Выбор заготовки
Выбор технологических баз. План обработки
Выбор средств технологического оснащения
Разработка технологических операций
Об/мин
Об/мин
Патентные исследования
Научные исследования
Выбор и проектирование станочного приспособления
Выбор и проектирование инструмента
Проектирование производственного участка
Принимаем 3 человека
Безопасность и экологичность проекта
Навигация
Проектирование производственного участка
Разработка технологического процесса изготовления матрицы
107588
знаков
68
таблиц
16
изображений
11. Проектирование производственного участка
Матрица в паре с пуансоном предназначена для изготовления штамповок фланца. Матрица изготовлена из инструментальной стали 4Х5МФС. Годовая программа выпуска – 1000шт, что при массе 1,4кг соответствует среднесерийному производству. Работа ведется в 2-х сменном режиме.
Расчёт количества основного технологического оборудования на участке и коэффициента его загрузки
Цель раздела – определение количества основного технологического оборудования при среднесерийном производстве на стадии технологического проекта и подготовки исходных данных для составления планировки участка механической обработки детали.
Исходные данные для проведения этого расчёта являются годовая программа и технологический процесс с нормами времени. Нормы времени приведены в таблице 11.1.
Таблица 11.1 Нормы времени по операциям
| № оп. | Код и наименование операции | Тшт , мин | Модель оборудования |
| 010 | Фрезерно-расточная | 11,58 | 6М610Ф3 |
| 015 | Многоцелевая черновая | 26,28 | 2204ВМФ2 |
| 020 | Сверлильно-фрезерная | 5,61 | 243ВМФ2 |
| 025 | Сверлильная | 3,07 | 2Н118 |
| 030 | Многоцелевая получистовая | 12,13 | 2204ВМФ2 |
| 035 | Сверлильно-фрезерная | 2,76 | 243ВМФ2 |
| 040 | Контрольная | - | Контр. приспособ |
| 045 | ТО | - | Печь |
| 050 | Шлифовальная | 8,6 | 3Е710А |
| 055 | Многоцелевая чистовая | 16,02 | 2204ВМФ2 |
| 060 | Сверлильно-фрезерная | 2,43 | 243ВМФ2 |
| 065 | Многоцелевая полировальная | 3,77 | 2204ВМФ2 |
| 070 | Контрольная | - | Контр. приспособ. |
| 075 | Маркирование | - | Кант. площадка |
| 080 | Консервация | - | Кант. площадка |
При определении количества оборудования необходимо определить действительный фонд времени оборудования Fд.
Действительный фонд времени работы оборудования, принимаемый при расчетах для соответствующего режима работы определим по формуле:
![]() , (11.1)
, (11.1)
где Вр – коэффициент потерь времени на ремонт оборудования, Вр=7%;
Fн – номинальный фонд времени работы оборудования, определяемый по формуле:
 ,
, ![]() (11.2)
(11.2)
где Дк – число календарных дней в году, Дк=365;
Пр – число праздничных дней в году, Пр=11;
Вс – число воскресных дней в году, Вс=52;
Сб – число субботних дней в году, Сб=52;
Тсм – длительность рабочей смены, Тсм=8ч;
Дпр – количество предпраздничных дней, Дпр=9;
Тпр – время, на которое сокращается предпраздничный день, Тпр=1ч;
С – количество смен в сутки, С=2.
Таким образом, Fн=((365-11-52-26)·8 - 9∙1)∙2=4398 ч
Fд=4398∙ (1-0,07)=4090 ч.
Годовая программа запуска равна:
![]() , (11.3)
, (11.3)
где Nг – годовая программа выпуска, Nг=1000шт;
Зч – процент деталей, уходящих в запчасти, Зч=15%;
Бр – процент потерь деталей в брак, Бр=2%.
Nг.зап=1000∙ (1+0,15) ∙ (1+0,02)=1173шт.
Расчётное число станков каждой группы будет находиться по формуле:
![]()
 (11.4)
(11.4)
где Квн – коэффициент выполнения норм, Квн =1,1.
Расчёт необходимого количества станков сведём в таблицу 11.2
где Sпр – принимаемое нами количество станков.
Таблица 11.2
Расчетное число станков
| № оп. | Наименование операции | Расчётное количество станков, Sр | Принятое количество станков, Sпр |
| 010 | Фрезерно-расточная | 0,043 | 1 |
| 015 | Многоцелевая черновая | 0,097 | 1 |
| 020 | Сверлильно-фрезерная | 0,021 | 1 |
| 025 | Сверлильная | 0,011 | 1 |
| 030 | Многоцелевая получистовая | 0,045 | 1 |
| 035 | Сверлильно-фрезерная | 0,01 | 1 |
| 040 | Контрольная | - | - |
| 045 | ТО | - | - |
| 050 | Шлифовальная | 0,032 | 1 |
| 055 | Многоцелевая чистовая | 0,059 | 1 |
| 060 | Сверлильно-фрезерная | 0,01 | 1 |
| 065 | Многоцелевая полировальная | 0,014 | 1 |
| 070 | Контрольная | - | - |
| 075 | Маркирование | - | - |
| 080 | Консервация | - | - |
Полученные расчетные значения количества станков, округляем в большую сторону до целого числа и определяем необходимую величину догрузки подобными видами продукции.
Догрузка оборудования находится по формуле:
 (11.5)
(11.5)
где Ку =1,05- коэффициент увеличения штучного времени.
Результаты расчётов сведём в таблицу 11.3.
Таблица 11.3
Догрузка оборудования по операциям
| № оп. | Наименование операции | Догрузка оборудования, Nдог, шт/год |
| 010 | Фрезерно-расточная | 18306 |
| 015 | Многоцелевая черновая | 7585 |
| 020 | Сверлильно-фрезерная | 38702 |
| 025 | Сверлильная | 71484 |
| 030 | Многоцелевая получистовая | 17437 |
| 035 | Сверлильно-фрезерная | 79598 |
| 040 | Контрольная | - |
| 045 | ТО | - |
| 050 | Шлифовальная | 24947 |
| 055 | Многоцелевая чистовая | 12998 |
| 060 | Сверлильно-фрезерная | 90407 |
| 065 | Многоцелевая полировальная | 58025 |
| 070 | Контрольная | - |
| 075 | Маркирование | - |
| 080 | Консервация | - |
Проводим заново расчёт необходимого количества оборудования по формуле:
![]()
 (11.4)
(11.4)
Результаты расчётов сводим в таблицу 11.4.
Таблица 11.4
Расчетное число станков с учетом догрузки
| № оп. | Наименование операции | Расчётное количество станков, Sр | Принятое количество станков, Sпр |
| 010 | Фрезерно-расточная | 0,83 | 1 |
| 015 | Многоцелевая черновая | 0,85 | 1 |
| 020 | Сверлильно-фрезерная | 0,83 | 1 |
| 025 | Сверлильная | 0,83 | 1 |
| 030 | Многоцелевая получистовая | 0,83 | 1 |
| 035 | Сверлильно-фрезерная | 0,82 | 1 |
| 040 | Контрольная | - | - |
| 045 | ТО | - | - |
| 050 | Шлифовальная | 0,82 | 1 |
| 055 | Многоцелевая чистовая | 0,83 | 1 |
| 060 | Сверлильно-фрезерная | 0,82 | 1 |
| 065 | Многоцелевая полировальная | 0,82 | 1 |
| 070 | Контрольная | - | - |
| 075 | Маркирование | - | - |
| 080 | Консервация | - | - |
Коэффициент загрузки оборудование определяется как отношение расчётного числа к проектируемому:
К = Sp / Sпр (11.5)
Коэффициент загрузки оборудования сведем в таблицу 11.5.
Таблица 11.5
Коэффициент загрузки оборудования
| № оп. | Наименование операции | Коэффициент загрузки оборудования |
| 010 | Фрезерно-расточная | 0,83 |
| 015 | Многоцелевая черновая | 0,85 |
| 020 | Сверлильно-фрезерная | 0,83 |
| 025 | Сверлильная | 0,83 |
| 030 | Многоцелевая получистовая | 0,83 |
| 035 | Сверлильно-фрезерная | 0,82 |
| 040 | Контрольная | - |
| 045 | ТО | - |
| 050 | Шлифовальная | 0,82 |
| 055 | Многоцелевая чистовая | 0,83 |
| 060 | Сверлильно-фрезерная | 0,82 |
| 065 | Многоцелевая полировальная | 0,82 |
| 070 | Контрольная | - |
| 075 | Маркирование | - |
| 080 | Консервация | - |
| Среднее значение коэффициента загрузки | 0,828 | |
По полученным коэффициентам загрузки оборудования построим график загрузки оборудования (рис.11.1)
График загрузки оборудования
![]()
 Рис. 11.1
Рис. 11.1
Расчет числа рабочих
Промышленно – производственный персонал цеха (участка) состоит из производственных и вспомогательных рабочих, инженерно – технических работников (ИТР), служащих и младшего обслуживающего персонала (МОП).
Число рабочих на каждую операцию определяем по формуле:
 (11.6)
(11.6)
где ![]() 1731ч - действительный годовой фонд времени работы рабочего.
1731ч - действительный годовой фонд времени работы рабочего.
Расчёт числа рабочих по операциям техпроцесса сведём в таблицу 11.6
Таблица 11.6
Количество рабочих по операциям технологического процесса
| № оп. | Наименование операции | Расчётное количество станков, Sр | Принятое количество станков, Sпр |
| 010 | Фрезерно-расточная | 1,95 | 2 |
| 015 | Многоцелевая черновая | 1,96 | 2 |
| 020 | Сверлильно-фрезерная | 1,94 | 2 |
| 025 | Сверлильная | 1,95 | 2 |
| 030 | Многоцелевая получистовая | 1,95 | 2 |
| 035 | Сверлильно-фрезерная | 1,95 | 2 |
| 040 | Контрольная | - | - |
| 045 | ТО | - | - |
| 050 | Шлифовальная | 1,97 | 2 |
| 055 | Многоцелевая чистовая | 1,96 | 2 |
| 060 | Сверлильно-фрезерная | 1,96 | 2 |
| 065 | Многоцелевая полировальная | 1,95 | 2 |
| 070 | Контрольная | - | - |
| 075 | Маркирование | - | - |
| 080 | Консервация | - | - |
| Итого общее число рабочих | 20 | ||
После расчёта числа основных производственных рабочих, необходимо рассчитать число вспомогательных рабочих, число контролёров, число ИТР, Численность младшего обслуживающего персонала (МОП).
Вспомогательные рабочие:
Похожие работы



... линий, рисунков и фабричных знаков. 9. Структурная схема маршрутного технологического процесса изготовления передней панели измерителя микропробоя ИМП-3Т 10. Операционный технологический процесс изготовления передней панели измерителя микропробоя ИМП-3Т А/Б № опер Наименование и содержание операции А 005 Заготовительная Б ...


... методы: метод равенства поверхностей; метод равенства объёмов; метод равенства весов. Графические методы: графо-аналитический метод; графический метод. Для определения размеров заготовки будущего корпуса масляного фильтра для автомобилей ВАЗ 2101-2106, необходимо использовать метод равенства объёмов, так как толщина боковых стенок отличается от толщины дна и исходной заготовки (т. к. s' ≠ ...
... разработку тех. процессов, повысить качество этих разработок, сэкономить время и сократить затраты на технологическую подготовку производства. Разработка технологического процесса включает в себя следующие этапы [7]: - определение технологической классификационной группы детали; - выбор по коду типового технологического процесса (выбор метода получения детали); - выбор ...
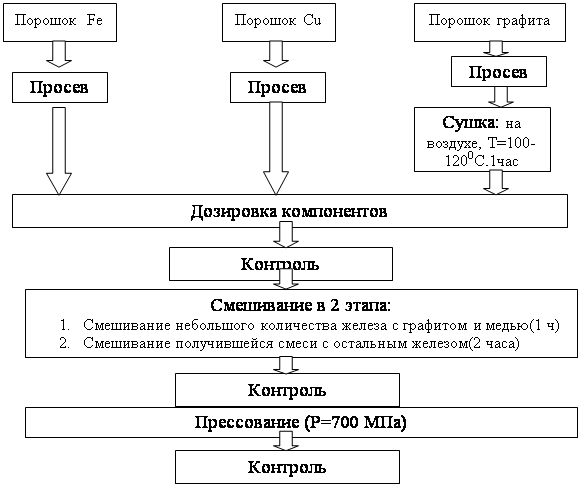
... технология. Поскольку изделие должно продаваться, то качество и стоимость является определяющим при ее разработке. Данная схема для изготовления детали «упор» из материала ПА-ЖГрДК наиболее эффективна, т.к. обеспечивает деталь всеми необходимыми характеристиками. 2.1 Технологический процесс 2.1.1 Подготовка порошков к смешиванию Порошки представляют собой совокупность частиц округлой и ...
0 комментариев