Патентный поиск и обоснование темы дипломного проекта
Разработка схемы электрической принципиальной
Конструирование блока
Определяем минимальное расстояние между проводником и контактной площадкой
Разработка системы автоматизации
Расчет экономического эффекта
Расчет защитного заземления электроустановок
Навигация
Разработка системы автоматизации
Блок автоматизированного управления связью
115025
знаков
20
таблиц
5
изображений
4.4 Разработка системы автоматизации
Автоматизация производства РЭС – комплекс мероприятий по разработке прогрессивных технологических процессов и проектированию на их основе высокопроизводительного автоматизированного технологического оборудования, осуществляющего рабочие и вспомогательные процессы без непосредственного участия человека.
Цель автоматизации производства РЭС – повышение производительности труда, улучшение качества продукции, экономия материальных ресурсов, рост коэффициента использования оборудования, улучшение условий труда и безопасности работы, повышение оперативности управления объектом и технологического уровня производства.
Основные направления автоматизации основного производства РЭС реализуются по типовым технологическим процессам: автоматизация заготовительных процессов, вспомогательных операций (настроечно-регулировочных, конторльно-проверочных); автоматизация инструментального производства, погрузочно-разгрузочных, транспортно-складских работ.
Автоматизация процессов производства РЭС происходит в три этапа :
— создание и внедрение автоматов (автоматизируются рабочие циклы отдельных операций);
— создание и внедрение автоматических линий (автоматизируются отдельные классы ТП на основе организации системы автоматов);
— создание и внедрение автоматических комплексов (автоматизируются цеха и заводы).
Но следует отметить, что применение автоматизации технологических процессов производства РЭС является рентабельным лишь в условиях массового производства. Это происходит по тому, что при производстве единицы продукции закупка дорогостоящих автоматических и автоматизированных линий попросту не окупится. Такое производство заранее обречено на вымирание.
В дипломном проекте рассматривается производство блока автоматизированного управления связью. Данное изделие разрабатывается и производится в ТНИИР «ЭФИР». Спецификой данного производства является то, что изделие производится единицами в год. Поэтому о применении, каких либо систем автоматизации речь не идет в принципе, из-за экономической не рентабельности.
Рассмотрим случай, когда данный блок автоматизированного управления связью взят для массового производства. В данном случае можно рассматривать вопрос о применении автоматизации.
Рассмотрим установку для присоединения выводов с применением ультразвуковой сварки с продольно поперечными колебаниями. Схема установки приведена на рисунке 4.1.
Ультразвуковая микросварка – это соединение металлов в твердом состоянии путем возбуждения в свариваемых деталях упругих колебаний ультразвуковой частоты при одновременном создании давления.
Преимуществами такой микросварки являются отсутствие нагрева свариваемых деталей; малое время сварки; возможность сварки разнородных и трудно свариваемых материалов.
Механизм образования соединения между поверхностями контактируемых компонентов при ультразвуковой сварке определяется следующими факторами:
– пластической деформацией, которая под действие ультразвуковых колебаний ускоряется;
– повышением температуры, происходящим в зоне контакта двух соединяемых тел при поглощении ультразвуковой энергии в результате трения;
– удалением органических пленок, поверхностных окислов в результате действия ультразвуковых колебаний и пластической деформации из зоны контакта;
– в зоне контакта материалов – распределением твердого вещества в результате вязкого трения, вызванного действием объемной самодиффузии и сил поверхностного натяжения.
На конкретном примере рассмотрим ультразвуковую микросварку с постоянным дополнительным подогревом. Такой вид сварки применяется для присоединения выводов к кремниевым мезаструктурам; p-n-переход в них получен диффузией алюминия и располагается на глубине 150 мкм. Малое сопротивление омического контакта в таких структурах достигается высоким легированием поверхностных областей. Допускается возможное проплавление слоя кремния толщиной до 20 мкм, так как слой высоколегированного кремния составляет 25-40мкм.
Присоединяемый вывод представляет собой серебряную ленту, которая гальванически покрыта слоем никеля толщиной 2–5 мкм, а затем слоем золота толщиной 8-10 мкм. Серебро обладает высокой теплопроводностью и вследствие своей пластичности исключает возникновение высоких механических напряжений в контакте с кремнием. Никелевая прослойка препятствует проникновению серебра в сплав золота с кремнием, что повело бы к уменьшению прочности сплава.
Присоединение выводов этим способом осуществляется на установке с применением продольно–поперечных ультразвуковых колебаний (рисунок 1). На нагревательный столик 7, поставленный на микроманипулятор, помещена кассета 6, в которую закладывается вывод, на него кристалл кремния 5 и сверху второй вывод. Игла Æ1–1,5 мм опускается сверху на второй вывод. Давление иглы регулируется при помощи электромагнита. На иглу подают ультразвуковые колебания с частотой 25 кГц. Вокруг иглы располагается спираль нагревателя. Охлаждение производится без выключения нагревателя с помощью обдува холодным воздухом. Это способствует быстрой кристаллизации жидкой фазы, образовавшейся в результате сплавления.
Оптимальный режим присоединения плоских выводов на установке с продольно-поперечными ультразвуковыми колебаниями следующий:
Температура микросварки,°С……………………….……..400
Давление на игле,Н/м2…………………………….…..…..170×105
Время действия ультразвуковых колебаний, с….………..3 — 5
Частота ультразвуковых колебаний, кГц…………….…….25
Следует отметить, что оптимальный режим присоединения выводов выбирают в соответствии с условиями получения соединения максимальной прочности и минимальной глубины сплавления (8 — 10 мкм).
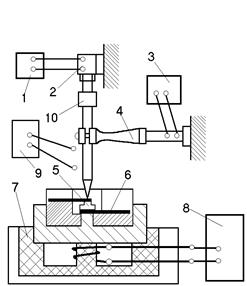
Рис 4.1. Схема установки для присоединения выводов с применением ультразвуковой сварки с продольно-поперечными колебаниями.
На рисунке изображены:
1. Электромагнит;
2. Механизм давления; 5. Кристалл; 8. Нижний нагреватель;
3. Генератор; 6. Кассета; 9. Верхний нагреватель;
4. Магнитостриктор; 7. Нижний столик; 10. блок крепления кассеты.
5. Технико-экономический расчет
5.1 Маркетинговые исследования
Проектируемый блок входит в состав комплекса радиосвязи, применяемого в вооруженных силах Российской Федерации. Так как данное устройство имеет узкоспециализированное назначение, то производство и сбыт данного изделия имеет следующие особенности.
Покупатель аппаратуры является одновременно и заказчиком и, как правило, закупает всю партию. Покупатели аппаратуры являются профессионалами, поэтому основными критериями при выборе аппаратуры одного типа являются высокие технические характеристики, а также условия технического обслуживания. Исходя из перечисленных выше признаков следует, что изделие относится к рынку товаров промышленного назначения длительного пользования отраслей связи и обороны.
По техническому обслуживанию изделие относится к товарам с подкреплением, то есть поставки партий изделия происходят планировано; возможна так же поставка в кредит. После продажи изделия ведется его последующий монтаж и сервисное техническое обслуживание.
К данному изделию предъявляются повышенные требования по упаковке, которая должна обеспечивать сохранность изделия при длительном хранении и транспортировке.
При назначении цены на изделие необходимо учитывать, что оно входит в олигополистический рынок, причем на решение покупателя о приобретении изделия в первую очередь влияют технические характеристики изделия, а затем уже цена.
Продвижение товара осуществляется по каналу изготовитель-покупатель. При этом следует учитывать специфичность продукции, то есть стимулирование сбыта изделия не может происходить за счет рекламы в средствах массовой информации. В данном случае продвижению товара на рынке могут способствовать профессиональные встречи и специализированные выставки.
5.2 Расчет производительности изделияРасчет производительности радиоэлектронных изделий начинается с выбора единицы полезной работы. За единицу полезной работы примем скорость передачи информации по модемам блока, которая равна 2400 бит/c. Тогда время, необходимое изделию для передачи бита информации (выполнения единицы полезной работы):
tед=4,2∙10-4 с
Эффективный фонд времени использования изделия определяется по формуле:
 ; (5.1)
; (5.1)
где Дн - число рабочих дней в году в соответствии с установленным режимом, Дн=288;
Тсм - продолжительность рабочей смены, ч., Тсм=8;
Ксм - установленная сменность работы, Ксм=1;
КР - коэффициент учета плановых потерь времени на ремонт и профилактические работы, процент, КР=10%;
Ки - коэффициент загрузки радиоэлектронного изделия в составе комплекса радиосвязи, в долях единицы, Ки=0,95.
Fэф=288∙8∙1∙![]() ∙0,95=1969,9 ч
∙0,95=1969,9 ч
Годовая производительность для проектируемого варианта определяется по следующей формуле:
 . (5.2)
. (5.2)
Вг =![]() бит/год.
бит/год.
Капитальные вложения по базовому и проектируемому вариантам определяются по формуле:
![]() , ( 5.3)
, ( 5.3)
где ![]() вложения на приобретение оборудования, р.;
вложения на приобретение оборудования, р.;
Кпр - стоимость прочих основных средств (оснастки, приспособлений, дорогостоящего инструмента, транспортного, контрольного оборудования и т. п.), р.;
КS - стоимость производственных площадей, р.
Расчет балансовой стоимости основного технологического оборудования ведется по следующей формуле:
 , (5.4)
, (5.4)
где i=1,2... , n количество видов оборудования;
Ц0,1 - цена приобретения (изготовления) единицы оборудования i - го вида, р.;
N0,1 - количество единиц i - го вида оборудования, шт.;
a=0,12 -коэффициент, учитывающий затраты на доставку и установку оборудования.
Представим расчет на приобретение оборудования в таблице 5.1.
Таблица 5.1 – Вложения на приобретение оборудования
| Наименование оборудования | 1.1.1.3 Количество | Цена за ед., р. | Сумма,р. | ||
| базовый | проект. | базовый | проект. | ||
| 1.Токарное | 1 | 1 | 251000 | 251000 | 251000 |
| 2.Сверлильное | 1 | 1 | 80000 | 80000 | 80000 |
| 3.Литейное | 1 | 0 | 35000 | 35000 | 0 |
| 4.Фрезерное | 1 | 1 | 123000 | 123000 | 123000 |
| 5.Штамповочное | 1 | 1 | 130000 | 130000 | 130000 |
| 6.Гальваническое | 1 | 1 | 230000 | 230000 | 230000 |
| 7.Сборочный стол | 2 | 2 | 1600 | 3200 | 3200 |
| 8.Монтажное | 3 | 3 | 100000 | 300000 | 300000 |
| Стоимость основного технологического оборудования, р. | 1290464 | 1251264 | |||
Стоимость прочих основных средств (оснастки, приспособлений, дорогостоящего инструмента, транспортного, контрольного оборудования) рассчитывается следующим образом:
 (5.5)
(5.5)
где i - количество видов прочих основных средств, i=1,2... ,n;
Цпр - цена единицы i-го вида прочих основных средств, р.;
Nпр - количество единиц прочих основных средств i-го вида.
Расчет затрат на приобретение прочих основных средств приведен в таблице 5.2.
Таблица 5.2 – Стоимость прочих основных средств
| Наименование прочих основных средств | Количество | Цена за ед., р. | Сумма, р. |
| |||||
| базовый | проект. | базовый | проект. |
| |||||
| 1. Транспортное | 1 | 1 | 1840 | 1840 | 1840 |
| |||
| 2. Инструмент | 138 | 138 | 280 | 38640 | 38640 |
| |||
| 3. Лакокрасочные | 1 | 1 | 3260 | 3260 | 3260 |
| |||
| 4. Контрольное | 35 | 35 | 7460 | 261100 | 261100 |
| |||
| Стоимость прочих ОС, Кпр, р. | 304840 | 304840 | ||||||
Стоимость производственных площадей, необходимых для реализации данного проекта:
 (5.6)
(5.6)
где ![]() стоимость производственных площадей, непосредственно участвующих в процессе производства, р.;
стоимость производственных площадей, непосредственно участвующих в процессе производства, р.;
![]() стоимость бытовой площади, р.;
стоимость бытовой площади, р.;
![]() площадь, занимаемая единицей оборудования, м2 ;
площадь, занимаемая единицей оборудования, м2 ;
b - коэффициент, учитывающий дополнительную площадь;
Ni - количество оборудования i-го типа, шт.;
Sпр - прочая площадь, занимаемая контрольными пунктами, складами и т. п., м2;
![]() цена за единицу производственной площади, р.;
цена за единицу производственной площади, р.;
![]() цена за единицу бытовой площади, р.
цена за единицу бытовой площади, р.
Расчет стоимости производственных площадей и капитальных вложений по вариантам представлен в таблице 5.3
Таблица 5.3 – Стоимость производственных площадей и капитальные вложения
| Наименование | Занимаемая площадь, кв. м | Количество | Коэффициент b | Общая площадь, м2 | ||
| базовый | проект. | базовый | проект. | |||
| Токарное | 5 | 1 | 1 | 1,15 | 5,75 | 5,75 |
| Сверлильное | 4 | 1 | 1 | 1,15 | 4,60 | 4,60 |
| Фрезерное | 6 | 1 | 1 | 1,15 | 6,90 | 6,90 |
| Литейное | 9 | 1 | 0 | 1,15 | 10,35 | 0 |
| Штамповочное | 8 | 1 | 1 | 1,15 | 9,20 | 9,20 |
| Гальваническое | 25 | 1 | 1 | 1,15 | 28,75 | 28,75 |
| Сборочный стол | 3 | 2 | 2 | 1,15 | 6,90 | 6,90 |
| Монтажное | 5 | 1 | 1 | 1,15 | 5,75 | 5,75 |
| Суммарная площадь, м2 | 78,2 | 67,85 | ||||
| Прочая площадь, м2 | 190 | 190 | ||||
| Стоимость одного квадратного метра, р. | 3000 | 3000 | ||||
| Стоимость производственных площадей, Кs, р. | 804600 | 773550 | ||||
| Стоимость квадратного метра бытовых площадей, р. | 3200 | 3200 | ||||
| Бытовая площадь, м2 | 22,0 | 22,0 | ||||
| Стоимость бытовых площадей, р. | 70400 | 70400 | ||||
| Затраты на приобретение всех площадей, р. | 875000 | 843950 | ||||
| Капитальные вложения, р. | 2470304 | 2400054 | ||||
Единовременные затраты имеют следующий состав:
![]() (5.7)
(5.7)
где Книр - затраты на научно-исследовательские работы (НИР): испытания в лабораториях, опытных цехах, р.;
Кокр - затраты на опытно-конструкторские работы (ОКР), технологические и др. проектные работы, р.;
Косв - затраты на подготовку и освоение производства, р.
По фактическим данным ТНИИР “Эфир” затраты на НИР и ОКР, т. е. Книр+Кокр составили 69200 р. Затраты на освоение и подготовку производства Косв равны 180300 р. Таким образом единовременные затраты по каждому из вариантов составили
![]() р.
р.
Расчет затрат на сырье и основные материалы ведется по следующей формуле:
 (5.8)
(5.8)
где i - количество видов материалов, i=1,2... ,n;
Нм i - норма расхода материала i-го вида на одно изделие в принятых единицах измерения;
Цм i оптовая цена сырья и основных материалов, р.;
Ктр - коэффициент, учитывающий траспортно-заготовительные расходы на приобретение материала, Ктр=1,1...1,15;
Оi - количество отходов материала i-го вида материала на единицу изделия в принятых единицах измерения;
Цоi - оптовая цена отходов i-го вида материала, р.;
Расчет затрат на сырье и основные материалы приведен в таблице 5.4.
Таблица 5.4 – Расчет затрат на сырье и основные материалы
| Материал | Единица измерения | Норма расхода | Кол. отходов | Цена за единицу, р. | Сумма, р. | ||||||||||||||
| базовый | проект | базовый | проект | мате- риала | отходов | базовый | проект | ||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| ||||||||||
| Сталь листовая | кг | 4,55 | 4,35 | 0,05 | 0,04 | 8 | 2 | 36,30 | 34,72 |
| ||||||||||
| Сталь сортовая | кг | 2,00 | 1,38 | 0,05 | 0,04 | 8,64 | 2 | 17,18 | 11,84 |
| ||||||||||
| Шлифпорошок 4 | кг | 0,019 | 0,019 | 0 | 0 | 7 | 0 | 0,13 | 0,13 |
| ||||||||||
| Шлифпорошок М-40 | кг | 0,204 | 0,204 | 0 | 0 | 7 | 0 | 1,43 | 1,43 |
| ||||||||||
| Пруток круглый ПОС-61 | кг | 0,200 | 0,176 | 0 | 0 | 111,2 | 0 | 22,24 | 19,57 |
| ||||||||||
| Сплав АК-12 | кг | 2,12 | 2,12 | 0 | 0 | 55 | 0 | 116,60 | 116,60 |
| ||||||||||
| Лист из алюминиевого сплава А5Н | кг | 0,80 | 0,71 | 0,007 | 0,007 | 55 | 15 | 43,90 | 38,95 |
| ||||||||||
| Лист из алюминиевого сплава АМГ 2М | кг | 1,200 | 0,913 | 0,01 | 0,009 | 69,2 | 15 | 82,89 | 63,04 |
| ||||||||||
| Лист из алюминиевого сплава Д16 АТ | кг | 1,22 | 1,22 | 0,01 | 0,01 | 73,8 | 15 | 89,89 | 89,89 |
| ||||||||||
| Плита из алюминиевого сплава Д16 Б | кг | 4,00 | 2,00 | 0,04 | 0,02 | 37,1 | 15 | 147,80 | 73,90 |
| ||||||||||
| Профиль из алюминиевого сплава ПС 885 | кг | 0,20 | 0,964 | 0,001 | 0,001 | 95,2 | 15 | 19,03 | 91,76 |
| ||||||||||
| Провод МГТФЭ | м | 15,00 | 15,00 | 0,5 | 0,5 | 11,5 | 0 | 172,50 | 172,50 |
| ||||||||||
| Провод МПМ | м | 87,12 | 87,12 | 1,0 | 1,0 | 0,64 | 0 | 55,76 | 55,76 |
| ||||||||||
| Плетенка ПМЛ | м | 1,495 | 1,495 | 0,1 | 0,1 | 9,46 | 0 | 14,14 | 14,14 |
| ||||||||||
| Гетинакс 2718-74 | кг | 0,1 | 0,1 | 0 | 0 | 63,5 | 0 | 6,35 | 6,35 |
| ||||||||||
| Лакоткань ЛКМ-105 | кв. м | 0,028 | 0,028 | 0 | 0 | 45 | 0 | 1,26 | 1,26 |
| ||||||||||
| Продолжение таблицы 5.4 |
| |||||||||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| ||||||||||
| Стеклотекстолит СФ-1-50Г | кг | 0,111 | 0,111 | 0 | 0 | 133,6 | 0 | 14,83 | 14,83 |
| ||||||||||
| Стеклотекстолит СФ-2-35Г | кг | 0,694 | 0,694 | 0 | 0 | 147,7 | 0 | 102,50 | 102,50 |
| ||||||||||
| Аммоний надсернокислый | кг | 0,222 | 0,222 | 0 | 0 | 121,82 | 0 | 27,04 | 27,04 |
| ||||||||||
| Гидрохинон | кг | 0,146 | 0,146 | 0 | 0 | 56,9 | 0 | 8,31 | 8,31 |
| ||||||||||
| Ацетон | кг | 0,187 | 0,187 | 0 | 0 | 49 | 0 | 9,16 | 9,16 |
| ||||||||||
| Калий бромистый | кг | 0,146 | 0,146 | 0 | 0 | 21,7 | 0 | 3,17 | 3,17 |
| ||||||||||
| Калий железосинеродистый | кг | 0,544 | 0,544 | 0 | 0 | 89 | 0 | 48,42 | 48,42 |
| ||||||||||
| Калий углекислый | кг | 0,972 | 0,972 | 0 | 0 | 23,5 | 0 | 22,84 | 22,84 |
| ||||||||||
| Кислота серная | кг | 0,5 | 0,5 | 0 | 0 | 9 | 0 | 4,50 | 4,50 |
| ||||||||||
| Кислота соляная | кг | 0,2 | 0,2 | 0 | 0 | 15,7 | 0 | 3,14 | 3,14 |
| ||||||||||
| Кислота уксусная | кг | 0,817 | 0,817 | 0 | 0 | 30,5 | 0 | 24,92 | 24,92 |
| ||||||||||
| Медь сернокислая | кг | 0,108 | 0,108 | 0 | 0 | 47,5 | 0 | 5,13 | 5,13 |
| ||||||||||
| Метол | кг | 0,122 | 0,122 | 0 | 0 | 46,7 | 0 | 5,70 | 5,70 |
| ||||||||||
| Натрий едкий | кг | 0,37 | 0,37 | 0 | 0 | 14 | 0 | 5,18 | 5,18 |
| ||||||||||
| Натрий сернистокислый | кг | 1,378 | 1,378 | 0 | 0 | 11,46 | 0 | 15,79 | 15,79 |
| ||||||||||
| Тиосульфат натрия | кг | 16,2 | 16,2 | 0 | 0 | 10 | 0 | 162,00 | 162,00 |
| ||||||||||
| Аммиак водный 25% | кг | 1,998 | 1,998 | 0 | 0 | 9,54 | 0 | 19,06 | 19,06 |
| ||||||||||
| Аммоний хлористый | кг | 0,666 | 0,666 | 0 | 0 | 10,8 | 0 | 7,19 | 7,19 |
| ||||||||||
| Канифоль сосновая | кг | 0,028 | 0,028 | 0 | 0 | 17 | 0 | 0,48 | 0,48 |
| ||||||||||
| Кислота азотная слабая | кг | 1,695 | 1,695 | 0 | 0 | 10,8 | 0 | 18,31 | 18,31 |
| ||||||||||
| Клей казеиновый "Экстра" | кг | 0,3 | 0,3 | 0 | 0 | 161 | 0 | 48,30 | 48,30 |
| ||||||||||
| Силикагель КСМК | кг | 0,5 | 0,5 | 0 | 0 | 10,5 | 0 | 5,25 | 5,25 |
| ||||||||||
| Сода кальцинированная | кг | 0,146 | 0,146 | 0 | 0 | 4,66 | 0 | 0,68 | 0,68 |
| ||||||||||
| Спирт этиловый | л | 0,686 | 0,686 | 0 | 0 | 50,4 | 0 | 34,57 | 34,57 |
| ||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 14 | 8 | 2,00 | 8,00 |
| ||||||||||
| Тринатрийфосфат | кг | 0,1 | 0,1 | 0 | 0 | 13 | 0 | 1,30 | 1,30 |
| ||||||||||
| Пленка поливинилхлоридная | кв. м | 0,88 | 0,88 | 0 | 0 | 9,4 | 0 | 8,27 | 8,27 |
| ||||||||||
| Окончание таблицы 5.4 |
| |||||||||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| ||||||||||
| Керосин осветительный | кг | 0,036 | 0,036 | 0 | 0 | 7,5 | 0 | 0,27 | 0,27 |
| ||||||||||
| Нефрас | кг | 0,515 | 0,515 | 0 | 0 | 20,36 | 0 | 10,49 | 10,49 |
| ||||||||||
| Грунт АК-070 | кг | 0,460 | 0,460 | 0 | 0 | 39,4 | 0 | 18,12 | 18,12 |
| ||||||||||
| Краска ТНПФ-01 | кг | 0,05 | 0,05 | 0 | 0 | 34,5 | 0 | 1,73 | 1,73 |
| ||||||||||
| Растворитель | кг | 0,653 | 0,653 | 0 | 0 | 20,42 | 0 | 13,33 | 13,33 |
| ||||||||||
| Лак | кг | 0,485 | 0,485 | 0 | 0 | 32,9 | 0 | 15,96 | 15,96 |
| ||||||||||
| Шпатлевка | кг | 0,313 | 0,313 | 0 | 0 | 42 | 0 | 13,15 | 13,15 |
| ||||||||||
| Эмаль МЛ-12 | кг | 0,339 | 0,339 | 0 | 0 | 44,7 | 0 | 15,15 | 15,15 |
| ||||||||||
| Эмаль ПФ-115 | кг | 0,143 | 0,143 | 0 | 0 | 26,3 | 0 | 3,76 | 3,76 |
| ||||||||||
| Эмаль ХВ-124 | кг | 0,327 | 0,327 | 0 | 0 | 110 | 0 | 35,97 | 35,97 |
| ||||||||||
| Эмаль ЭП-51 | кг | 0,008 | 0,008 | 0 | 0 | 72 | 0 | 0,58 | 0,58 |
| ||||||||||
| Батист | м | 0,340 | 0,340 | 0 | 0 | 20 | 0 | 6,80 | 6,80 |
| ||||||||||
| Бязь | м | 0,981 | 0,981 | 0 | 0 | 13,46 | 0 | 13,20 | 13,20 |
| ||||||||||
| Нитки армированные белые | м | 16,00 | 16,00 | 0 | 0 | 5 | 0 | 80,00 | 80,00 |
| ||||||||||
| Нитки капроновые отваренные | м | 17,20 | 17,20 | 0 | 0 | 20 | 0 | 344,00 | 344,00 |
| ||||||||||
| Бумага кабельная | кг | 0,616 | 0,616 | 0 | 0 | 21,28 | 0 | 13,11 | 13,11 |
| ||||||||||
| Бумага светочувствительная | кг | 1,226 | 1,226 | 0 | 0 | 88,04 | 0 | 107,94 | 107,94 |
| ||||||||||
| Фотопленка ФТ-41П | пог. м | 104,2 | 104,2 | 0 | 0 | 2,4 | 0 | 250,08 | 250,08 |
| ||||||||||
| Фоторезист СПФ-ВЩ | кв. м | 0,777 | 0,777 | 0 | 0 | 55 | 0 | 42,74 | 42,74 |
| ||||||||||
| ИТОГО затрат на сырье и основные материалы | 2423,80 | 2400,25 |
| |||||||||||||||||
Затраты на покупные комплектующие изделия и полуфабрикаты определяются следующим образом:
 , (5.9)
, (5.9)
где i - количество видов покупных изделий, входящих в изделие, i=1, ..., n; Нкi - норма расхода комплектующих изделий i-го вида на одно изделие, единиц; Цк - цена за единицу покупного изделия i-го вида, р.; Ктр - коэффициент транспортно-заготовительных расходов, Ктр=1,1...1,15.
Расчет представлен в таблице 5.5.
Таблица 5.5 – Расчет затрат на покупные комплектующие и полуфабрикаты
| Наименование изделия | Кол. на одно изделие, шт. | Цена единицы изделия, р. | Сумма затрат, р. | ||
| Базовый | проект. | базовый | проектный | ||
| 1 | 2 | 3 | 4 | 5 | 6 |
| Конденсаторы: | |||||
| К10-17а | 31 | 31 | 6,90 | 239,56 | 239,56 |
| К53-18 | 28 | 28 | 26,07 | 817,5 | 817,5 |
| Резистор С2 33Н | 156 | 156 | 1,50 | 262,08 | 262,08 |
| Блок Б19К | 7 | 7 | 8,56 | 67,11 | 67,11 |
| Диод 2Д510А | 85 | 85 | 1,30 | 123,76 | 123,76 |
| Индикатор 3Л341Г,Е,К | 23 | 23 | 8,46 | 217,92 | 217,92 |
| Транзистор 2Т830В | 1 | 1 | 5,45 | 6,1 | 6,1 |
| Транзисторные матрицы: | |||||
| 1НТ251 | 11 | 11 | 27,00 | 332,64 | 332,64 |
| Фильтр Б24В | 8 | 8 | 38,70 | 346,75 | 346,75 |
| Резонатор РК319-11,0592 | 1 | 1 | 15,00 | 16,8 | 16,8 |
| Микросхемы: | |||||
| 156ИД7 | 1 | 1 | 20,00 | 22,4 | 22,4 |
| 140УД20А | 2 | 2 | 35,00 | 78,4 | 78,4 |
| 240ЛП3 | 1 | 1 | 20,00 | 22,4 | 22,4 |
| 249ЛП8 | 4 | 4 | 18,00 | 80,64 | 80,64 |
| 249ЛП15 | 1 | 1 | 18,00 | 20,16 | 20,16 |
| 293ФН16 | 2 | 2 | 24,00 | 53,76 | 53,76 |
| 564ЛН1 | 1 | 1 | 12,00 | 13,44 | 13,44 |
| 564ЛН2 | 5 | 5 | 12,00 | 67,2 | 67,2 |
| 564ИЕ10 | 3 | 3 | 15,00 | 50,4 | 50,4 |
| 564ИЕ11 | 2 | 2 | 15,00 | 33,6 | 33,6 |
| 564ИЕ15 | 1 | 1 | 15,00 | 16,8 | 16,8 |
| 564ИР1 | 4 | 4 | 25,00 | 112 | 112 |
| 564ИР2 | 1 | 1 | 15,00 | 16,8 | 16,8 |
| 564ИД2 | 1 | 1 | 20,00 | 22,4 | 22,4 |
| 564АГ1 | 1 | 1 | 20,00 | 22,4 | 22,4 |
| 564ЛП2 | 3 | 3 | 20,00 | 67,2 | 67,2 |
| 564ЛГ1 | 1 | 1 | 20,00 | 22,4 | 22,4 |
| 564КН1 | 1 | 1 | 15,00 | 16,8 | 16,8 |
| 564КП2 | 1 | 1 | 15,00 | 16,8 | 16,8 |
| 564КТ3 | 3 | 3 | 12,00 | 40,32 | 40,32 |
| 564ЛА7 | 3 | 3 | 12,00 | 40,32 | 40,32 |
| 564ЛА8 | 3 | 3 | 12,00 | 40,32 | 40,32 |
| 564ЛА9 | 1 | 1 | 12,00 | 13,44 | 13,44 |
| 564ЛА10 | 5 | 5 | 12,00 | 67,2 | 67,2 |
| 564ТМ2 | 5 | 5 | 12,00 | 67,2 | 67,2 |
| Окончание таблицы 5.5 | |||||
| 1 | 2 | 3 | 4 | 5 | 6 |
| 564ЛЕ5 | 1 | 1 | 12,00 | 13,44 | 13,44 |
| 564ПУ4 | 1 | 1 | 15,00 | 16,8 | 16,8 |
| 585ИК14 | 1 | 1 | 85,00 | 95,2 | 95,2 |
| 590КН5 | 1 | 1 | 24,50 | 27,44 | 27,44 |
| 1533ИР13 | 2 | 2 | 23,00 | 51,52 | 51,52 |
| 1533ИР22 | 1 | 1 | 23,00 | 25,76 | 25,76 |
| 1533ИР33 | 7 | 7 | 23,00 | 180,32 | 180,32 |
| 1533ИД4 | 5 | 5 | 19,45 | 108,92 | 108,92 |
| 1533АП3 | 4 | 4 | 25,00 | 112 | 112 |
| 1564ТЛ2 | 2 | 2 | 15,00 | 33,6 | 33,6 |
| 1564ТМ2 | 2 | 2 | 15,00 | 33,6 | 33,6 |
| 1564ЛИ1 | 1 | 1 | 15,00 | 16,8 | 16,8 |
| 1564ЛЛ1 | 1 | 1 | 15,00 | 16,8 | 16,8 |
| 1564ЛН1 | 1 | 1 | 15,00 | 16,8 | 16,8 |
| М558РР4 | 2 | 2 | 35,00 | 78,4 | 78,4 |
| М1623РТ1А | 1 | 1 | 75,60 | 84,67 | 84,67 |
| М1821ВВ51А | 1 | 1 | 62,00 | 69,44 | 69,44 |
| М1821РУ55 | 1 | 1 | 56,30 | 63,05 | 63,05 |
| Н1830ВЕ51 | 1 | 1 | 47,50 | 53,2 | 53,2 |
| Реле: | |||||
| РЭС80 | 13 | 13 | 22,80 | 331,96 | 331,96 |
| Дроссели: | |||||
| Д13-10 | 1 | 1 | 7,20 | 8,06 | 8,06 |
| ДМ-0,1 | 2 | 2 | 4,00 | 8,96 | 8,96 |
| Тумблер П2Т-1-1В | 1 | 1 | 13,10 | 14,67 | 14,67 |
| Вилки: | |||||
| 2РМТ | 6 | 4 | 21,56 | 144,88 | 96,58 |
| Розетки: | |||||
| ГРПМШ | 15 | 14 | 18,00 | 302,4 | 282,24 |
| 2РМТ24Б | 10 | 10 | 16,00 | 179,2 | 179,2 |
| СНО64 | 3 | 2 | 15,00 | 50,4 | 33,6 |
| 2РМТ30Б | 4 | 3 | 20,00 | 89,6 | 67,2 |
| 2РМТ18Б | 5 | 4 | 17,20 | 96,32 | 77,05 |
| Вставка плавкая | |||||
| ВП–1В 0,5 А | 1 | 1 | 1,00 | 1,12 | 1,12 |
| ВП–1В 1,5 А | 1 | 1 | 1,00 | 1,12 | 1,12 |
| ИТОГО затрат на комплектующие изделия и полуфабрикаты, р. | 5781,47 | 5654,54 | |||
Заработная плата основных производственных рабочих, оплачиваемых по сдельной форме, рассчитывается следующим образом:
 (5.10)
(5.10)
где i - число операций по изготовлению изделия, i=1, ... , n; tшi - штучное время на i-ой операции, нормо-ч.; Счi - часовая тарифная ставка соответствующего разряда на i-ой операции, р.; Кпр - средний процент премий рабочим-сдельщикам.
Расчет представлен в таблице 5.6.
Таблица 5.6 – Заработная плата производственных рабочих| Наименование операции | Штучное время операции, нормо-час | Разряд работ | Тарифная ставка | Сумма тарифной зарплаты, р. | ||
| базовый | проект | базовый | проект | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 1. Литейные | 3 | 0 | 4 | 4,575 | 13,725 | 0 |
| 2. Заготовительные | 2,5 | 2,5 | 4 | 4,011 | 10,02 | 10,02 |
| 3. Автоматные | 1,92 | 1,92 | 4 | 4,575 | 8,78 | 8,78 |
| 4. Токарные | 6,78 | 6,78 | 4 | 4,575 | 31,01 | 31,01 |
| 5. Фрезерные | 8,6 | 7,9 | 4 | 4,575 | 39,34 | 36,14 |
| 6. Сверлильные | 16,11 | 15,3 | 4 | 4,575 | 73,7 | 69,99 |
| 7. Резьбонарезные | 3,15 | 3,15 | 4 | 4,575 | 14,41 | 14,41 |
| 8. Штамповочные | 2,61 | 2,61 | 4 | 4,575 | 11,94 | 11,94 |
| 9. Прессовые | 0,26 | 0,26 | 4 | 4,575 | 1,18 | 1,18 |
| 10. Шлифовальные | 3,11 | 2,13 | 4 | 4,575 | 14,22 | 9,74 |
| 11. Гравировальные | 0,6 | 0,6 | 4 | 4,575 | 2,74 | 2,74 |
| 12. Сварочные | 0,59 | 0,59 | 4 | 4,575 | 2,69 | 2,69 |
| 13. Слесарные | 3,9 | 3,9 | 4 | 4,011 | 15,64 | 15,64 |
| 14. Монтажные | 50,79 | 50,59 | 4 | 4,011 | 203,71 | 202,91 |
| 15. Регулировочные | 16 | 16 | 4 | 4,011 | 64,17 | 64,17 |
| 16. Кабельные | 3,72 | 3,2 | 4 | 4,011 | 14,92 | 12,83 |
| 17. Пропиточные | 1,38 | 1,38 | 4 | 4,011 | 5,53 | 5,53 |
| 18. Гальванические | 8,65 | 8,65 | 4 | 4,011 | 34,69 | 34,69 |
| Окончание таблицы 5.6 | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 19. Малярные | 2,63 | 2,63 | 4 | 4,011 | 10,54 | 10,54 |
| 20. Маркировочные | 0,59 | 0,59 | 4 | 4,575 | 2,69 | 2,69 |
| 21. Вязка жгутов | 4,15 | 4,15 | 4 | 4,575 | 18,98 | 18,98 |
| 22. Полировочные | 1,8 | 1,8 | 4 | 4,011 | 7,21 | 7,21 |
| 23. Термические | 2,5 | 2,5 | 4 | 4,011 | 10,02 | 10,02 |
| 24. Расточные | 1,1 | 1,1 | 4 | 4,575 | 5,03 | 5,03 |
| 25. Контрольные | 6,2 | 6 | 4 | 4,575 | 28,36 | 27,45 |
| 26. Изготовление ПП | 24,36 | 24,36 | 4 | 4,575 | 111,44 | 111,44 |
| Итого прямой фонд заработной платы, р. | 756,83 | 727,91 | ||||
| Премии рабочим-сдельщикам + 40%, р. | 302,73 | 291,16 | ||||
| Итого основная заработная плата, р. | 1059,56 | 1019,07 | ||||
Дополнительная заработная плата производственных рабочих рассчитывается следующим образом:
![]() (5.11)
(5.11)
где Рз - основная заработная плата производственных рабочих за изготовление изделия, р.;
Ндоп = 12% - процент дополнительной заработной платы производственных рабочих.
![]()
![]()
Отчисления на социальные нужды:
 (5.12)
(5.12)
где Рз - основная зарплата производственных рабочих, р.;
Рдоп - дополнительная заработная плата производственных рабочих, р.;
Нcc - процент отчислений от заработной платы на социальные нужды, процент, Нсс=3,6%.
![]()
![]()
Возмещение износа специального инструмента, спецоснастки и прочих спецрасходов:
![]() (5.13)
(5.13)
где КПР - стоимость специнструмента и спецоснастки, р.;
НИЗ - норма износа специнструмента и спецоснастки, процент, НИЗ=20%.
![]()
![]()
Расходы по содержанию и эксплуатации оборудования:
![]() (5.14)
(5.14)
где РЗ - основная зарплата производственных рабочих, р.;
НСЭ - норма расходов по содержанию и эксплуатации оборудования, процент, НСЭ=20%.
![]()
Цеховые расходы:
 (5.15)
(5.15)
где РЗ - основная зарплата производственных рабочих, р.;
НЦ - норматив цеховых расходов к основной заработной плате производственных рабочих, процент, НЦ= 150% .

Общезаводские расходы:
![]() (5.16)
(5.16)
где РЗ - основная зарплата производственных рабочих, р.;
НОЗ - норматив общезаводских расходов к основной заработной плате, процент, НОЗ=600%.
![]()
![]()
Прочие производственные расходы (Pпр) рассчитываются соответствующим процентом (2%) от суммы всех предыдущих статей калькуляции.
![]()
![]()
Производственная себестоимость представляет собой сумму всех предыдущих затрат:
![]() (5.17)
(5.17)
![]()
![]()
Внепроизводственные расходы:
 (5.18)
(5.18)
где Спр - производственная себестоимость, р.;
Нвн - процент внепроизводственных расходов, Нвн=3%.
![]()
![]()
Полная себестоимость:
![]() (5.19)
(5.19)
![]()
![]()
Нормативная прибыль на изделие:
![]() (5.20)
(5.20)
где Сп - полная себестоимость изделия, р.;
Рн - норматив рентабельности, процент, Рн=25%.
![]()
![]()
Отпускная цена:
![]() (5.21)
(5.21)
где ПН - нормативная прибыль на изделие, р.
![]()
![]()
Прибыль по проектируемому варианту:
![]() (5.22)
(5.22)
Экономия от снижения себестоимости продукции
![]() (5.23)
(5.23)
Эс=(19966,25-19398,1)∙10=5681,5 р.
Расчеты себестоимости и оптовой цены изделия сведем в таблицу
Таблица 5.7 – Расчет себестоимости и цены блока сопряжения
| Наименование статей затрат | Затраты | |
| базовый, р. | проектный, р. | |
| 1 Сырье и основные материалы (за вычетом возвратных отходов) | 2423,80 | 2400,25 |
| 2 Покупные комплектующие изделия и полуфабрикаты | 5781,47 | 5654,54 |
| 3 Основная заработная плата производственных рабочих | 1059,56 | 1019,07 |
| 4 Дополнительная заработная плата производственных рабочих | 127,15 | 122,29 |
| 5 Отчисления на социальные нужды | 442,47 | 406,32 |
| 6 Возмещение износа специнструмента и спецоснастки | 60969 | 60969 |
| 7 Расходы на содержание и эксплуатацию оборудования | 211,91 | 203,81 |
| 8 Цеховые расходы | 1589,34 | 1528,61 |
| 9 Общезаводские расходы | 6357,36 | 6114,42 |
| 10 Прочие производственные расходы | 1391,30 | 1383,80 |
| ИТОГО производственная себестоимость | 19384,71 | 18833,11 |
| 11 Внепроизводственные затраты | 581,54 | 564,9 |
| ИТОГО полная себестоимость | 19966,25 | 19398,1 |
| 12 Прибыль | 4991,56 | 4849,52 |
| ОПТОВАЯ ЦЕНА | 24957,81 | 24247,62 |
Похожие работы
... БИОРЕАКТОРА Лист 90 Доклад. Уважаемые члены государственной экзаменационной комиссии разрешите представить вашему вниманию дипломный проект на тему: «Система автоматизированного управления процесса стерилизации биореактора» Процесс стерилизации биореактора (или ферментера) является важной стадией процесса биосинтеза антибиотика эритромицина. Суть процесса стерилизации состоит в ...
... автоматизации собственно управления, т. е. процесса принятия решений, которая потребовала привлечения современных математических методов и новых технических средств. В результате появились автоматизированные системы управления, т. е. развитые человеко-машинные системы, реализующие такой автоматизированный процесс сбора и переработки информации, который необходим для принятия решений по ...
... сигналами времени. Ядро предлагает интерфейс для программирования приложения с целью получения функций в виде отдельных программ. 1.2 Разработка автоматизированной системы управления электроснабжением КС «Ухтинская» 1.2.1 Цель создания АСУ-ЭС Целью разработки является создание интегрированной АСУ ТП, объединяющей в единое целое АСУ электрической и теплотехнической частей электростанции, ...
... быть универсальными и легко реализуемыми в уже имеющейся АСУ ТП УПСА. 2 РАЗРАБОТКА АВТОМАТИЗИРОВАННОЙ СИСТЕМЫ СБОРА, ОБРАБОТКИ И ОТОБРАЖЕНИЯ ИНФОРМАЦИИ НА УПСА 2.1 Проверка достоверности и восстановления первичной информации на УПСА Работоспособность системы автоматизированного управления технологическими процессами зависит от совершенства подсистемы формирования исходной информации. ...
0 комментариев