Предприятие как организационная система
Виды эффекта от сокращения цикла СОНТ
Организация НИОКР
Оценка эффективности НИОКР
Техническая подготовка производства новых изделий
Технологическая подготовка производства новых изделий
Организационная подготовка производства новых изделий
Освоение выпуска новых изделий
Организация производственного процесса
Производственный цикл и его структура
Организация производственного процесса в пространстве. Производственная структура предприятия
Организация поточного и автоматизированного производства
Организация ремонтной службы предприятия
Организация энергетического хозяйства предприятия
Организация транспортного хозяйства предприятия
Организация складского хозяйства предприятия
Навигация
Организация производственного процесса в пространстве. Производственная структура предприятия
Экономика и организация производства
247153
знака
16
таблиц
29
изображений
3.4.4 Организация производственного процесса в пространстве. Производственная структура предприятия
Сочетание частей производственного процесса в пространстве обеспечивается производственной структурой предприятия. Под производственной структурой понимаются совокупность производственных единиц предприятия, входящих в его состав, а также формы взаимосвязей между ними, то есть это, по существу, – форма организации производственного процесса. В современных условиях производственный процесс может рассматриваться в двух его разновидностях:
• как процесс материального производства с конечным результатом ‑ товарной продукцией;
• как процесс проектного производства с конечным результатом ‑ научно-техническим (инновационным) продуктом.
Характер производственной структуры предприятия зависит от видов его деятельности, основными из которых являются следующие: научно-исследовательская, производственная, научно-производственная, производственно-техническая, управленческо-хозяйственная.
Приоритет соответствующих видов деятельности определяет структуру предприятия, долю научных, технических и производственных подразделений, соотношение численности рабочих, специалистов, руководителей и служащих.
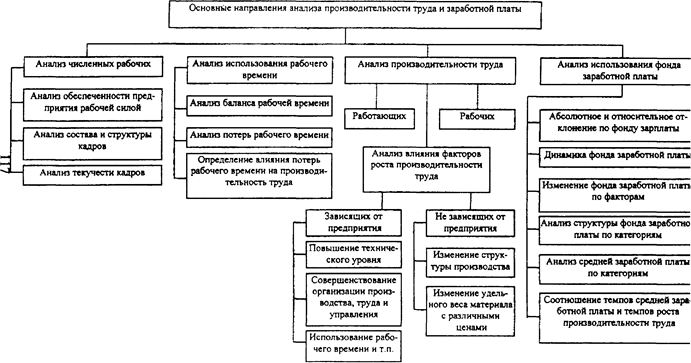
Состав подразделений предприятия, специализирующегося на производственной деятельности, определяется особенностями конструкции производимой продукции и технологии ее изготовления, масштабами производства, специализацией предприятия и сложившимися кооперированными связями. На рис. 3.17 представлена схема взаимосвязей факторов, определяющих производственную структуру предприятия.

Рисунок 3.17 Факторы, влияющие на производственную структуру предприятия
Кроме того, на производственную структуру как предприятия в целом, так и его подразделений существенное влияние оказывают различного рода требования – градостроительные, пожарной, радиационной, экологической безопасности, санитарные, гигиенические и т.п. нормы. Большое влияние на структуру предприятия оказывает и форма собственности – государственная, частная, акционерная или арендная.
В настоящее время широкое распространение получили различные формы организации предприятий; существуют малые, средние и крупные предприятия, производственная структура каждого из них обладает соответствующими особенностями.
Производственная структура малого предприятия отличается простотой. Она, как правило, имеет минимум или не имеет вовсе внутренних структурных производственных подразделений. На малых предприятиях незначителен аппарат управления, широко применяется совмещение управленческих функций.
Структура средних предприятий предполагает выделение в их составе цехов, а при бесцеховой структуре ‑ участков. Здесь уже создаются минимально необходимые для обеспечения функционирования предприятия собственные вспомогательные и обслуживающие подразделения, отделы и службы аппарата управления.
Крупные предприятия в обрабатывающей промышленности имеют в своем составе весь набор производственных, обслуживающих и управляющих подразделений.
На основе производственной структуры разрабатывается генеральный план предприятия. Под генеральным планом понимается пространственное расположение всех цехов и служб, а также транспортных путей и коммуникаций на территории предприятия. При разработке генерального плана обеспечивается прямоточность материальных потоков. Цехи должны быть расположены соответственно последовательности выполнения производственного процесса. Службы и цехи, связанные между собой, необходимо размещать в непосредственной близости.
Производственные структуры объединений в современных условиях претерпевают существенные изменения. Для производственных объединений в обрабатывающей промышленности, в частности в машиностроении, характерны следующие направления совершенствования производственных структур:
• концентрация производства однородной продукции или выполнения однотипных работ в единых специализированных подразделениях предприятия;
• углубление специализации структурных подразделений предприятий ‑ производств, цехов, филиалов;
• интеграция в единых научно-производственных комплексах работ по созданию новых видов продукции, ее освоению в производстве и организации выпуска в необходимых для потребителя количествах;
• рассредоточение производства на основе создания в составе объединения узкоспециализированных предприятий различных размеров;
• преодоление сегментации в построении производственных процессов и создание единых потоков изготовления продукции без выделения цехов, участков;
• универсализация производства, заключающаяся в выпуске разной по назначению продукции, комплектуемой из однородных по конструкции и технологии узлов и деталей, а также в организации производства сопутствующих изделий;
• широкое развитие кооперации по горизонтали между предприятиями, входящими в разные объединения, в целях сокращения издержек производства за счет увеличения масштабов выпуска однотипной продукции и полной загрузки мощностей.
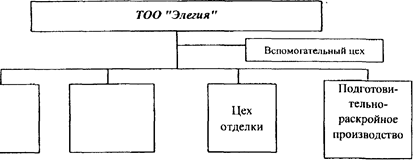
Создание и развитие крупных объединений вызвало к жизни новую форму производственной структуры, характеризуемую выделением в их составе специализированных производств оптимального размера, построенных по принципу технологической и предметной специализации. Такая структура предусматривает также максимальную концентрацию заготовительных, вспомогательных и обслуживающих процессов. Типовая структура машиностроительного производства приведена на рис. 3.18.

Рисунок 3.18 Типовая структура производства.
Вопросы и задания для обсуждения:
1. Что такое производственный процесс?
2. Назовите виды производственных процессов.
3. Что такое производственная операция? Назовите виды операций.
4. Назовите и прокомментируйте принципы организации производственных процессов.
5. Что Вы понимаете под производственным циклом?
6. Назовите элементы производственного цикла. Как определяется его структура?
7. Какие виды движения предметов труда в производственном процессе Вы знаете?
8. Как при изменении вида движения предметов труда изменяется продолжительность производственного цикла?
9. Что Вы понимаете под производственной структурой предприятия, цеха?
10. От чего зависит производственная структура предприятия?
11. Что такое генеральный план предприятия?
3.5 Типы производства и их технико-экономическая характеристика
3.5.1 Общая характеристика типов производства
Тип производства определяется комплексной характеристикой технических, организационных и экономических особенностей производства, обусловленных широтой номенклатуры, регулярностью, стабильностью и объемом выпуска продукции. Основным показателем, характеризующим тип производства, является коэффициент закрепления операций Кз. Коэффициент закрепления операций для группы рабочих мест определяется как отношение числа всех различных технологических операций, выполненных или подлежащих выполнению в течение месяца, к числу рабочих мест:
 ,----------------------------------- (3.36)
,----------------------------------- (3.36)
где КОПi ‑ число операций, выполняемых на i-м рабочем месте;
Крм ‑ количество рабочих мест на участке или в цехе.
Различают три типа производства: единичное, серийное, массовое.
Единичное производство характеризуется малым объемом выпуска одинаковых изделий, повторное изготовление и ремонт которых, как правило, не предусматриваются. Коэффициент закрепления операций для единичного производства обычно выше 40.
Серийное производство характеризуется изготовлением или ремонтом изделий периодически повторяющимися партиями. В зависимости от количества изделий в партии или серии и значения коэффициента закрепления операций различают мелкосерийное, среднесерийное и крупносерийное производство.
Для мелкосерийного производства коэффициент закрепления операций от 21 до 40 (включительно), для среднесерийного производства ‑ от 11 до 20 (включительно), для крупносерийного производства ‑ от 1 до 10 (включительно).
Массовое производство характеризуется большим объемом выпуска изделий, непрерывно изготовляемых или ремонтируемых продолжительное время, в течение которого на большинстве рабочих мест выполняется одна рабочая операция. Коэффициент закрепления операций для массового производства принимается равным 1.
Рассмотрим технико-экономические характеристики каждого из типов производства.
Единичное и близкое к нему мелкосерийное производства характеризуются изготовлением деталей большой номенклатуры на рабочих местах, не имеющих определенной специализации. Это производство должно быть достаточно гибким и приспособленным к выполнению различных производственных заказов.
Технологические процессы в условиях единичного производства разрабатываются укрупнено в виде маршрутных карт на обработку деталей по каждому заказу; участки оснащаются универсальным оборудованием и оснасткой, обеспечивающей изготовление деталей широкой номенклатуры. Большое разнообразие работ, которые приходится выполнять многим рабочим, требует от них различных профессиональных навыков, поэтому на операциях используются рабочие-универсалы высокой квалификации. На многих участках, особенно в опытном производстве, практикуется совмещение профессий.
Организация производства в условиях единичного производства имеет свои особенности. Ввиду разнообразия деталей, порядка и способов их обработки производственные участки строятся по технологическому принципу с расстановкой оборудования по однородным группам. При такой организации производства детали в процессе изготовления проходят через различные участки. Поэтому при передаче их на каждую последующую операцию (участок) необходимо тщательно проработать вопросы контроля качества обработки, транспортирования, определения рабочих мест для выполнения следующей операции. Особенности оперативного планирования и управления заключаются в своевременных комплектации и выполнении заказов, контроле за продвижением каждой детали по операциям, обеспечении планомерной загрузки участков и рабочих мест. Большие сложности возникают в организации материально-технического снабжения. Широкая номенклатура изготовляемой продукции, применение укрупненных норм расхода материалов создают трудности в бесперебойном снабжении, из-за чего на предприятиях накапливаются большие запасы материалов, а это ведет, в свою очередь, к омертвлению оборотных средств.
Особенности организации единичного производства сказываются на экономических показателях. Для предприятий с преобладанием единичного типа производства характерны относительно высокая трудоемкость изделий и большой объем незавершенного производства вследствие длительного пролеживания деталей между операциями. Структура себестоимости изделий отличается высокой долей затрат на заработную плату. Эта доля, как правило, составляет 20-25 %.
Основные возможности улучшения технико-экономических показателей единичного производства связаны с приближением его по технико-организационному уровню к серийному. Применение серийных методов производства возможно при сужении номенклатуры изготовляемых деталей общемашиностроительного применения, унификации деталей и узлов, что позволяет перейти к организации предметных участков; расширении конструктивной преемственности для увеличения партий запуска деталей; группировании близких по конструкции и порядку изготовления деталей для сокращения времени на подготовку производства и улучшения использования оборудования.
Серийное производство характеризуется изготовлением ограниченной номенклатуры деталей партиями, повторяющимися через определенные промежутки времени. Это позволяет использовать наряду с универсальным специальное оборудование. При проектировании технологических процессов предусматривают порядок выполнения и оснастку каждой операции.
Для организации серийного производства характерны следующие черты. Цехи, как правило, имеют в своем составе предметно-замкнутые участки, оборудование на которых расставляется по ходу типового технологического процесса. В результате возникают сравнительно простые связи между рабочими местами и создаются предпосылки для организации прямоточного перемещения деталей в процессе их изготовления.
Предметная специализация участков делает целесообразной обработку партии деталей параллельно на нескольких станках, выполняющих следующие друг за другом операции. Как только на предыдущей операции заканчивается обработка нескольких первых деталей, они передаются на следующую операцию до окончания обработки всей партии. Таким образом, в условиях серийного производства становится возможной параллельно-последовательная организация производственного процесса. Это его отличительная особенность.
Применение той или иной формы организации в условиях серийного производства зависит от трудоемкости и объема выпуска закрепленных за участком изделий. Так, крупные, трудоемкие детали, изготовляемые в большом количестве и имеющие сходный технологический процесс, закрепляют за одним участком с организацией на нем переменно-поточного производства. Детали средних размеров, многооперационные и менее трудоемкие объединяют в партии. Если запуск их в производство регулярно повторяется, организуются участки групповой обработки. Мелкие, малотрудоемкие детали, например нормализованные шпильки, болты, закрепляют за одним специализированным участком. В этом случае возможна организация прямоточного производства.
Для предприятий серийного производства характерны значительно меньшие, чем в единичном, трудоемкость и себестоимость изготовления изделий. В серийном производстве, по сравнению с единичным, изделия обрабатываются с меньшими перерывами, что снижает объемы незавершенного производства.
С точки зрения организации основным резервом роста производительности труда в серийном производстве является внедрение методов поточного производства.
Массовое производство отличается наибольшей специализацией и характеризуется изготовлением ограниченной номенклатуры деталей в больших количествах. Цехи массового производства оснащаются наиболее совершенным оборудованием, позволяющим почти полностью автоматизировать изготовление деталей. Большое распространение получили здесь автоматические поточные линии. Технологические процессы механической обработки разрабатывается более тщательно, по переходам. За каждым станком закрепляется относительно небольшое количество операций, что обеспечивает наиболее полную загрузку рабочих мест. Оборудование располагается цепочкой по ходу технологического процесса отдельных деталей. Рабочие специализируются на выполнении одной-двух операций. Детали с операции на операцию передаются поштучно. В условиях массового производства возрастает значение организации межоперационной транспортировки, технического обслуживания рабочих мест. Постоянный контроль за состоянием режущего инструмента, приспособлений, оборудования ‑ одно из условий обеспечения непрерывности процесса производства, без которого неизбежно нарушается ритмичность работы на участках и в цехах.
Необходимость поддержания заданного ритма во всех звеньях производства становится отличительной особенностью организации процессов при массовом производстве.
Массовое производство обеспечивает наиболее полное использование оборудования, высокий общий уровень производительности труда, самую низкую себестоимость изготовления продукции. В табл. 3.10 представлены данные по сравнительной характеристике различных типов производства.
Таблица 3.10 | |||
| Характеристика типов производства | |||
| Сравниваемые признаки | Тип производства | ||
| Единичное | Серийное | Массовое | |
| Номенклатура и объем выпуска | Неограниченная номенклатура деталей, изготовляемых по заказу | Широкая номенклатура деталей изготовляемых партиями | Ограниченная номенклатура деталей изготовляемых в большом количестве |
| Повторяемость выпуска | Отсутствует | Периодическая | Постоянная |
| Применяемое оборудование | Универсальное | Универсальное, частично специальное | В основном специальное |
| Закрепление операций за станками | Отсутствует | Устанавливается Ограниченное число деталеопераций | Одна ‑ две операции на станок |
| Расположение оборудования | По группам однородных станков | По группам для обработки конструктивно и технологически однородных деталей | По ходу технологического процесса обработки деталей |
| Передача предметов труда с операции на операцию | Последовательная | Параллельно-последовательная | Параллельная |
| Форма организации производственного процесса | Технологическая | Предметная, групповая, гибкая предметная | Прямолинейная |
Необходимо отметить, что деление на типы производства часто носит условный характер, так как на предприятиях единичного производства можно встретить участки и даже цехи с массовым или серийным типом производства и наоборот на предприятиях массового производства – участки и цехи с единичным или серийным типом производства. Поэтому тип производства предприятия определяется по типу производства ведущего цеха, а тип производства цеха – по типу производства ведущего участка.
Похожие работы
... наиболее распространено в нашей стране. Мясо-молочное направление характеризуется производством в основном говядины и частично молока. В структуре стада на долю коров приходится 35-40%. Мясное скотоводство предусматривает в основном производство мяса. Доля коров в стаде 35-40%. В молочном и молочно-мясном скотоводстве используют стойловую, стойлово-пастбищную и стойлово-лагерную системы ...
... развитие специализированных хозяйств по производству молока, как сырьевой базы перерабатывающих предприятий; поддержание уровня рентабельности реализуемого молока, обеспечивающего инвестиции для расширенного производства молока и молочной продукции; организация молока у населения области. За счет реализации программных мероприятий планируется достижение роста производства молока к 2012 году на ...
... процесса производства. Величина оборотных средств, занятых в сфере обращения зависит от условий реализации продукции, системы товароведения, уровня организации маркетинга и сбыта продукции. Назначение производственных фондов – производство продукции для ее последующей реализации и получения прибыли. Эффективность использования оборотных средств измеряется показателями их оборачиваемости. Под ...

... связаны с 1) внедрением новых видов услуг; 2) внедрением прогрессивных форм обслуживания; 3) улучшением качества использования услуг и культуры обслуживания населения; 4) совершенствованием организации производства и управления; 5) расширением сети БОН; 6) внедрением НОТ на основе комплексного проектирования трудовых процессов; 7) совершенствованием форм организации производства на основе ...
0 комментариев