется смазка заготовки и инструмента.
При выборе состава смазки следует исходить из того, чтобы смазка хорошо удерживалась на поверхности металла при вытяжке, она не должна вызывать коррозии металла и штампа, должна состоять из недефицитных и недорогих материалов и не должна оказывать вредного влияния на здоровье рабочих.
В штамповочном производстве применяются большое количество разнообразных смазок: мыльная вода, машинное масло, сурепное масло, вазелин, сало, тальк, а также их смеси в различных пропорциях.
С целью использования полезных сил трения, возникающих между вытяжным пуансоном и материалом, рекомендуется смазывать заготовку только со стороны, прилегающей к матрице.
Удаление смазки с поверхности отштампованных изделий производится горячим обезжириванием или электролитическим обезжириванием в щелочном растворе.
2. 5. 7. Формовка
Формовкой называется штамповочная операция, при которой происходит изменение формы предварительно вытянутого изделия с целью получения окончательного профиля или более точных размеров изделия.
Формовка может производиться на кривошипных прессах простого и двойного действия, а также на гидравлических прессах.
Заключение
В курсовом проекте ставилась задача разработки технологического процесса изготовления корпуса масляного фильтра для автомобилей ВАЗ 2101-2106, которая успешно реализована, и состоит из производства чугуна в доменной печи, производства стали в мартеновской печи, разливки стали, прокатки, листовой штамповки, вытяжки с утонением стенки.
Список литературы
1. Морозов Н. Д., и др. Устройство и ремонт автомобилей. М.: Высшая школа. 1972. с. 304.
2. Полухин П. И., и др. Технология металлов и сварка. М.: Высшая школа. 1977. с. 464.
3. Зубцов М. Е. Листовая штамповка. Ленинград: Машиностроение. 1967. с. 504.
4. Аверкиев Ю. А., Аверкиев А. Ю., и др. Ковка и штамповка. Справочник. М.: Машиностроение. 1987. с. 544.
5. Романовский В. П. Справочник по холодной штамповке. Ленинград: Машиностроение. 1979. с. 520.
0 комментариев