Технологическая часть
Расчет трудоёмкости и себестоимости вариантов технологических процессов
Основные экономические параметры вариантов технологического процесса
Расчет нормирования операций
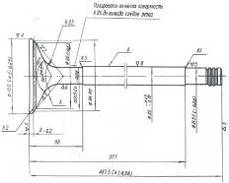
Переход зенкеровать отв. На проход D52H12
Об/мин
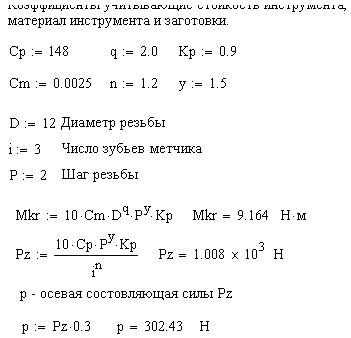
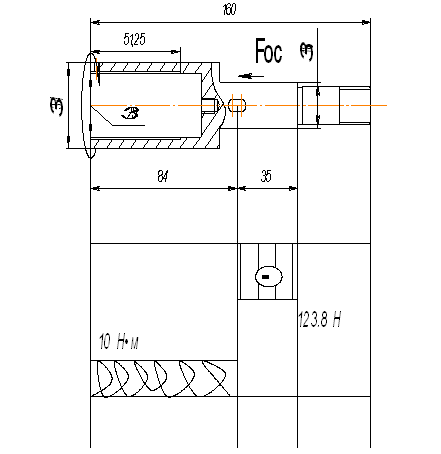
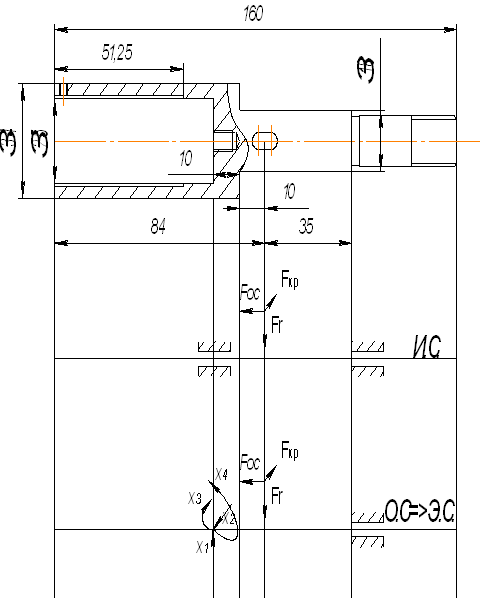
Расчет требуемой силы зажима и выбор силового механизма
Работа автоматизированного рабочего места
Рассчитаем силу каретки
Проектирование механического цеха
Экономическая часть
Расчет стоимости оборудования и транспортных средств
Охрана окружающей среды. Техника безопасности
Микроклимат
Требования безопасности к производственным помещениям и организации рабочих мест
Требования к организации рабочих мест
Средства защиты рабочих
Твердые отходы
Воздух
Навигация
Экономическая часть
Устранение слабых сторон заводского технологического процесса
106716
знаков
38
таблиц
6
изображений
6. Экономическая часть
При разработке и проектировании нового техпроцесса было применено
Более производительное и прогрессивное оборудование, станки с ЧПУ. Это дает возможность повысить качество обработки, снизить время на обработку.
Применение новых станков и технологий должно позволить решить ряд социально-экономических задач: улучшение условий труда, значительно уменьшить долю тяжелого труда, малоквалифицированного ручного труда, изменить состав работников механообрабатывающих цехов, повысить культурный уровень рабочих.
Данная работа представляет собой разработку основных вопросов организации и планирования производства на участке. В основу расчетов организации производства заложен технологический процесс на изготовление детали "Держатель".
6.1. Технико-экономическое обоснование целесообразности предлагаемой технологии организации производстваОпределение объема выпуска деталей, производственной программы участка.
Производственная программа участка Nу (Таблица 6.1.)Складывается из количества деталей, необходимых для обеспечения программы сборочного цеха Nсб, плана поставок этих деталей другим предприятиям Nк, количества деталей, используемых в качестве запасных частей к выпускаемым изделиям Nзп (Nу=Nсб+Nк+Nзп).
Таблица 6.1.
Производственная программа
| Наименование | Годовая Программа | Nk | Nзп | Трудоемкость | |
| 1 дет., мин | Выпуск, п/ч | ||||
| Держатель 682- 2110-644 | 4000 | 500 | 150 | 50,3 | 3898 |
| Наконечник 682-3414062 | 3000 | 400 | 300 | 44,69 | 2756 |
| Диск 682В-3104017 | 9000 | 1000 | 250 | 98,22 | 16779 |
| Наконечник 682Д-3414067-10 | 9000 | 1500 | 500 | 21,84 | 4004 |
| Рычаг 682-3414086-10 | 8000 | 1200 | 600 | 26,41 | 4314 |
| Шестерня 682В-3501144 | 15000 | 2200 | 750 | 24,72 | 7395 |
| Ступица 5К-0103-01-А | 7000 | 650 | 200 | 142,96 | 18704 |
| Корпус 682Б-2110033 | 8000 | 1200 | 250 | 74,72 | 11768 |
| Опора 682Г-2110632 | 7500 | 900 | 300 | 20,38 | 2955 |
| Корпус 682-3501138-01/139-01 | 6000 | 500 | 200 | 57,83 | 6458 |
| Кронштейн 682-3414092 | 8000 | 1200 | 400 | 104,18 | 16669 |
| Кронштейн 682-3409016 | 11000 | 1800 | 450 | 20,398 | 4505 |
Итого: 95500 13050 4350 686,65 100205
6.2. Характеристика технического процесса механической обработки детали «Держатель»
| Элементы анализа | Заводской ТП | ТП1 | ТП2 |
| Количество видов оборудования | 10 | 2 | 4 |
| Трудоемкость | 20,7 | 10,74 | 13,37 |
| Себестоимость | 72,6 | 84,1 | 86,6 |
По представленным данным выбираем I вариант с использованием многоцелевого станка , так как этот вариант наиболее оптимальный. Тип производства по ГОСТ31108-74 характеризуется коэффициентом закрепления операций Кзо
Кзо=Fд*60/Q*Tшт.ср=4029*60/4000*1,755=34,44
Fд – действительный годовой фонд работы оборудования
Q – годовая программа выпуска деталей
Т шт ср – средняя норма времени по основным операциям технологического процесса
Так как 20< Кзо< 40, то производство мелкосерийное.
6.3. Определение стоимости основных производственных фондов участкаОпределим стоимость здания под участок.
Кзд=F*Cзд
F-площадь участка, м2
Сзд-стоимость производственной площади (1000 руб./м2)
F=386,552 м2
Определяем стоимость здания под участок.Кзд=386,552*1000=386552 руб.
Похожие работы
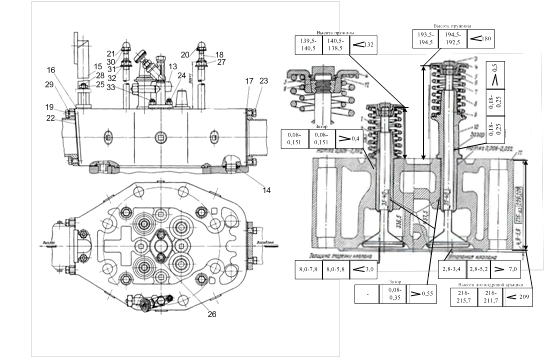
... детали узла. Завершающим этапом курсового проекта будет разработка технологической документации на восстановление рабочей фаски наплавкой и карты технологического процесса ремонта крышки цилиндра дизеля ПД-1М в объёме ТР-1. 1. Разработка технологического процесса ремонта цилиндрической крышки дизеля ПД-М Описание конструкции узла 1 - впускной клапан (ПД-1М-09-009, сталь Х9С2); 2 - ...
... ремонт оборудования. Защита от шума Борьба с шумом посредством уменьшения его в источнике является наиболее рациональной. Уменьшение механического шума может быть достигнуто путем совершенствования технологических процессов и оборудования. Расчет допустимого уровня шума Расчетная формула для определения уровня шума, если источник шума находится в помещении, будет иметь вид: , (4.1) где В ...
... мин 7.5 Определение технических норм времени Расчет технических норм времени произведем только на ответственные операции. В результате проведенных исследований для синхронизации техпроцесса изготовления шестерни ведомой заднего моста было предложено применить сверло высокой стойкости и объединить операции притирки и контрольно-обкатную, что позволяет высвободить оборудование. На остальные ...
... форме, отражены в формуле (10.9) и сведены в соответствующие графы чертежа. , (10.9) где, ТАi – технологический допуск. 11. Планировка механического участка Деталь “шпиндель” (рис.1.1) является сборочной единицей головки 4-хшпиндельной комбинированной, которая в свою очередь входит в сборочный узел автоматической линии для обработки ...
0 комментариев