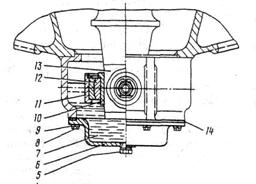
Назначение, техническая характеристика, устройство и работа ремонтируемого узла
Очистка и мойка деталей с описанием применяемого оборудования. Рисунок оборудования
ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
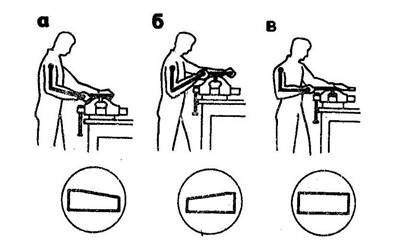
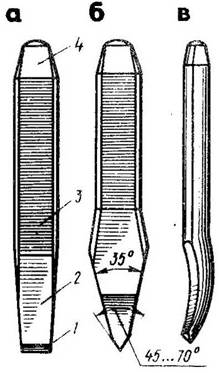
Слесарная
Расчёт затрат времени методами технического нормирования на ремонтируемую деталь
Слесарная (подготовка к наплавке, закрыть участки детали не
Термическая (нагреть вал до t 850 С° и выдержать 30 мин)
Фрезерная (нарезать паз под шпонку по ширине 20мм на высоту 10мм по длине 95мм)
Навигация
Расчёт затрат времени методами технического нормирования на ремонтируемую деталь
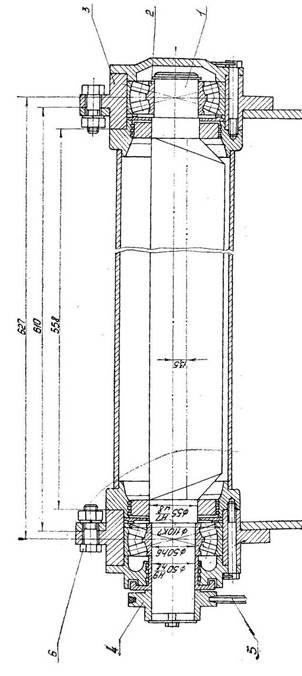
Ремонт крана мостового грузоподъемностью 5т. Ремонтируемый узел – механизм подъема
54097
знаков
10
таблиц
7
изображений
2.3. Расчёт затрат времени методами технического нормирования на ремонтируемую деталь.
005 Термическая (отпуск)
Определяем основное время.
Нагреть вал до температуры t=8500С и выдержать 30 минут.
Основное время То, мин. Определяется по формуле:
![]() где Тнг - время нагрева, Тнг = 42мин.
где Тнг - время нагрева, Тнг = 42мин.
Твд – время выдержки, Твд =30 мин.
n – число деталей.
![]()
Норма времени Тн ,мин., определяется по формуле:
![]()
где Тв- вспомогательное время, мин. определяется по формуле:
Тв = 0,78 · То
Тв = 0,78 · 14,4 = 11,2 мин.
Тдоп- дополнительное время, мин. определяется по формуле:
![]()
К-процентное отношение оперативного времени к дополнительному, К = 9 %
Топ – оперативное время, определяется по формуле:
![]()
![]()
![]() =2,3 мин
=2,3 мин
Тпз – подготовительно-заключительное время определяется по формуле:
![]()
![]()
![]()
010 Слесарная (править вал под прессом)
Тн1=1мин – время на установку вала.
Тн2=5мин – время на провку вала прессом
Тн3=1мин – время на снятие вала
Тн.о=1+5+1=7мин
015 Токарно-винторезная (точить шейки посадки под подшипник для наплавки);
Основное (машинное) время определяют по формуле:
![]()
где d - диаметр обрабатываемой детали, мм;
L - длина обрабатываемой поверхности детали, мм;
u - скорость резанья, м/мин;
i – число проходов;
S – подача;
1000 – числовой множитель для перевода метров в миллиметры;
Первый переход ( точить шейку под подшипник с Æ74,85 до Æ74мм. на длину 45мм.)
Обтачивание цилиндрических поверхностей.
Припуск на обработку определяем по формуле:
![]() Определяем число проходов i:
Определяем число проходов i:
глубина резанья t=0,92мм
![]()
![]() принимаем i=1
принимаем i=1
Подачу выбирают по глубине резанья t и диаметру обрабатываемой заготовки d=74мм: принимаем S=0,92мм/мин.
Скорость резанья u выбирают в зависимости от t и S используем резец Т15К6, принимаем u=110 м/мин
Определение действительной скорости.
uд=uт×Км×Кх×Кмр×Кох=110×1,42×0,71×0,9×1×1=100 м/мин
Определяем число оборотов шпинделя.
![]()
![]()
Определяем основное (машинное) время.
![]()
Определяем вспомогательное время Тв
Принимаем Тв=2,9мин
Определяем оперативное время Топ
Топ=То+Тв
Топ=0,3+2,9=3,2мин.
Определяем дополнительное время Тдоп
![]()
![]()
Определяем штучное время Тшт
Тшт=То+Тв+Тдоп
Тшт =0,3+2,9+0,25=3,4мин
Второй переход (точить шейку под подшипник с Æ74,8 до Æ74мм на длину 95мм.)
Обтачивание цилиндрических поверхностей.
Припуск на обработку определяем по формуле:
![]()
![]()
Определяем число проходов i:
глубина резанья t=0,9мм
![]()
![]() принимаем i=1
принимаем i=1
Подачу выбирают по глубине резанья t и диаметру обрабатываемой заготовки d=74мм: принимаем S=0,9мм/мин.
Скорость резанья u выбирают в зависимости от t и S используем резец Т15К6, принимаем u=110 м/мин
Определение действительной скорости.
uд=uт×Км×Кх×Кмр×Кох=110×1,42×0,71×0,9×1×1=100 м/мин
Определяем число оборотов шпинделя.
![]()
![]()
Определяем основное (машинное) время.
![]()
Определяем вспомогательное время Тв
Принимаем Тв=2,9мин
Определяем оперативное время Топ
Топ=То+Тв
Топ=0,4+2,9=3,3мин.
Определяем дополнительное время Тдоп
![]()
![]()
Определяем штучное время Тшт
Тшт=То+Тв+Тдоп
Тшт =0,4+2,9+0,25=3,5мин
Третий переход (точить шейку под резьбу с Æ54мм до Æ52мм на длину 52мм.)
Обтачивание цилиндрических поверхностей под резьбу для наплавки.
Припуск на обработку определяем по формуле:
![]()
![]()
Определяем число проходов i:
глубина резанья t=1мм
![]()
![]() принимаем i=1
принимаем i=1
Подачу выбирают по глубине резанья t и диаметру обрабатываемой заготовки d=52мм: принимаем S=1мм/мин.
Скорость резанья u выбирают в зависимости от t и S используем резец Т15К6, принимаем u=90 м/мин
Определение действительной скорости.
uд=uт×Км×Кх×Кмр×Кох=90×1×1×0,9×1×1=81 м/мин
Определяем число оборотов шпинделя.
![]()
![]()
Определяем основное (машинное) время.
![]()
Определяем вспомогательное время Тв
Принимаем Тв=2,9мин
Определяем оперативное время Топ
Топ=То+Тв
Топ=0,2+2,9=3,1мин.
Определяем дополнительное время Тдоп
![]()
![]()
Определяем штучное время Тшт
Тшт=То+Тв+Тдоп
Тшт =0,2+2,9+0,24=3,4мин
nшт=1
Определяем норму времени на операцию 015
![]()
Похожие работы

... мастеру и прекратить работу. На должность дефектоскописта назначаются лица не моложе 18 лет, имеющие специальную подготовку и сдавшие испытания в знании устройств, применяемых в вагонном хозяйстве дефектоскопов, соответствующих технических указаний, а также правил по технике безопасности. 7.1.1 Требования к грузоподъемным машинам и механизмам Все вспомогательные грузозахватные приспособления ...
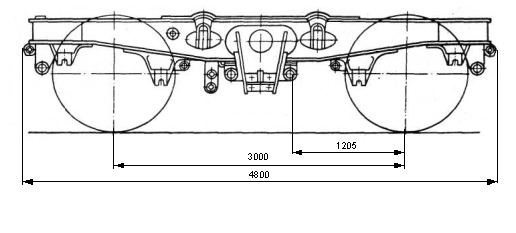
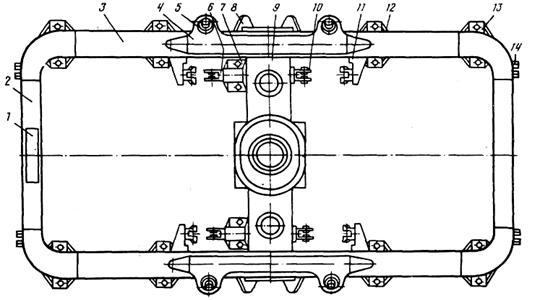
... процесса ремонта одного из узлов тепловоза; – экономическая эффективность проекта организации работ в ремонтном подразделении; – безопасность жизнедеятельности при ремонтных работах. 1. РАЗРАБОТКА УЧАСТКА ПО РЕМОНТУ ТЕЛЕЖЕК ЛОКОМОТИВОВ В ЛОКОМОТИВНОМ ДЕПО ХАБАРОВСК 2 1.1 Анализ существующей организации работ в ремонтном подразделении 1, 4 - накладки; 2 – концевые брусья; 3 – боковины; ...

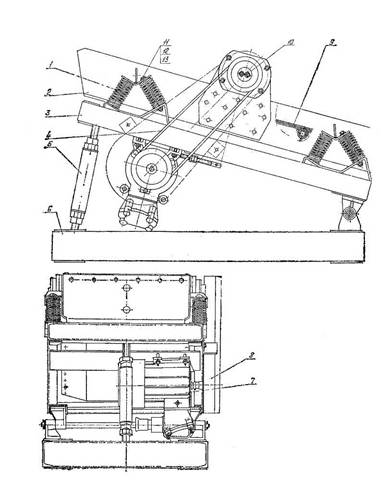
... Грохот вибрационный ГВ-06 предназначен для классификации и рассева проб угля и других твердых материалов. Технические данные представлены в таблице №1 Техническая характеристика грохота вибрационного ГВ-06. Таблица №1 Наименование основных параметров и размеров Нормы 1. Производительность, (т/час), кг/с (1…10), 0,278…2,78 2. Крупность грохотимого материала, мм не более 75 3. ...
... нагнетателя состоит из гидроцилиндра, подвижной кулачковой муфты с пружинным механизмом, помещенном на валу червячной колеса. 4. НАЗНАЧЕНИЕ ЗАДАННОГО ОБОРУДОВАНИЯ В ТЕХНОЛОГИЧЕСКОМ ПРОЦЕССЕ Газотурбинная установка типа ГТТ-3 предназначена для воздухоснабжения цеха по производству слабой азотной кислоты с одновременной выработкой некоторого количества электроэнергии и использования тепла ...
0 комментариев