Содержание и порядок разработки производственных программ цехов
Производственная мощность предприятия
Производство чистой продукции на 1 руб. затрат определяется по формуле
Планирование капитальных вложений
Планирование материального обеспечения предприятия
Планирование повышения производительности труда
Планирование численности рабочих
Планирование себестоимости продукции
Составление сметы затрат на производство
Планирование рыночных цен на предприятии
Формирование и распределение прибыли на предприятии
Составление баланса доходов и расходов
Бюджетное планирование
Содержание и задачи оперативно - производственного планирования
Оперативно-производственное планирование серийного производства
Порядок разработки оперативных заданий цехам серийного производства
Оперативно – производственное планирование массового производства
Навигация
Оперативно-производственное планирование серийного производства
Планирование численности персонала
176512
знаков
7
таблиц
10
изображений
11.3 Оперативно-производственное планирование серийного производства
Для серийного типа производства характерно изготовление одного изделия разных модификаций или нескольких видов изделий сериями различной величины.
Под серией понимается число изделий, одинаковых по конструкции и технической характеристике. Для серийного производства характерна обработка деталей и сборочных единиц партиями. Под партиями понимается планируемое и учитываемое число одинаковых деталей или сборочных единиц, одновременно запускаемых в производство и обрабатываемых с однократной затратой подготовительно-заключительного времени.
В зависимости от номенклатуры изготовляемых изделий и степени устойчивости элементов конструкции в оперативном планировании применяются основные системы планирования: комплектная, которая имеет разновидности, комплектно-узловая, комплектная и комплектно-технологическая, машинно-комплектная, планово-комплектная и подетальная, которая имеет разновидности: собственно подетальная система и система непрерывного планирования. Эти системы отличаются по характерным признакам:
1) планово-учетная единица (деталь, конструкторский узел, группа деталей с общим сроком подачи на сборку);
2) календарно-плановые нормативы (размер партии, производственный цикл, задел и т.д.);
3) форма планового задания (квартальная и месячная подетальная программа, графики запуска-выпуска);
4) область применения (небольшая, средняя, большая номенклатура изделий с учетом типа производства).
Межцеховое планирование в серийном производстве характеризуется следующими особенностями:
1) движение производства во времени определенными календарно-плановыми нормативами, на основе которых разрабатываются оперативные планы;
2) закрепление номенклатуры деталей и узлов за цехами и рабочими местами приобретает постоянный характер в соответствии с их специализацией;
3) номенклатура цеховых программ строится комплектно на изделия, узел, группу;
4) количественные задания, определенные по комплектовочным нормам;
5) календарное распределение заданий осуществляется в виде назначения сроков запуска и выпуска продукции.
Календарно-плановые нормативы лежат в основе планирования серийного производства. Они включают размер партии изготовления изделия, нормативный размер партии и периодичность их запуска, производственный цикл, опережение запуска-выпуска партии, деталей и узлов изделий, уровень заделов и объем незавершенного производства. Используя эти нормативы, строят календарные графики работы производственных бригад и участков.
С точки зрения производительности труда целесообразна работа большими партиями, так как уменьшается подготовительно-заключительное время, приходящееся на одну деталь. Однако увеличение партии ведет к увеличению производственного цикла и росту незавершенного производства. Поэтому нахождение оптимальной партии сводится к установлению такого числа деталей, при котором минимальны затраты на одну деталь (рис.11.3). При упрощенном методе размер партии определяется по формуле
 , (11.2)
, (11.2)
![]() – подготовительно-заключительное время;
– подготовительно-заключительное время;
![]() - норма времени на операцию;
- норма времени на операцию;
![]() - коэффициент допустимых потерь на переналадку и равен 0,03 для крупносерийного и 0,01 для мелкосерийного производства.
- коэффициент допустимых потерь на переналадку и равен 0,03 для крупносерийного и 0,01 для мелкосерийного производства.
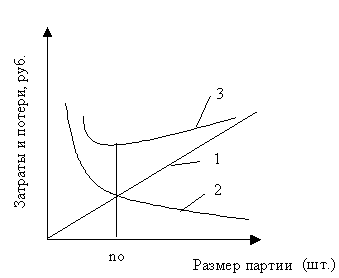
Рис.11.3. Зависимость затрат производства от размера партии:
1 – потери от связывания оборотных средств; 2 – затраты на переналадку; 3 – сумма затрат и потерь; no - величина оптимальной партии
Величина партий деталей, узлов и изделий предопределяет периодичность процессов производства при данной программе и таким образом создает своеобразный ритм серийного производства, что существенно отличает его от единичного, в котором подобная периодичность отсутствует.
Периодичность повторения партий в производстве определяется по формуле
![]() , (11.3)
, (11.3)
где ![]() - программа выпуска за период;
- программа выпуска за период;
![]() - размер партии деталей;
- размер партии деталей;
![]() - планируемый период.
- планируемый период.
11.3.1 Длительность производственного цикла и величина опережения
Длительностью производственного цикла называется отрезок времени между началом и окончанием процесса изготовления одного изделия или партии этих изделий.
В оперативном планировании нормативы производственных циклов изготовления деталей используются как нормативы опережений при расчете объема незавершенного производства и календарных сроков запуска-выпуска. Так как в каждом цехе могут иметь место отклонения от запланированных сроков выпуска партии, между цехами-изготовителями и цехами-потребителями создают резервные запасы, увеличивающие опережение.
Временем опережения в работе цехов и участков называется период, который определяет более ранние сроки начала или окончания работ заготовительных и обрабатывающих цехов от окончательного срока выпуска изделий (рис.11.4).

Рис. 11.4. Схема производственного цикла и опережений:
![]() - время опережения запуска;
- время опережения запуска; ![]() - цикл заготовленных работ;
- цикл заготовленных работ; ![]() - цикл обработки;
- цикл обработки; ![]() - цикл сборки;
- цикл сборки; ![]() - время опережения выпуска заготовки;
- время опережения выпуска заготовки; ![]() - время опережения запуска в механическую обработку;
- время опережения запуска в механическую обработку; ![]() - время опережения выпуска из механической обработки;
- время опережения выпуска из механической обработки; ![]() - резервное время.
- резервное время.
Как видно из графика, опережение выпуска заготовительного цеха по отношению к сборочному равно суммарной длительности производственных циклов сборочного цеха и тех промежуточных цехов, которые участвуют в обработке деталей и узлов (кроме данного цеха, поставляющего заготовку) плюс время резервного опережения.
Длительность опережения по запуску равна сумме длительности циклов всех цехов, участвующих в изготовлении деталей или узлов, включающих и заготовительный, т.е. равна общей длительности производственного цикла.
Расчеты опережения необходимы для того, чтобы определить четкие сроки запуска-выпуска деталей. Это позволяет своевременно и комплектно обеспечить любой последующий по обработке или сборке цех заготовками, деталями, узлами.
Объем незавершенного производства рассчитывают с учетом времени опережений. Бесперебойный ход производства может быть осуществлен в случае, если в производстве имеются необходимые заделы (технологический, транспортный, оборотный, страховой), величина задела в общем виде равна
![]() , (11.4)
, (11.4)
![]() - суточный выпуск в натуральном выражении.
- суточный выпуск в натуральном выражении.
На системе опережения разработан машинокомплектный метод планирования. В нем задание цехам устанавливается в комплектах деталей на изделие. В программе по каждому изделию указывают порядковые номера, подлежащие укомплектованию деталями каждого цеха в течение планируемого периода. Сборочному цеху указывают последний номер каждого готового изделия, которое должно быть выпущено в планируемом периоде. Остальным цехам задание устанавливается с учетом нормативной величины опережения.
Похожие работы
... по иерархической лестнице - уход работника, находившегося на определенной ступени пирамиды, компенсируется приглашением на эту ступень работника более низкого уровня. Оптимизация численности персонала В данном разделе покажем преимущества оптимального состава работников на предприятии. На каждом предприятии существует потребность в определенном количестве персонала, для выполнения функций ...
... ресурсов труда (Фрт) в человеко-днях или человеко-часах, который можно определить путем умножения среднесписочной численности работников на среднюю продолжительность рабочего периода в днях или часах. При планировании потребности остальных категорий промышленно-производственного персонала предприятия (кроме рабочих) определяется только их списочный состав. Выделять явочный состав не принято, так ...
... и ряда других показателей может дать представление о количественном, качественном и структурном состоянии персонала предприятия и тенденциях его изменения для целей управления персоналом, в том числе планирования, анализа и разработки мероприятий по повышению эффективности использования трудовых ресурсов предприятия. Количественная характеристика трудовых ресурсов (персонала) предприятия в первую ...
... Планирование персонала - это целенаправленная деятельность по обеспечению пропорционального и динамичного развития персонала, расчет его квалификационной структуры, определение общей и дополнительной потребности персонала в предстоящем периоде. В вопросах найма и использования персонала предприятия практически всегда ориентировались на текущие потребности. Экономическая ситуация в России ...
0 комментариев