Сущность, содержание организации и нормирования труда
Структура трудового процесса. Операция и ее элементы
Нормы труда и их классификация. Виды норм труда[1]
Методы изучения затрат рабочего времени и виды наблюдений
Хронометраж
Изучение затрат рабочего времени методом моментных наблюдений
Определим явочную численность рабочих до и после разделения труда
Определяется время цикла в расчете на одну обработанную деталь (данные п. 11 делятся на данные п.12)
Навигация
Определяется время цикла в расчете на одну обработанную деталь (данные п. 11 делятся на данные п.12)
Организация и нормирование труда
166312
знаков
29
таблиц
18
изображений
13. Определяется время цикла в расчете на одну обработанную деталь (данные п. 11 делятся на данные п.12).
14. Определяется штучное время (![]() ) обработки детали для условий многостаночного обслуживания:
) обработки детали для условий многостаночного обслуживания:
![]()
где ![]() - основное время при многостаночном обслуживании, мин;
- основное время при многостаночном обслуживании, мин;
![]() – вспомогательное время при многостаночном обслуживании, мин;
– вспомогательное время при многостаночном обслуживании, мин;
![]() – время организационного обслуживания станков при многостаночном обслуживании, мин;
– время организационного обслуживания станков при многостаночном обслуживании, мин;
![]() – время на техническое обслуживание станков при многостаночном обслуживании, мин;
– время на техническое обслуживание станков при многостаночном обслуживании, мин;
![]() – время на отдых и личные надобности, мин.
– время на отдых и личные надобности, мин.
Сумма основного времени и вспомогательного времени составляет оперативное время. Для условий многостаночной работы за оперативное время принимается время цикла многостаночного обслуживания в расчете на одну обработанную деталь (данные п.13).
Время организационного обслуживания многостаночного рабочего места (минут) рассчитывается по формуле:

где ![]() – время цикла многостаночного обслуживания (или приведенное время цикла) в расчете на одну обработанную деталь (данные п.13);
– время цикла многостаночного обслуживания (или приведенное время цикла) в расчете на одну обработанную деталь (данные п.13);
![]() – время организационного обслуживания рабочего места в процентах от оперативного времени.
– время организационного обслуживания рабочего места в процентах от оперативного времени.
Время организационного обслуживания рабочего места ![]() обычно определяется в зависимости от типа обслуживаемых станков, от их количества и принимается в пределах
обычно определяется в зависимости от типа обслуживаемых станков, от их количества и принимается в пределах ![]()
Время технического обслуживания многостаночного рабочего места рассчитывается по формуле:

где ![]() – время технического обслуживания рабочего места в процентах от оперативного времени.
– время технического обслуживания рабочего места в процентах от оперативного времени.
Время технического обслуживания рабочего места ![]() определяется также в зависимости от типа обслуживаемых станков, их количества. При проектировании многостаночного обслуживания его величина принимается в пределах
определяется также в зависимости от типа обслуживаемых станков, их количества. При проектировании многостаночного обслуживания его величина принимается в пределах ![]()
Время на отдых и личные надобности рассчитывается по формуле:

где ![]() – время на отдых и личные надобности в процентах от оперативного времени (табл. 8.6) [18].
– время на отдых и личные надобности в процентах от оперативного времени (табл. 8.6) [18].
Таблица 8.6
Время на отдых и личные надобности в зависимости от способа установки детали, ее веса, коэффициента занятости и оперативного времени
| Способ установки детали | Вес детали, кг | Коэффициент занятости многостаночника[3] | Оперативное время операции, мин | |||
| 3 | 5 | 10 | свыше 10 | |||
| время на отдых и личные надобности в процентах от оперативного времени | ||||||
| Ручной | 1 | 0,2 | 7 | 6 | 5 | 5 |
| 0,4 | 7 | 6 | 6 | 5 | ||
| 0,8 | 7 | 6 | 6 | 6 | ||
| 1,0 | 8 | 7 | 7 | 6 | ||
| 5 | 0,2 | 7 | 6 | 6 | 5 | |
| 0,4 | 7 | 6 | 6 | 6 | ||
| 0,8 | 7 | 6 | 6 | 6 | ||
| 1,0 | 8 | 7 | 7 | 7 | ||
| 10 | 0,2 | 7 | 6 | 6 | 5 | |
| 0,4 | 7 | 6 | 6 | 6 | ||
| 0,8 | 8 | 6 | 6 | 6 | ||
| 1,0 | 9 | 7 | 7 | 7 | ||
| 20 | 0,2 | – | 7 | 7 | 6 | |
| 0,4 | – | 8 | 8 | 7 | ||
| 0,8 | – | 8 | 8 | 7 | ||
| 1,0 | – | 9 | 9 | 8 | ||
| Подъемником | Свыше 20 | – | – | 5 | – | – |
Если многостаночное обслуживание входит в состав поточной линии, то должно быть выдержано соотношение:
![]()
где ![]() – штучное время при многостаночном обслуживании, мин.;
– штучное время при многостаночном обслуживании, мин.;
![]() – такт линии, мин.
– такт линии, мин.
Норма выработки деталей в смену по каждому станку многостаночного комплекта (шт.):

где ![]() – продолжительность рабочей смены, минут;
– продолжительность рабочей смены, минут;
![]() – норма штучного времени для условий многостаночной работы, мин./деталь.
– норма штучного времени для условий многостаночной работы, мин./деталь.
Для установления расценки за деталь необходимо часовую тарифную ставку рабочего-многостаночника распределить пропорционально нормам выработки деталей в час с каждого станка многостаночного комплекта:

где р – расценка за деталь;
![]() – часовая тарифная ставка рабочего-сдельщика;
– часовая тарифная ставка рабочего-сдельщика;
п – количество станков многостаночного комплекта;
![]() – норма выработки деталей в час по одному станку многостаночного комплекта.
– норма выработки деталей в час по одному станку многостаночного комплекта.
Для обоснования нормы обслуживания с учетом вероятностного характера времени занятости рабочего и правильного выбора метода обслуживания при проектировании многостаночного обслуживания применяют теорию массового обслуживания.
Пусть один рабочий обслуживает i станков; каждый станок – источник заявок; остановка станка – подача заявки на обслуживание; интенсивность потока заявок, порождаемых каждым источником ![]() ; интенсивность потока обслуживаний:
; интенсивность потока обслуживаний:
 (8.5)
(8.5)
Заявка, пришедшая от станка (источника) в момент, когда рабочий (канал) занят, становится в очередь и ждет обслуживания. При этом станок может подать следующую заявку только в том случае, если поданная им предыдущая заявка уже обслужена.
Поскольку по окончании обслуживания станки не покидают систему, а остаются в ней и через некоторое время вновь подают заявку, то имеем замкнутую одноканальную систему массового обслуживания (СМО), содержащую конечное число станков (источников заявок), каждый из которых может находиться в одном из двух состояний: активном или пассивном.
Активное состояние источника — это такое состояние, при котором уже обслужена поданная им последняя заявка. Пассивное состояние характеризуется тем, что поданная источником последняя заявка еще не обслужена, т. е. либо стоит в очереди, либо находится под обслуживанием.
Параметры и показатели многостаночного обслуживания при индивидуальной работе рабочего – многостаночника приведены в табл. 8.7 и 8.8.
Таблица 8.7. Параметры многостаночного обслуживания как замкнутой одноканальной СМО [13]| № | Параметры | Обозначения, значения |
| 1 | Число каналов обслуживания (рабочих) | n = 1 |
| 2 | Число обслуживаемых рабочим станков (источников заявок) |
|
| 3 | Интенсивность простейшего потока заявок, порождаемого каждым станком (источником) (заявок в мин.) |
|
| 4 | Интенсивность простейшего потока обслуживаний Поб (обслуживаний в мин.) |
|
Таблица 8.8 Показатели многостаночного обслуживания как замкнутой одноканальной СМО [13]
| № п/п | Показатели | Обозначения, формулы |
| 1 | 2 | 3 |
| 1 | Трафик (показатель нагрузки) системы, порождаемой каждым станком (источником заявок) |
|
| 2 | Вероятность простоя рабочего (канала обслуживания) |
|
| 3 | Вероятность того, что рабочий занят (коэффициент занятости рабочего) |
|
| 4 | Абсолютная пропускная способность СМО |
|
| 5 | Относительная пропускная способность | Q = 1 |
| 6 | Среднее число станков в системе (то есть среднее число источников, находящихся в пассивном состоянии) |
|
| 7 | Средняя интенсивность входящего потока станков (заявок) |
|
| 8 | Среднее число станков, находящихся под обслуживанием |
|
| 9 | Среднее число станков, находящихся в очереди |
|
| 10 | Среднее время обслуживания одного станка |
|
| 11 | Среднее время пребывания станка в обслуживании |
|
| 12 | Среднее время ожидания заявки в очереди |
|
| 13 | Коэффициент готовности — вероятность того, что произвольный источник (станок) находится в активном состоянии |
|
| 14 | Производительность каждого станка (источника) при совершении им полезной работы в активном состоянии, изделий в мин. | l = const |
| 15 | Средняя производительность группы обслуживаемых рабочим станков |
|
| 16 | Средняя потеря производительности за счёт группы станков, находящихся в пассивном состоянии | Pt =l∙NS |



Приведенные в табл.8.8 показатели дают возможность оценки эффективности проведения мероприятий по сокращению времени занятости рабочего обслуживанием многостаночного комплекта.
Пусть требуется оценить целесообразность проведения комплекса организационно–технологических мероприятий по совершенствованию многостаночного обслуживания и синхронизации процесса обработки в соответствии с данными, приведенными в табл. 8.9.
Таблица 8.9
Исходные данные для расчета эффективности комплекса организационно–технологических мероприятий по совершенствованию многостаночного обслуживания и синхронизации процесса обработки
| Наименование показателя | Значение |
| 1 | 2 |
| Машинно-свободное время станка, минут | TМС = 25 |
| Время занятости рабочего обслуживанием одного станка при существующей организации многостаночного обслуживания, минут | Тз1 = 5 |
| Время занятости рабочего обслуживанием одного станка после совершенствования организации многостаночного обслуживания и синхронизации процесса обработки, минут | Тз2 = 4 |
| Значение коэффициента допустимой занятости рабочего с учетом типа и вида производства | КДЗ = 0,85 |
| Отчисления в фонды социальной защиты, процентов | γ = 35,6 |
| Производительность станка за 1 мин. машинно-свободного времени, единиц продукции | ŀ = 10 |
| Стоимость единицы продукции, руб. | с = 1 |
| Прибыль по базисному уровню, % от стоимости | р = 15 |
| Затраты на проведение мероприятий, отнесенные к одному станку, руб. | Н = 150000 |
| Продолжительность внедрения мероприятий, суток | N = 30 |
| Продолжительность смены, часов | ТСМ = 8 |
| Коэффициент сменности | КСМ = 2 |
| Рост заработной платы после проведения мероприятий, % | %Zp = 5 |
| Удельный вес заработной платы в структуре себестоимости, % | d = 0,2 |
| Доля условно-постоянных затрат в структуре себестоимости, % | L = 30 |
| Доля оперативного времени во времени смены, % | δ = 85 |
Необходимо сопоставить показатели обслуживания до и после проведения комплекса организационно–технологических мероприятий по совершенствованию многостаночного обслуживания и синхронизации процесса обработки; рассчитать экономию средств за счет повышения производительности труда и снижения трудоемкости производства продукции; определить время, через которое внедрение мероприятий начнет приносить прибыль.
РЕШЕНИЕ
Определим параметры многостаночного обслуживания до и после проведения комплекса организационно–технологических мероприятий в соответствии с методикой.
Интенсивность простейших потоков заявок, порождаемых каждым станком (источником заявок) до и после проведения комплекса организационно–технических мероприятий (заявок в час):

Соответственно интенсивность простейшего потока обслуживаний (обслуживаний за один час оперативного времени) составит:

Показатель нагрузки (трафик) системы до и после внедрения комплекса мероприятий соответственно равен (эрлангов):

Количество станков, обслуживаемых рабочим, определится из равенства интенсивностей потоков заявок и обслуживаний:
 (8.6)
(8.6)
Коэффициент допустимой занятости ![]() устанавливают в следующих пределах [22]:
устанавливают в следующих пределах [22]:
а) для однородных систематически выполняемых работ на автоматическом оборудовании (ткацкое и прядильное производство, станочные поточные линии) ![]()
б) неоднородные технологические операции при изменяющейся номенклатуре изготавливаемых деталей или другой продукции, выполняемые на: автоматическом оборудовании – 0,8 – 0,9; полуавтоматическом оборудовании – 0,75 – 0,85; универсальном неавтоматическом оборудовании – 0,7 – 0,8.
При неблагоприятных условиях труда значение ![]() ограничивается следующими пределами: для третьей категории тяжести труда – 0,8; четвертой категории – 0,75; пятой – 0,7.
ограничивается следующими пределами: для третьей категории тяжести труда – 0,8; четвертой категории – 0,75; пятой – 0,7.
Следовательно, при существующей организации многостаночного обслуживания рабочий может обслужить пять станков; после проведения комплекса организационно–технологических мероприятий – 6 станков, поскольку при дальнейшем увеличении нормы обслуживания будут «запланированы» простои оборудования из-за ожидания обслуживания.
Вычисление предельных вероятностей состояний системы удобно проводить в таблице (табл. 8.10) в соответствии с методикой, представленной в работе Л.Г. Лабскер и Л.О. Бабешко [13].
Сначала производим вычисления во втором столбце по формуле (i - k)!, или для нашего случая (5 - k)!, k = 0, 1, 2, ... , 5 (k — возможное число требующих обслуживания станков). Напоминаем, что 0! = 1; факториал числа k равен произведению ![]() например, 6! = 720.
например, 6! = 720.
Таблица 8.10
Предельные вероятности состояний СМО при существующей организации многостаночного обслуживания
| Значения ki случайной величины NПАС (число требующих обслуживания станков) | (i-k)! |
|
|
| pk | k∙pk |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 0 | 120 | 1 | 1 | 1 | 0,292929 | 0 |
| 1 | 24 | 5 | 0,19608 | 0,980392 | 0,287185 | 0,287185 |
| 2 | 6 | 20 | 0,03845 | 0,768935 | 0,225243 | 0,450486 |
| 3 | 2 | 60 | 0,00754 | 0,452314 | 0,132496 | 0,397488 |
| 4 | 1 | 120 | 0,00148 | 0,177378 | 0,051959 | 0,207837 |
| 5 | 1 | 120 | 0,00029 | 0,034780 | 0,010188 | 0,05094 |
|
| 3,413800 | 1 | 1,393936 | |||
|
| 0,292928 |


Вычисляются значения в столбцах 3, 4 и 5. Затем определяется сумма всех элементов столбца (5): ![]() = 3,4138003. Вероятность простоя рабочего или того, что рабочий свободен, р0 = 1/
= 3,4138003. Вероятность простоя рабочего или того, что рабочий свободен, р0 = 1/![]() = 1/3,4138003 = 0,2929287 (см. формулу в строке 2 табл. 8.8).
= 1/3,4138003 = 0,2929287 (см. формулу в строке 2 табл. 8.8).
Предельные вероятности системы pk, столбец (6), вычисляются умножением элементов столбца (5) на вероятность p0. Сумма элементов столбца (6) в соответствии с нормировочным условием должна быть равна 1 + ![]() , где
, где ![]() — ошибка округления, которая в данном случае оказалась равной нулю.
— ошибка округления, которая в данном случае оказалась равной нулю.
Значения элементов столбца (7) получаются умножением элементов столбца (1) на соответствующие элементы столбца (6).
Сумма элементов столбца (7) равна среднему числу NПАС требующих обслуживания станков (см. формулу в строке 6 табл. 8.8): NПАС = 1,393936.
Коэффициент занятости рабочего (вероятность того, что рабочий занят обслуживанием станков), равен (см. формулу в строке 3 табл. 8.8)
![]()
Значение среднего числа станков в пассивном состоянии NПАС (находящихся в обслуживании и в очереди на обслуживание) мы получили ранее, используя вычисленные предельные вероятности состояний системы. Однако значение NПАС можно получить и по более удобной для вычисления формуле, использующей из вероятностей состояний только р0:
 (станков).
(станков).
Возможное различие в значениях величины ![]() , полученных здесь и ранее, связано с ошибками округлений.
, полученных здесь и ранее, связано с ошибками округлений.
Среднее число станков в очереди на обслуживание (ожидающих обслуживания) определяем по формуле:
![]()
Среднее число обслуживаемых станков можно получить по формуле
NОБ = NПАС – NОЧ = 1 – р0 = 1 – 0,2929287 = 0,707071.
Средняя интенсивность входящего потока станков
![]() .
.
Среднее время пребывания станка в обслуживании, минут:
![]()
Среднее время ожидания станка в очереди, минут:

Средняя производительность группы обслуживаемых рабочим станков определится из формулы, приведенной в строке 13 табл. 8.8:
![]()
изделий за одну минуту, или ![]() изделия за 1 час.
изделия за 1 час.
Средняя потеря производительности за счёт группы станков, находящихся в пассивном состоянии определится из формулы, приведенной в строке 14 табл. 8.8:

Расчеты значений показателей после внедрения комплекса организационно–технических мероприятий производим, как для существующей организации многостаночного обслуживания. Для удобства сопоставления и проведения анализа сведем рассчитанные показатели эффективности в табл. 8.11.
Таблица 8.11
Показатели эффективности многостаночного обслуживания при существующей организации и после внедрения комплекса организационно–технических мероприятий
| Показатели | Значения показателей | |
| при существующей организации многостаночного обслуживания | после внедрения комплекса организационно–технических мероприятий | |
| Коэффициент занятости рабочего | 0,707071 | 0,7237665 |
| Вероятность простоя рабочего | 0,2929287 | 0,2762335 |
| Среднее число требующих обслуживания станков | 1,393936 | 1,539789 |
| Среднее время ожидания станком обслуживания |
|
|
| Среднее время пребывания станка в обслуживании |
|
|
| Средняя производительность группы обслуживаемых рабочим станков (производительность труда рабочего) |
|
|
| Средняя потеря производительности за счет группы станков, находящихся в пассивном состоянии |
| 923,8734 |
| Средняя производительность одного станка | 432,72768 | 446,0167 |
| Средняя потеря производительности одного станка | 167,27232 | 153,9833 |
Для определения последних двух показателей разделим значения средней производительности и средней потери производительности групп станков соответственно на числа станков в обслуживаемой рабочим группе.
Проведем анализ полученных показателей многостаночного обслуживания.
1. После внедрения комплекса организационно–технических мероприятий коэффициент занятости рабочего увеличится:
![]()
следовательно, занятость рабочего несколько возрастет.
2. Вероятность простоя рабочего уменьшится:
![]()
3. Увеличение среднего числа требующих обслуживания станков составит:
![]()
4. Среднее время ожидания станком обслуживания уменьшится:
![]()
5. Среднее время пребывания станка в обслуживании уменьшится:
![]()
Часовая производительность труда рабочего (средняя производительность группы обслуживаемых рабочим станков) возрастет:
![]()
6. Средняя потеря производительности группы обслуживаемых рабочим станков возрастет:
![]()
7. Часовая производительность одного станка увеличится:
![]()
8. Средняя потеря производительности одного станка уменьшится:
![]()
Полученные результаты дают возможность провести сравнительный расчет показателей эффективности многостаночного обслуживания при существующей организации, и после проведения комплекса организационно–технических мероприятий.
Объемы производства в единицу времени Qi,Тз (за 1 час сменного времени) в стоимостном выражении (или часовую производительность труда рабочего в стоимостном выражении) определим с учетом доли оперативного времени (d) во времени смены:
![]()
При существующей организации многостаночного обслуживания Q5,5 = 1839 руб./час; после проведения комплекса мероприятий Q6,4 = 2275 руб./час.
В приведенных формулах нижние индексы означают соответственно число обслуживаемых рабочим станков и время занятости рабочего обслуживанием одного станка.
Рост производительности труда рабочего (объема производства) за 1 час сменного времени в стоимостном выражении (![]() ) и в процентах (
) и в процентах (![]() ) соответственно составит:
) соответственно составит:

Снижение трудоемкости составит:

Себестоимость продукции, произведенной за 1 час сменного времени по базисному уровню, руб./час:

Экономия за счет опережения роста производительности труда по сравнению с ростом заработной платы (руб./час):

Экономия за счет условного высвобождения численности рабочих, руб./час:

Экономия за счет снижения доли условно-постоянных затрат после проведения комплекса мероприятий, руб./час:

Убытки из-за увеличения доли условно-постоянных расходов вследствие не выпуска продукции в течение реконструкции, руб./час:

Затраты на проведение комплекса мероприятий, руб.: Н∙6 = 900000.
Упущенная выгода (не получено прибыли) из-за простоя станков в течение N суток, руб.:
![]()
Величина дохода (тыс. руб.) за время τ (дней) при существующей организации многостаночного обслуживания и после внедрения комплекса мероприятий и обслуживании рабочим:
5 станков:
![]()
6 станков:
![]()
Издержки (тыс. руб.) за время τ (дней):
При обслуживании рабочим:
- пяти станков: ![]()
- шести станков:
![]()
Прибыль (тыс. руб.) за время τ (дней):
- при существующей организации многостаночного обслуживания![]()
- после внедрения комплекса организационно–технических мероприятий ![]()
Изменение дохода, издержек и прибыли после внедрения комплекса организационно–технических мероприятий с течением времени представим графически (рис.11).

![]()

Рис. 11. Изменение дохода, издержек и прибыли после внедрения комплекса организационно–технических мероприятий
Из приведенного графика следует, что доход равен издержкам (внедрение комплекса организационно–технических мероприятий начнет приносить прибыль) примерно через 80 дней. Определим это значение более точно.
Доход равен издержкам через время t1:
Для оценки целесообразности проведения мероприятий построим графики прибыли (рис. 12).
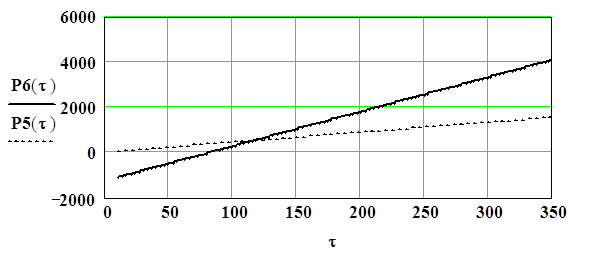
Рис. 12. Изменение прибыли при существующей организации многостаночного обслуживания и после внедрения комплекса организационно–технических мероприятий
Из полученного графика следует, что линии прибыли пересекаются примерно через 120 дней после проведения комплекса организационно–технических мероприятий. Приравняв значения прибыли и решив полученное уравнение относительно времени, получим:
Следовательно, через 116 дней после внедрения комплекса организационно–технических мероприятий предприятие получит ту же прибыль, что при существующей организации многостаночного обслуживания. Далее проведение мероприятий будет обеспечивать получение дополнительной прибыли.
Термины и понятия
| Машинное время станка | Интенсивность потока заявок |
| Свободное машинное время станка | Интенсивность потока обслуживаний |
| Цикл многостаночного обслуживания Коэффициент занятости многостаночника | Показатель нагрузки (трафик) системы массового обслуживания |
| Средневзвешенный вес детали |
1. Какое время называется свободным машинным?
2. В чем отличие понятий «машинное время станка» и «свободное машинное время станка»?
3. Какова структура времени цикла многостаночного обслуживания?
4. Какова структура времени занятости рабочего обслуживанием станка?
5. Как определяется коэффициент занятости рабочего–многостаночника?
6. Какие условия обязательны при организации многостаночного обслуживания?
7. Почему при организации многостаночного обслуживания стремятся синхронизировать работу станков?
8. Как определить время цикла многостаночного обслуживания при синхронизированной работе станков?
9. Почему не всегда удается синхронизировать работу станков?
Список рекомендуемой литературы
1. Конституция (Основной закон) Российской Федерации. М.: Известия, 1993.
2. Трудовой кодекс Российской Федерации: Федер. Закон, 30 декабря 2001г., № 197-ФЗ // Российская газета. 2001. 31 декабря.
3. Адамчук В.В., Экономика труда: Учебник / В.В. Адамчук, Ю.П. Кокин, Р.А. Яковлев; Под ред. В.В. Адамчука. М.: Финстатинформ, 1999.
4. Адамчук В.В. Экономика и социология труда: Учебник для вузов / В.В.Адамчук, О.В. Ромашов, М.Е. Сорокина. М.: ЮНИТИ, 2001.
5. Бычин В.Б. Нормирование труда: Учебник / В.Б. Бычин, С.В. Малинин;
Под ред. Ю.Г. Одегова. М.: Издательство «Экзамен», 2002.
6. Бычин В.Б. Организация и нормирование труда: Учебник для вузов / В.Б. Бычин, С.В. Малинин, Е.В. Шубенкова; Под ред. Ю. Г. Одегова. М.:
Издательство «Экзамен», 2003.
7. Владимирова Л.П. Экономика труда: Учеб. пособие. М.: Изд. дом «Дашков и К», 2000.
8. Генкин Б.М. Экономика и социология труда: Учебник для вузов. М.: Норма, Инфра, 1999.
9. Демин Н.С. Курс лекций по дисциплине «Организация и нормирование труда»: Электронный вариант. – Челябинск: УрСЭИ АТиСО, 2003.
10. Кожекин Г.Я. Организация производства: Учеб. пособие / Г.Я. Кожекин, Л.М. Синица. Мн.: ИП «Экоперспектива», 1998.
11. Колосницына М. Г. Экономика труда. М.: Магистр, 1998.
12. Куликов В.В Современная экономика труда / В.В. Куликов, Г.Э. Слезингер, А.А. Никифорова и др.; Под ред. В.В. Куликова. М.: Финстатинформ, 2001.
13. Лабскер Л.Г. Теория массового обслуживания в экономической сфере: Учеб. пособие для вузов / Л.Г. Лабскер, Л.О. Бабешко. М.: Банки и биржи, ЮНИТИ, 1998.
14. Методические рекомендации по оценке эффективности инвестиционных проектов / Авт. кол.: В.В. Косов, В.Н. Лившиц, А.Г. Шахназаров. 2-я ред. М.: Экономика, 2000.
15. Нормирование труда и профсоюзы: Учеб. Пособие / Под общей ред. И.А. Полякова. – 2-е изд., исправленное и дополненное. – М.: Профиздат, 1985.
16. Организация и нормирование труда / Под ред. проф. В.В. Адамчука. М., 1999.
17. Пашуто В.П. Организация и нормирование труда на предприятии: Учеб. пособие / В.П. Пашуто. 2-е изд., испр. и доп. Мн.: Новое знание, 2002.
18. Организация многостаночного обслуживания в условиях поточно–массового производства: Метод. указания / Составитель Сизов В.П. Челябинск, 1975.
19. Рофе А.И. Научная организация труда: Учеб. пособие для вузов. М.: МИК, 1998.
20. Рофе А.И. Экономика труда: Учебник для вузов / А.И. Рофе, В.Т. Стрейко, Б.Г. Збышко; Под ред. проф. А.И. Рофе. М.: МИК, 2000.
21. Семенов В.М. Экономика предприятия: Учебник / В.М.Семенов, И.А. Баев, С.А. Терехова и др.; Под ред. В.М.Семенова. М.: Центр экономики и маркетинга, 1998.
22. Смирнов Е. Л. Справочное пособие по НОТ.—3-е изд., доп. и перераб.—М.: Экономика, 1986.—399 с.
23. Туровец О.Г. Организация производства: Учебник для вузов / О.Г. Туровец, В.Н. Попов, В.Б. Родинов и др.; Под ред. О.Г. Туровца. М.: Экономика и финансы, 2000.
24. Управление занятостью персонала на предприятии: Монография / Бухалков М.И., Кузьмина Н.М., Бабордина О.А.— М.: «Экономика и финансы», 2003. — 208 с.
25. Фильев В.И. Нормирование труда на современном предприятии: Метод. пособие. 2-е изд., перер. и доп. М.: ЗАО «Бухгалтерский бюллетень», 1997.
26. Экономика и социология труда: Учебник / Под ред. проф. Б.Ю. Сербиновского и В. А. Чуланова. Р.-на-Д.: Феникс, 1999.
27. Экономика предприятия: Учебник / Под ред. проф. Н.А. Сафронова. М.:
Юристъ, 1998.
[1] Одним из основных нормативных документов, регулирующих нормирование труда, является Трудовой кодекс РФ (глава 22, статьи 159 – 163).
[2] Более подробно см. ст. 98 Трудового Кодекса
[3] При этом коэффициент занятости многостаночника не должен превышать допустимых значений, приведенных в табл. 7.4.
Похожие работы
... по оплате труда. В различных организациях могут устанавливаться различные тарифные сетки, отличающиеся количеством разрядов и степенью нарастания тарифных коэффициентов. С переходом на рыночные отношения произошли существенные изменения в организации заработной платы на предприятиях. Расширены права предприятий в распределении заработанных ими средств. Государство оставляет за собой только: ...
... , угольная промышленности и т.п.). В них учтены отраслевые условия производства на предприятиях данной группы, а также специфика применяемых на них форм и методов организации труда. Межотраслевые нормативы разрабатываются и используются для нормирования труда в целом ряде отраслей хозяйства (например, единые нормы на строительно-монтажные и погрузочно-разгрузочные работы, нормативы для обработки ...
... труда. За счет рациональной организации производства и труда можно удвоить объем промышленной продукции без дополнительных капитальных вложений. Оценка современного состояния нормирования труда свидетельствует также о неудовлетворительном обеспечении предприятий и учебных заведений научно - методическими и практическими пособиями, нормативными материалами. 1. Организация труда. ...
... , специалистов и других служащих - повышенные до 10% тарифные должностные оклады. Их введение осуществляется за счет экономии фонда заработной платы, полученной коммерческой организацией в результате проведения работы по нормированию труда и снижению трудоемкости при условии фактического улучшения эффективности хозяйствования и росте производительности труда 7) от 27 июня 2007 г. № 91 «Об ...
0 комментариев