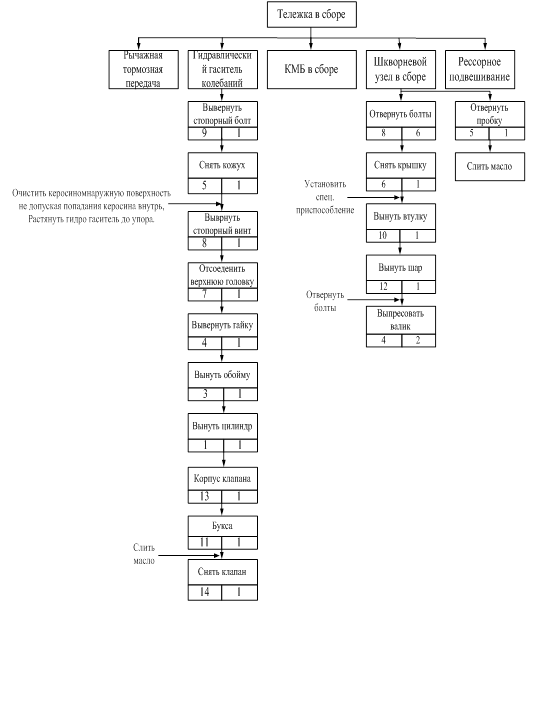
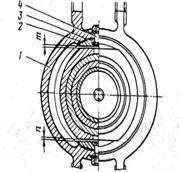
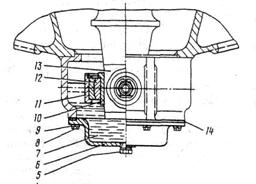
Назначение, техническая характеристика, устройство и работа ремонтируемого узла
Очистка и мойка деталей с описанием применяемого оборудования. Рисунок оборудования
ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
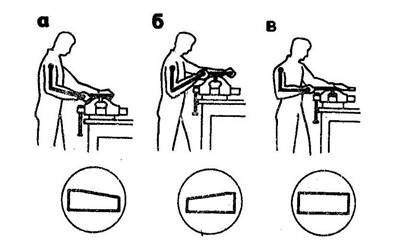
Слесарная
Расчёт затрат времени методами технического нормирования на ремонтируемую деталь
Слесарная (подготовка к наплавке, закрыть участки детали не
Термическая (нагреть вал до t 850 С° и выдержать 30 мин)
Фрезерная (нарезать паз под шпонку по ширине 20мм на высоту 10мм по длине 95мм)
Навигация
Слесарная (подготовка к наплавке, закрыть участки детали не
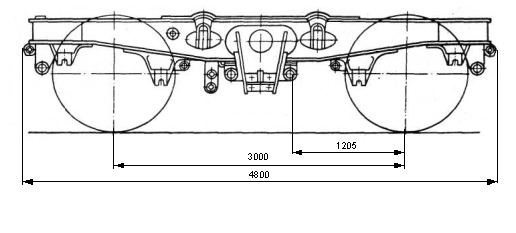
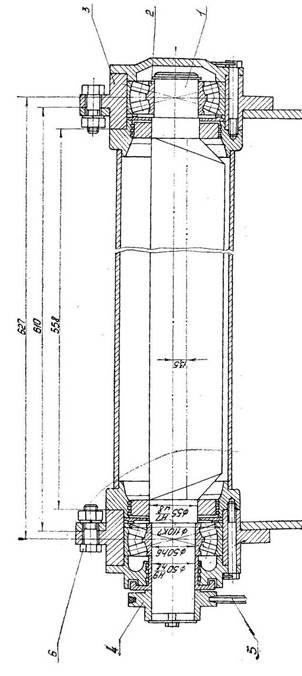
Ремонт крана мостового грузоподъемностью 5т. Ремонтируемый узел – механизм подъема
54097
знаков
10
таблиц
7
изображений
020 Слесарная (подготовка к наплавке, закрыть участки детали не
участвующие в наплавке)
Тн=10мин – изоляция мест не участвующих в наплавки.
Тн=5мин – обезжириванье
Тн=10+5=15мин
025 Наплавочная (наплавить шейки посадки под подшипник, заплавить шпоночный паз)
Первый переход
Наплавить шейку под подшипник с Æ74мм до Æ77мм на длину l=45мм
![]()
Припуск на обработку:
где Д- диаметр наплавленной поверхности; мм
d- диаметр наплавляемой поверхности; мм
Толщина наплавляемого слоя t=3мм.
Число проходов:
где h-припуск на обработку: мм
t-толщина наплавляемого слоя; мм
Диаметр электродной проволоки 2мм.
Сила тока J=180А.
Шаг наплавки S=2,3мм/об.
Скорость наплавки υ=0,8м/мин.
Скорость подачи электродной проволоки 1,3м/мин.
Основное время вычисляют по формуле:
![]()
где L-длина наплавляемой поверхности; мм L=45мм.
i-число проходов i=1
S-шаг наплавки S=2,3мм/об.
n-число оборотов детали; об/мин
![]()
где υ-окружная скорость детали; υ=0,8м/мин.
 |
d=диаметр наплавляемой поверхности; d=74мм.
Вспомогательное время определяем по формуле:
Тв=Твl+Твll
где Твl- время установки и снятия детали; Твl=1,5мин.
Твll- время наплавки детали; мин. Твll=0,9мин.
Тв= 1,5+0,9=2,4мин.
Дополнительное время определяем:
![]()
где К- процентное отношение дополнительного времени к оперативному;
К=15%
Топ- оперативное время; мин.
Топ=То+Тв;
где: То- основное время; мин.
 |
Тв- вспомогательное время; мин.
Подготовительно заключительное время принимается в зависимости от высоты центров станка Тпз=20мин.
Штучное время:
Тштl=Топ+Тдоп; мин
где: Топ- оперативное время; мин.
Тдоп- дополнительное время; мин.
Тштl= 6,2+0,93=7,13 мин.
Второй переход.
Наплавить шейку под подшипник с Æ74мм до Æ77мм на длину l=95мм
![]()
Припуск на обработку:
где Д- диаметр наплавленной поверхности; мм
d- диаметр наплавляемой поверхности; мм
Толщина наплавляемого слоя t=3мм.
Число проходов:
где h-припуск на обработку: мм
t-толщина наплавляемого слоя; мм
Диаметр электродной проволоки 2мм.
Сила тока J=180А.
Шаг наплавки S=2,3мм/об.
Скорость наплавки υ=0,8м/мин.
Скорость подачи электродной проволоки 1,3м/мин.
Основное время вычисляют по формуле:
![]()
где L-длина наплавляемой поверхности; мм L=95мм.
i-число проходов i=1
S-шаг наплавки S=2,3мм/об.
n-число оборотов детали; об/мин
![]()
где υ-окружная скорость детали; υ=0,8м/мин.
d=диаметр наплавляемой поверхности; d=74мм.
Вспомогательное время определяем по формуле:
Тв=Твl+Твll
где Твl- время установки и снятия детали; Твl=1,5мин.
Твll- время наплавки детали; мин. Твll=0,9мин
Тв= 1,5+0,9=2,4мин.
Дополнительное время определяем:
![]()
где К- процентное отношение дополнительного времени к оперативному;
К=15%
Топ- оперативное время; мин.
Топ=То+Тв;
где: То- основное время; мин.
|
Тв- вспомогательное время; мин.
Подготовительно заключительное время принимается в зависимости от высоты центров станка Тпз=20мин.
Штучное время:
Тштl=Топ+Тдоп; мин
где: Топ- оперативное время; мин.
Тдоп- дополнительное время; мин.
Тштl= 7,2+1,9=9,1 мин.
Третий переход.
Наплавить шейку под резьбу с Æ52мм до Æ57мм на длину l=52мм
![]()
Припуск на обработку:
где Д- диаметр наплавленной поверхности; мм
d- диаметр наплавляемой поверхности; мм
Толщина наплавляемого слоя t=5мм.
Число проходов:
где h-припуск на обработку: мм
t-толщина наплавляемого слоя; мм
Диаметр электродной проволоки 2мм.
Сила тока J=180А.
Шаг наплавки S=2,3мм/об.
Скорость наплавки υ=0,8м/мин.
Скорость подачи электродной проволоки 1,3м/мин.
Основное время вычисляют по формуле:
![]()
где L-длина наплавляемой поверхности; мм L=52мм.
i-число проходов i=1
S-шаг наплавки S=2,3мм/об.
n-число оборотов детали; об/мин
![]()
где υ-окружная скорость детали; υ=0,8м/мин.
 |
d=диаметр наплавляемой поверхности; d=26мм.
Вспомогательное время определяем по формуле:
Тв=Твl+Твll
где Твl- время установки и снятия детали; Твl=1,5мин.
Твll- время наплавки детали; мин. Твll=0,9мин.
Тв= 1,5+0,9=2,4мин.
Дополнительное время определяем:
![]()
где К- процентное отношение дополнительного времени к оперативному;
К=15%
Топ- оперативное время; мин.
Топ=То+Тв;
где: То- основное время; мин.
|
Тв- вспомогательное время; мин.
Подготовительно заключительное время принимается в зависимости от высоты центров станка Тпз=20мин.
Штучное время:
Тштl=Топ+Тдоп; мин
где: Топ- оперативное время; мин.
Тдоп- дополнительное время; мин.
Тштl= 5,2+0,9=6,1 мин.
Четвертый переход (заплавить шпоночный паз 20´10´95 мм.)
Основное время определяем по формуле:
![]()
Вес наплавочного металла:
G=F×L×y×n;г
где: F-площадь поперечного сечения шва:см2
L-длина шва: L=95мм.
y-удельный вес металла в электроде у=7,8г/см2
n- число заплавляемых мест: n=1
F=14´5=70мм2
G=0,70×0,60×7,8×1=32,7г
Оперативное время:
Топ=То+Тв=4,7+7,8=12,5мин.
Подготовительно заключительное время принимается в процентном отношении к оперативному времени:
Тп.з=5%×Топ;
Тп.з=0,05×12,5=0,62мин.
Дополнительное время:
Штучное время:
Тшт=Тдоп+Топ=1,8+12,5=14,3мин
Штучно калькуляционное время на заплавку шпоночного паза.
Тшт.к.1=Тш.т+Тп.з=14,3+0,62=14,92мин
Норма времени:
Тн=Тшт.к(авт)+Тшт.к.ш;мин
где Тшт.к(авт)- штучно калькуляционное время на наплавку двух шеек под подшипник и под резьбу.
Тшт.к.ш- штучно калькуляционное время на заплавку шпоночного паза
Тн=7,13+9,1+6,1+14,92=37,25мин.
Похожие работы

... мастеру и прекратить работу. На должность дефектоскописта назначаются лица не моложе 18 лет, имеющие специальную подготовку и сдавшие испытания в знании устройств, применяемых в вагонном хозяйстве дефектоскопов, соответствующих технических указаний, а также правил по технике безопасности. 7.1.1 Требования к грузоподъемным машинам и механизмам Все вспомогательные грузозахватные приспособления ...
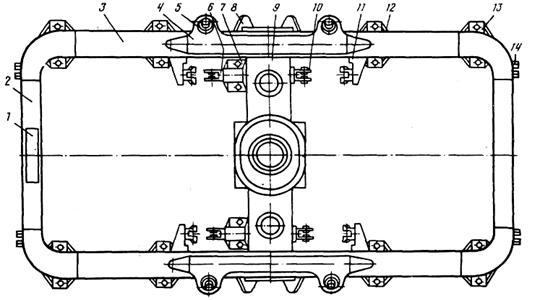
... процесса ремонта одного из узлов тепловоза; – экономическая эффективность проекта организации работ в ремонтном подразделении; – безопасность жизнедеятельности при ремонтных работах. 1. РАЗРАБОТКА УЧАСТКА ПО РЕМОНТУ ТЕЛЕЖЕК ЛОКОМОТИВОВ В ЛОКОМОТИВНОМ ДЕПО ХАБАРОВСК 2 1.1 Анализ существующей организации работ в ремонтном подразделении 1, 4 - накладки; 2 – концевые брусья; 3 – боковины; ...

... Грохот вибрационный ГВ-06 предназначен для классификации и рассева проб угля и других твердых материалов. Технические данные представлены в таблице №1 Техническая характеристика грохота вибрационного ГВ-06. Таблица №1 Наименование основных параметров и размеров Нормы 1. Производительность, (т/час), кг/с (1…10), 0,278…2,78 2. Крупность грохотимого материала, мм не более 75 3. ...
... нагнетателя состоит из гидроцилиндра, подвижной кулачковой муфты с пружинным механизмом, помещенном на валу червячной колеса. 4. НАЗНАЧЕНИЕ ЗАДАННОГО ОБОРУДОВАНИЯ В ТЕХНОЛОГИЧЕСКОМ ПРОЦЕССЕ Газотурбинная установка типа ГТТ-3 предназначена для воздухоснабжения цеха по производству слабой азотной кислоты с одновременной выработкой некоторого количества электроэнергии и использования тепла ...
0 комментариев