Навигация
Основные понятия и определения
39038
знаков
0
таблиц
8
изображений
1.1 Основные понятия и определения
Производственным процессом в машиностроении называют совокупность действий, необходимых для выпуска готовых изделий. В основу производственного процесса положен технологический процесс изготовления изделий, во время которого происходит изменение качественного состояния объекта производства. Для обеспечения бесперебойного выполнения технологического процесса изготовления изделия необходимы еще и вспомогательные процессы
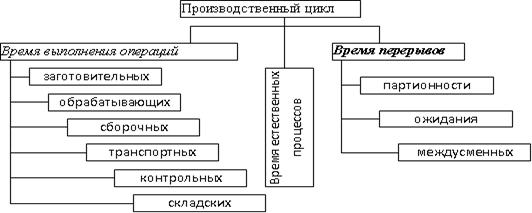
Основные этапы производственного процесса:
· получение и складирование заготовок;
· доставка заготовок к рабочим позициям;
· различные виды механической обработки;
· перемещение полуфабрикатов между рабочими позициями;
· контроль качества;
· хранение на складах;
· сборка изделий;
· испытание, регулировка;
· окраска, отделка, упаковка и отправка.
Различные этапы производственного процесса на машиностроительном заводе могут выполняться в отделочных цехах или в одном цехе.
В соответствии с ГОСТ 26229 гибкая производственная система (ГПС) (гибкое автоматизированное производство - ГАП) - совокупность в разных сочетаниях оборудования с ЧПУ, роботизированных технологических комплексов, гибких производственных модулей, отдельных единиц технологического оборудования и систем обеспечения их функционирования в автоматическом режиме в течение заданного интервала времени, обладающая свойством автоматизированной переналадки при производстве изделий произвольной номенклатуры в установленных пределах значений их характеристик.
Периоды развития ГАП:
1 период - 60-70 годы - разработка и проверка базисных принципов создания;
2 период - 80 годы - разработка и создание элементной техники и технологии;
3 период - 90 годы - разработка и создание системы комплексов ГП.
Наибольшее распространение получили ГАП в механообработке. Здесь сформировались типичные структуры - модули, объединяемые в линии или участки с помощью транспортно-складских систем. Состав модуля включает:
· обрабатывающий центр;
· накопитель палет или кассет и средства ЧПУ.
Сравнительные данные по использованию ГАП в различных технологиях:
- металлообработка резанием - 50 %;
- металлообработка формовкой - 21 %;
- сварка - 12 %;
- сборка - 5 %;
- остальные технологии - 12 %.
Сложнее всего происходит внедрение ГАП в сборочные производство, это связано:
- со сложностью и разнообразием объектов сборки и необходимой для этой сборки оснастки;
- коротким циклом операций сборки;
- нежесткостью или упругостью деталей;
- необходимостью в настройке, подгонке и учете малых допусков в сочленении деталей.
В сборочных ГАП центральным компонентом являются роботы с развитой сенсорикой и высоким уровнем машинного интеллекта, что влияет на увеличение уровня затрат при создании ГАП сборки. Поскольку роботы с интеллектуальными средствами управления еще не получили широкого распространения, то приходится резко повышать затраты на периферийное оборудование и оснастку, создавая условия для применения более простых роботов. При этом стоимость оснастки и периферии составляет до 70 % от общей стоимости сборочного модуля. Далее будут более подробно рассмотрены экономические и социальные аспекты использования роботов. Однако, ГАП не является эффективным для любых типов производств.
В настоящее время роботы в основном применяются при операциях транспортирования, сборки, обслуживания обрабатывающего оборудования, сварки и контроля. С точки зрения вычислительной нагрузки на управляющую ЭВМ производственные операции можно подразделить на два вида:
· информационно простые операции, к ним относятся операции переноса большого числа предметов или тяжелых предметов;
· информационно сложные операции (сборки и контроля).
Основным направлением совершенствования роботов является развитие применения микро-ЭВМ с 8, 16 и 32-разрядными микропроцессорами, развитыми операционными системами и задачеориентированными языками программирования высокого уровня. Перспективным направлением является использование аналоговых микропроцессоров, т.е. больших интегральных схем, где в одном кристалле реализованы как цифровые элементы - микропроцессор, так и цифро-аналоговые и аналого-цифровые преобразователи, схемы управления периферийными устройствами.
Для реализации высоконадежных систем управления роботами все больше находят применение адаптивные микропроцессоры с БИС, т.к. в этих устройствах имеются резервные узлы, средства диагностики отказов и самовосстановления, реализующие адаптивные внутренние связи, способствующие увеличению надежности роботоориентированных вычислительных устройств до показателей, отвечающих производственным требованиям.
1.2 Классификация производственных систем
Изучение современного производства, разработок и проектов показывает, что спектр решений гибких производственных систем простирается от производственных модулей на базе одного станка с ЧПУ до объединенных компьютером производственных участков и цехов.
Основными классификационными признаками ГАП являются:
· масштабность структуры;
· сфера использования (по группам отраслевых производств, видам работ, массе и габаритам продукции);
· технический уровень (гибкость, степень автоматизации, рост производительности).
По масштабности ГАП разделяется:
Гибкий производственный модуль (ГПМ)
Единица технологического оборудования для производства изделий произвольной номенклатуры в установленных пределах значений их характеристик с программным управлением, автономно функционирующая, автоматически осуществляющая все функции, связанные с их изготовлением, имеющая возможность встраивания в гибкую производственную систему.
Гибкая производственная система (ГПС)
Совокупность в разных сочетаниях оборудования с ЧПУ, роботизированных технологических комплексов, гибких производственных модулей, отдельных единиц технологического оборудования и систем обеспечения их функционирования в автоматическом режиме в течение указанного интервала времени, обладающая свойством автоматизированной переналадки при производстве изделий произвольной номенклатуры в установленных пределах значений их характеристик.
Гибкая автоматизированная линия (ГАЛ)
Гибкая производственная система, в которой технологическое оборудование расположено в принятой последовательности технологических операций.
Гибкий автоматизированный участок (ГАУ)
Гибкая производственная система, функционирующая по технологическому маршруту, в котором предусмотрена возможность изменения последовательности использования технологического оборудования.
Гибкий автоматизированный цех (ГАЦ)
Гибкая производственная система, представляющая собой в различных сочетаниях совокупность гибких автоматизированных линий, роботизированных технологических комплексов, гибких автоматизированных участков, роботизированных технологических участков для изготовления изделий заданной номенклатуры.
Гибкий автоматизированный завод (ГАЗ)
Гибкая производственная система, представляющая собой совокупность ГАЦ.
По степеням автоматизации ГПС подразделяются на гибкие производственные комплексы (ГПК) и гибкие автоматизированные производства (ГАП).
ГПК определяется как ГПС, состоящая из нескольких ГПМ, объединенных автоматизированной системой управления и автоматизированной транспортно-складской системой, автономно функционирующая в течение заданного интервала времени и имеющая возможность встраивания в систему более высокой системы автоматизации.
ГАП представляет собой ГПС, состоящую из одного или нескольких ГПК, объединенных автоматизированной системой управления и транспортно-складской системой.
Роботизированный технологический комплекс (РТК)
Совокупность единицы технологического оборудования, промышленного робота и средств оснащения, автономно функционирующая и осуществляющая многократные циклы. РТК, предназначенные для работы в ГПС, должны иметь автоматизированную переналадку и возможность встраивания в систему. Средствами оснащения РТК могут быть: устройства накопления, ориентации, поштучной выдачи объектов производства и другие средства, обеспечивающие функционирование РТК.
Система обеспечения функционирования ГПС.
Совокупность в общем случае взаимосвязанных автоматизированных систем, обеспечивающих проектирование изделий, технологическую подготовку их производства, управление гибкой производственной системой при помощи ЭВМ и автоматическое перемещение предметов производства и технологической оснастки.
В общем случае в систему обеспечения функционирования ГПС входят:
- автоматизированная транспортно-складская система (АТСС);
- автоматизированная система инструментального обеспечения (АСИО);
- система автоматизированного контроля (САК);
- автоматизированная система удаления отходов (АСУО);
- автоматизированная система управления технологическими процессами (АСУ ТП);
- автоматизированная система научных исследований (АСНИ);
- система автоматизированного проектирования (САПР);
- автоматизированная система технологической подготовки производства (АС ТПП);
- автоматизированная система управления (АСУ) и т.д.
- Автоматизированная транспортно-складская система (АТСС).
По гибкости ГПС делятся на системы:
а) высокой гибкости у которых номенклатура продукции, приведенная на один обрабатывающий модуль, превышает 100 наименований. Затраты времени на переналадку для обработки новой детали в пределах группы не более 10% полезного фонда времени работы.
б) средней гибкости – номенклатура продукции, приведенная на один модуль, 20 – 100 наименований. Затраты времени на переналадку – 20 %.
в) малой гибкости – номенклатура – до 20 наименований; затраты времени на переналадку более 20 %.
По степени автоматизации ГПС делятся на системы:
а) высокой (высшей) степени – автоматическое управление и трехсменный режим работы;
б) средней степени – непрерывное автоматизированное управление при многостаночном обслуживании с коэффициентом многостаночности более 2.
в) малой степени – коэффициент многостаночности не более 2.
Похожие работы
... мероприятия по обеспечению однородности выпускаемой продукции. Все эти мероприятия можно объединить в четыре группы: 1. совершенствование технологии производства; 2. автоматизация производства; 3. технологические (тренировочные) прогоны; 4. статистическое регулирование качества продукции. 2.10. Проектирование технологических процессов с использованием средств ...


... , комплексными или локальными; стратегическими, тактическими (как правило, годовыми) или оперативными. Распространенными методами организации работ по планированию являются сетевые методы и построение оперограмм. Рассмотрим кратко эти методы. Сетевое планирование и управление (СПУ) — это графоаналитический метод управления процессами создания (проектирования) любых систем. Сетевой график — ...
... станы, турбины и т. д.), специальной оснастки, в опытном производстве, при выполнении отдельных видов ремонтных работ и т. п. Отличительными особенностями индивидуального метода организации производства являются: неповторяемость номенклатуры изделий в течение года; использование универсального оборудования и специальной оснастки; расположение оборудования по однотипным группам; разработка ...
... и контроля. Обслуживание ковочных агрегатов с программным управлением (гидравлического пресса, ковочного автоматического манипулятора) для автоматизации ковки деталей с вытянутой осью (круглого, квадратного и прямоугольного сечений) массой 0,4—2,0 т. 2 Гибкие производственные модули (ГПМ) 2.1 Общее представление о гибких производственных модулях Гибкие производственные модули (ГПМ), ...
0 комментариев