Предприятие как организационная система
Виды эффекта от сокращения цикла СОНТ
Организация НИОКР
Оценка эффективности НИОКР
Техническая подготовка производства новых изделий
Технологическая подготовка производства новых изделий
Организационная подготовка производства новых изделий
Освоение выпуска новых изделий
Организация производственного процесса
Производственный цикл и его структура
Организация производственного процесса в пространстве. Производственная структура предприятия
Организация поточного и автоматизированного производства
Организация ремонтной службы предприятия
Организация энергетического хозяйства предприятия
Организация транспортного хозяйства предприятия
Организация складского хозяйства предприятия
Навигация
Производственный цикл и его структура
Экономика и организация производства
247153
знака
16
таблиц
29
изображений
3.4.2 Производственный цикл и его структура
Для обеспечения рационального взаимодействия всех элементов производственного процесса и упорядочения выполняемых работ во времени и в пространстве необходимо формирование производственного цикла изделия.
Производственным циклом называется комплекс определенных образом организованных во времени основных, вспомогательных и обслуживающих процессов, необходимых для изготовления определенного вида продукции. Важнейшей характеристикой производственного цикла является его длительность.
Длительность производственного цикла ‑ это календарный период времени, в течение которого материал, заготовка или другой обрабатываемый предмет проходит все операции производственного процесса или определенной его части и превращается в готовую продукцию. Длительность цикла выражается в календарных дняхили часах. Структура производственного цикла – это удельный вес отдельных его элементов в общей длительности производственного цикла. Состав элементов производственного цикла представлен на рис. 3.12.
Верхний уровень структуризации производственного цикла – это деление его на время рабочего периода и время перерывов. В течение рабочего периода выполняются собственно технологические операции и работы подготовительно-заключительного характера. К рабочему периоду относятся также продолжительность контрольных и транспортные операций и время естественных процессов. Время перерывов обусловлено режимом труда, межоперационным пролеживанием деталей и недостатками в организации труда и производства.
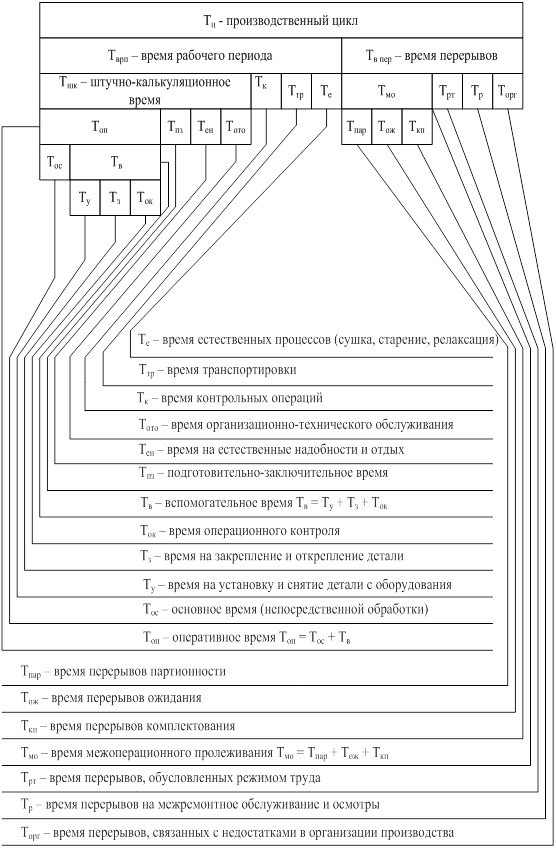
Рисунок 3.12 Состав элементов производственного цикла
Время межоперационного пролеживания определяется перерывами партионности, ожидания и комплектования. Перерывы партионности возникают при изготовлении изделий партиями и обусловлены тем, что обработанные изделия пролеживают, пока вся партия не пройдет через данную операцию. При этом исходят из того, что производственной партией называется группа изделий одного и того же наименования и типоразмера, запускаемых в производство в течение определенного времени при одном и том же подготовительно-заключительном периоде. Перерывы ожидания вызываются несогласованной длительностью двух смежных операций технологического процесса, а перерывы комплектования ‑ необходимостью ожидания того времени, когда будут изготовлены все заготовки, детали или сборочные единицы, входящие в один комплект изделий. Перерывы комплектования возникают при переходе от одной стадии производственного процесса к другой.
Операционный цикл ‑ это продолжительность законченной части технологического процесса, выполняемой на одном рабочем месте.
Необходимо различать производственный цикл отдельных деталей и цикл изготовления сборочной единицы или изделия в целом. Производственный цикл детали обычно называют простым, а изделия или сборочной единицы ‑ сложным.
Сокращение операционных и производственного цикла является одним из ведущих направлений организации производства, так как ведет к улучшению как частных, так и общих технико-экономических характеристик производства продукции – от снижения трудоемкости деталей и изделий, перерывов в работе на рабочих местах до снижения объемов незавершенного производства и себестоимости выпускаемой продукции.
3.4.3 Организация производственного процесса во времени
Цикл может быть одно- и многооперационным. Длительность цикла многооперационного процесса зависит от способа передачи деталей с операции на операцию. Существуют три вида движения предметов труда в процессе их изготовления: последовательный, параллельный и параллельно-последовательный. При последовательном виде движения вся партия деталей передается на последующую операцию после окончания обработки всех деталей на предыдущей операции. Достоинствами этого метода являются отсутствие перерывов в работе оборудования и рабочего каждой операции, возможность их высокой загрузки в течение смены. Но производственный цикл при такой организации работ является наибольшим, что отрицательно сказывается на технико-экономических показателях деятельности цеха, предприятия. При параллельном виде движения детали передаются на следующую операцию транспортной партией сразу после окончания ее обработки на предыдущей операции. В этом случае обеспечивается наиболее короткий цикл. Но возможности применения параллельного вида движения ограничены, так как обязательным условием его реализации является равенство или кратность продолжительности выполнения операций. В противном случае неизбежны перерывы в работе оборудования и рабочих. При параллельно-последовательном виде движения деталей с операции на операцию они передаются транспортными партиями или поштучно. При этом происходит частичное совмещение времени выполнения смежных операций, а вся партия обрабатывается на каждой операции без перерывов. Рабочие и оборудование работают без перерывов. Производственный цикл имеет большую величину по сравнению с параллельным, но короче, чем при последовательном движении предметов труда.
Расчет цикла простого производственного процесса. Операционный производственный цикл партии деталей при последовательном виде движения рассчитывается так:
 , (3.28)
, (3.28)
где п ‑ количество деталей в производственной партии, шт.; rоп ‑ число операций технологического процесса; tштi ‑ норма времени на выполнение каждой операции, мин; Cрмi‑ количество рабочих мест, занятых изготовлением партии деталей на каждой операции.
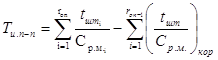
Схема последовательного вида движения представлена на рис. 3.13.
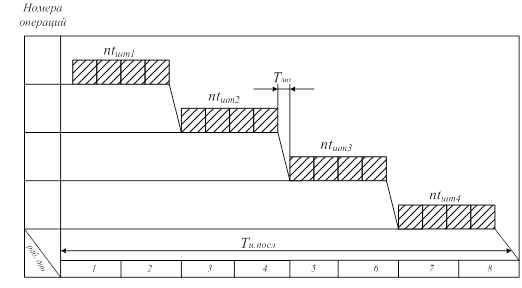
Рисунок 3.13 Последовательный вид движения деталей
Формула для расчета длительности операционного цикла при параллельном виде движения:
 , (3.29)
, (3.29)
где  ‑ время выполнения операции, самой продолжительной в технологическом процессе, мин.
‑ время выполнения операции, самой продолжительной в технологическом процессе, мин.
График движения партии деталей при параллельном движении приведен на рис. 3.14.
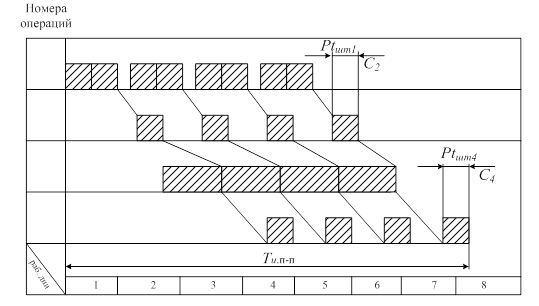
Рисунок 3.14 Параллельный вид движения деталей
При параллельно-последовательном виде движения происходит частичное совмещение во времени выполнения смежных операций. Существует два вида сочетания смежных операций во времени. Если время выполнения последующей операции больше времени выполнения предыдущей операции, то можно применять параллельный вид движения деталей. Если время выполнения последующей операции меньше времени выполнения предыдущей, то приемлем параллельно-последовательный вид движения с максимально возможным совмещением во времени выполнения обеих операций. Максимально совмещенные операции при этом отличаются друг от друга на время изготовления последней детали (или последней транспортной партии) на последующей операции.
Схема параллельно-последовательного вида движения приведена на рис. 3.15 В данном случае операционный цикл будет меньше, чем при последовательном виде движения, на величину совмещения каждой смежной пары операций: первая и вторая операции ‑ АВ ‑ (3 ‑ 1) tшт2; вторая и третья операции ‑ ВГ = А'Б' ‑ (3 ‑ 1) tшт3; третья и четвертая операции ‑ ДЕ ‑ (3 ‑ 1) tшт4 (где tшт3 и tшт4 имеют более короткое время tшт.кор из каждой пары операций).
Формулы для расчета:
При выполнении операций на параллельных рабочих местах:
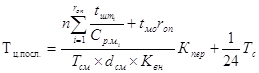
 , (3.30)
, (3.30)
При передаче изделий транспортными партиями:
![]()
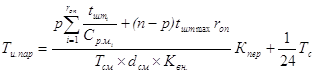
 , (3.31)
, (3.31)
где.  ‑ время на выполнение наиболее короткой операции.
‑ время на выполнение наиболее короткой операции.
Рисунок 3.15 Параллельно-последовательный вид движения деталей
Производственный цикл изготовления партии деталей включает не только операционный цикл, но и естественные процессы и перерывы, связанные с режимом работы, и другие составляющие. В этом случае длительность цикла для рассмотренных видов движения определяется по формулам:
 , (3.32)
, (3.32)
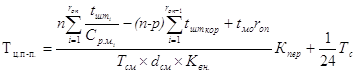
 , (3.33)
, (3.33)
 , (3.34)
, (3.34)
где rоп ‑ количество технологических операций; Ср.м. ‑ количество параллельных рабочих мест, занятых изготовлением партии деталей на каждой операции; tмо ‑ время межоперационного пролеживания между двумя операциями, ч; Тсм ‑ длительность одной рабочей смены, ч; dсм ‑ число смен; Кв.н ‑ планируемый коэффициент выполнения норм на операциях; Кпер ‑ коэффициент перевода рабочего времени в календарное; Те ‑ длительность естественных процессов.
Расчет длительности цикла сложного процесса
Производственный цикл изделия включает циклы изготовления деталей, сборки узлов и готовых изделий, испытательных операций. При этом принято считать, что различные детали изготавливаются![]() одновременно. Поэтому в производственный цикл изделия включается цикл наиболее трудоемкой (ведущей) детали из числа тех, которые подаются на первые операции сборочного цеха. Длительность производственного цикла изделия (Тцп) может быть рассчитана по формуле:
одновременно. Поэтому в производственный цикл изделия включается цикл наиболее трудоемкой (ведущей) детали из числа тех, которые подаются на первые операции сборочного цеха. Длительность производственного цикла изделия (Тцп) может быть рассчитана по формуле:
Тц.п.=Тц.д.+Тц.б , (3.35)
где Тц.д ‑ длительность производственного цикла изготовления ведущей детали, календ. дн.;
Тц.б ‑ длительность производственного цикла сборочных и испытательных работ, календ. дн.
Для определения длительности цикла сложного производственного процесса может быть использован графический метод. Для этого составляется цикловой график. Предварительно устанавливаются производственные циклы простых процессов, входящих в сложный. По цикловому графику анализируется срок опережения одних процессов другими и определяется общая продолжительность цикла сложного процесса производства изделия или партии изделий как наибольшая сумма циклов связанных между собой простых процессов и межоперационных перерывов. На рис. 3.16 приведен цикловой график сложного процесса. На графике справа налево в масштабе времени откладываются циклы частичных процессов, начиная от испытаний и кончая изготовлением деталей.
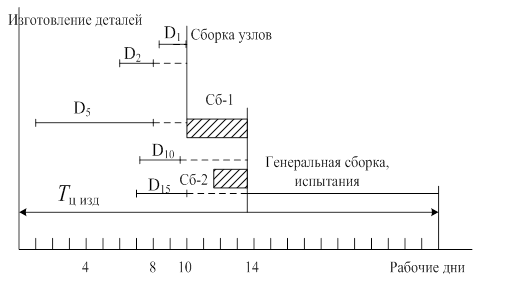
Рисунок 3.16 Цикловой график сложного производственного процесса.
Похожие работы
... наиболее распространено в нашей стране. Мясо-молочное направление характеризуется производством в основном говядины и частично молока. В структуре стада на долю коров приходится 35-40%. Мясное скотоводство предусматривает в основном производство мяса. Доля коров в стаде 35-40%. В молочном и молочно-мясном скотоводстве используют стойловую, стойлово-пастбищную и стойлово-лагерную системы ...
... развитие специализированных хозяйств по производству молока, как сырьевой базы перерабатывающих предприятий; поддержание уровня рентабельности реализуемого молока, обеспечивающего инвестиции для расширенного производства молока и молочной продукции; организация молока у населения области. За счет реализации программных мероприятий планируется достижение роста производства молока к 2012 году на ...
... процесса производства. Величина оборотных средств, занятых в сфере обращения зависит от условий реализации продукции, системы товароведения, уровня организации маркетинга и сбыта продукции. Назначение производственных фондов – производство продукции для ее последующей реализации и получения прибыли. Эффективность использования оборотных средств измеряется показателями их оборачиваемости. Под ...

... связаны с 1) внедрением новых видов услуг; 2) внедрением прогрессивных форм обслуживания; 3) улучшением качества использования услуг и культуры обслуживания населения; 4) совершенствованием организации производства и управления; 5) расширением сети БОН; 6) внедрением НОТ на основе комплексного проектирования трудовых процессов; 7) совершенствованием форм организации производства на основе ...
0 комментариев