Магнитное напряжение ярма статора
Активное сопротивление обмотки ротора с учетом влияния эффекта вытеснения тока
Превышение температуры внутренней поверхности сердечника над температурой воздуха внутри двигателя
Прогиб вала посредине магнитопровода под давлением силы тяжести ротора
Напряжение в сечении Б
Находим чистую дисконтную стоимость NPV
Навигация
Напряжение в сечении Б
Проектирование двухскоростного асинхронного двигателя для привода деревообрабатывающих станков
116051
знак
16
таблиц
7
изображений
10. Напряжение в сечении Б.
МиБ = К ∙Fn ∙Zi = 2∙170,536 ∙13,5 ∙10-2 = 46,072 Нм
Wa = 0,1 ∙d3 = 0,1∙(3∙10-2)3 = 2,7 ∙10-6 м3
GпрА =  =
=  = 200,94 ∙105 Па
= 200,94 ∙105 Па
11. Напряжение в сечении Е.
МиЕ = К ∙Fn ∙С∙(1-![]() )+(Ср+Т)
)+(Ср+Т)![]() = 2∙170,536 ∙18 ∙10-2(1-
= 2∙170,536 ∙18 ∙10-2(1-![]() ) + (129+1043,784)
) + (129+1043,784) ![]() = 78,14 Нм;
= 78,14 Нм;
где Т = Тс/(1-m) = 673,631/(1-0,3546) = 1043,784 Н
WЕ = 0,1 ∙d3 = 0,1∙(3,7∙10-2)3 = 5,0653 ∙10-6 м3
GпрЕ =  =
=  = 164,3075 ∙105 Па
= 164,3075 ∙105 Па
12. Напряжение в сечении Д.
МиД= 2∙170,536 ∙18 ∙10-2 (1-![]() )+(129+1043,784)
)+(129+1043,784)![]() = 60,198 Нм
= 60,198 Нм
WД = 0,1∙(4,1∙10-2)3 = 6,8921 ∙10-6 м3
GпрД =  = 96,731 ∙105 Па
= 96,731 ∙105 Па
13. Напряжение в сечении Г.
МиГ= [K∙Fn∙C + (Gp+T)b] ![]() = [2∙170,536∙18∙10-2 (129+1043,784)∙20,6 ∙10-2]
= [2∙170,536∙18∙10-2 (129+1043,784)∙20,6 ∙10-2] ![]() = 23,427 Нм
= 23,427 Нм
WГ = 0,1∙(4∙10-2)3 = 6,4 ∙10-6 м3
GпрД =  = 57,826 ∙105 Па
= 57,826 ∙105 Па
14. Напряжение в сечении Ж.
МиЖ= [K∙Fn∙C + (Gp+T)b] ![]() = [2∙170,536∙18∙10-2 (129+1043,8)∙20,6 ∙10-2]
= [2∙170,536∙18∙10-2 (129+1043,8)∙20,6 ∙10-2] ![]() = 71,842 Нм
= 71,842 Нм
WЖ = 0,1∙(4,1∙10-2)3 = 6,8921 ∙10-6 м3
GпрЖ =  = 112,221 ∙105 Па
= 112,221 ∙105 Па
Для стали марки 45 предел текучести равен 3600 ∙105 Па.
Из сопоставленных данных следует, что наиболее нагруженным является сечение А, для которого
Gпр = 166,616 ∙105 Па < 0,7∙3600 ∙105 Па.
Таким образом, вал удовлетворяет всем требованиям механических расчетов.
Таблица 3.1.
| № уч-ка | di, м | Ii, м4 | Уi, м | У3i, м3 | У3i - У3i-1, м3 |
| У2i, м2 | У2i – У2i-1, м2 |
| Левая часть |
| 1 | 3,7 ∙10-2 | 9,2∙10-8 | 4,2∙10-2 | 74,088∙10-6 | 74,088∙10-6 | 8,053∙102 | 17,64∙10-4 | 17,64∙10-4 | 1,9174∙104 | |
| 2 | 4,1∙10-2 | 14∙10-8 | 11,3∙10-2 | 1442,897∙10-6 | 1368,809∙10-6 | 97,772∙102 | 127,69∙10-4 | 110,05∙10-4 | 7,8607∙104 | |
| 3 | 4,5∙10-2 | 20,13∙10-8 | 20,6∙10-2 | 8741,816∙10-6 | 7298,919∙10-6 | 362,59∙102 | 424,36∙10-4 | 314,31∙10-4 | 15,614∙104 |
 , м-1
, м-1 , м-2
, м-2| № уч-ка | di, м | Ii, м4 | Хi, м | Х3i, м3 | Х3i - Х3i-1, м3 |
| Sb = Sa = S0 = | Правая часть |
| 1 | 3,7 ∙10-2 | 9,2∙10-8 | 3∙10-2 | 27∙10-6 | 27∙10-6 | 2,935∙102 | ||
| 2 | 4,1∙10-2 | 14∙10-8 | 9,2∙10-2 | 778,688∙10-6 | 751,688∙10-6 | 53,692∙102 | ||
| 3 | 4,5∙10-2 | 20,13∙10-8 | 18,4∙10-2 | 6229,504∙10-6 | 5450,816∙10-6 | 270,781∙102 |
 ,м-1
,м-1Фактически технологический процесс изготовления обмотки статора сводится к следующим основным операциям:
1. Пазоизолировка.
2. Намотка или укладка в пазы катушечных групп.
3. Заклеивание обмотки в пазы.
4. Бандажирование лобовых частей.
5. Пропитка.
6. Сушка.
7. Испытание.
Ниже эти операции описаны подробно.
Кроме перечисленных основных имеются заготовительные процессы. К ним принадлежат: порезка рулонов изоляционного материала на ролики для последующего изготовления из них пазовых коробов, крышек и других деталей; изготовление междуфазных прокладок; порезка трубчатых изоляционных материалов; изготовление выводов обмотки из монтажных проводов.
При ручной укладке обмотки к заготовительным процессам относят также намотку катушек.
В серии 4А весь комплекс статорообмоточных операций для двигателей мощностью до 100 кВт механизирован. Первая операция – изолирование пазов статора осуществляется на станках полуавтоматах моделей ИПС-3-4; ИПС-5М; ИПС-8; ИПС-4 отечественного производства конструкции ВНИИТэлектромаш. В станке материал формируется по форме паза и подается в паз статора. Усилие подачи коробочки в паз контролируется предохранительной муфтой. Станки легко перестраиваются на разные части пазов и на различные исполнения статоров.
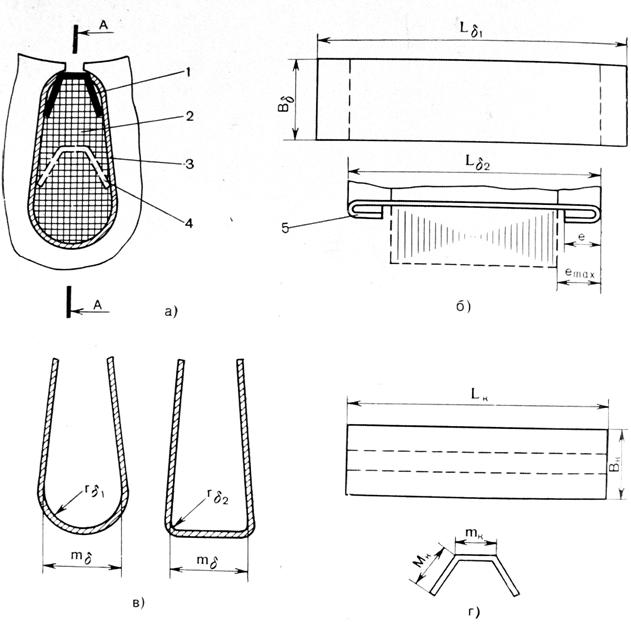 Наиболее часто применяемая конструкция пазовой изоляции, разработанная с учетом требований машинных процессов, показана на рис. 4.1, а. Так как пазовый
Наиболее часто применяемая конструкция пазовой изоляции, разработанная с учетом требований машинных процессов, показана на рис. 4.1, а. Так как пазовый
Рис. 4.1 Конструкция пазовой изоляции с основными размерами.
короб 3 открытый, т. е. боковые кромки его разомкнуты, внутрь короба поверх катушки 2 устанавливают пазовую крышку 1 таким образом, чтобы боковые стороны короба и крышки взаимно перекрывались. Значение этого перекрытия выбирают из условий обеспечения требуемой электрической прочности изоляционной конструкции. Если в одном пазу находятся стороны двух катушек, их разделяют межслойной прокладкой 4.
В рассматриваемой конструкции изоляции пазовая крышка одновременно с функциями изоляционной детали выполняет роль клина, крепящего катушку в пазу, поэтому ее называют крышкой-клином, а процесс установки — заклиниванием обмотки. Пазовый короб имеет манжеты 5 (рис 4.1,б), фиксирующие его в пазу в продольном направлении. Чаще других применяют простую конструкцию с одинарными манжетами. На рис. 4.1 б, в указаны основные размеры короба, а на рис. 4.1 г – крышки.
Следующая операция- укладка обмотки в пазы статора. Станки для укладки обмотки работают по двум различным схемам: 1) непосредственная укладка проводников в паз; 2) раздельная намотка секции и пересыпка их в пазы статора. На станках непосредственной укладки провод протягивается через ролики в фильеру проводоводителя. На нем установлены специальные кольца, при помощи которых провод протаскивается в паз и забрасывается на пластины и крючья, образующие лобовые части. Проводоводитель совершает сложные возвратно-поступательные движения вдоль оси (провод проводится через паз) и вращательные вокруг оси статора (образуется лобовая часть). Пример такого станка серии WST-600 («Электромат» Германия).
Более эффективными являются станки раздельной намотки. Комплекс этого станка состоит из двух агрегатов. На первом наматываются на шаблоны секции, которые на специальной оправке переносятся на второй агрегат с установленным на нем сердечником статора. Здесь секции втягиваются в паз на один ход, после чего производится заклиновка рулонным синтетическим материалом. Примером такого оборудования служит комплекс станков НК-7 и ОСР-3, разработанных ВНИИТэлектромаш. Далее производится намотка катушечных групп электродвигателя. Шаблон размещается на планшайбе шпинделя станка. С помощью раскладчика осуществляется однородная намотка. Все операции (намотка, обрезка, пересыпание на съемник и т.д.) производятся автоматически от гидросистемы. Катушки укладывают на оправку, куда устанавливается статор, закрепленный на подвижной каретке. Происходит одновременное всыпание и заклинивание в пазах. Подвижная каретка переходит на формовочную позицию, где происходит отжим лобовых частей. Для всыпания второго яруса катушек цикл повторяется.
Опрессованые статоры бандажируются на станках типа БС, разработанных ВНИИТэлектромаш. Бандажирование производится лавсановым шнуром повышенной прочности, при этом игла проходит в просветы между катушками, делает петлю и затягивает ее. После бандажирования статор испытывают и посылают на пропитку.
Технологический процесс пропитки обмоток: электрических машин является неотъемлемой частью процесса изготовления электродвигателей. Применительно к современным электрическим машинам он должен обеспечивать:
цементацию проводников обмотки, предупреждающую вибрацию отдельных проводников и истирание изоляции;
повышение теплопередачи от проводников, лежащих в пазах, к сердечнику;
создание дополнительной защиты от увлажнения изоляции проводников и действия; агрессивных сред.
Эти условия удовлетворяются при использовании современных пропиточных составов основой которых являются главным образом синтетические смолы. Существуют различные способы введения пропиточного состава в обмотки. Выбор способа диктуется конструктивными особенностями пропитываемых изделий, применяемым пропиточным составом, характером производства изделий.
Пропитка статоров двигателей с высотами оси вращения до 180 мм осуществляется капельным (струйным) методом пропиточными составами без растворителей на специальных роторных установках УПС конструкции ВНИИТэлектромаш. К основным преимуществам капельного метода относятся:
значительное сокращение длительности процесса пропитки и термообработки обмоток;
* отсутствие необходимости в зачистке поверхностей пакетов от наплывов пропиточного состава;
* очень малые потери пропиточного состава;
* хорошее заполнение обмотки смолой при однократной пропитке;
* хорошая цементация витков обмотки;
* компактное технологическое оборудование, требующее небольших производственных площадей; * возможность автоматизации процесса пропитки и термообработки;
* снижение трудоемкости процесса пропитки и термообработки;
* снижение расхода электроэнергии, особенно при токовом нагреве обмоток;
* малое выделение летучих, отсутствие взрывоопасной среды, что дает возможность встраивать технологическое оборудование в поточно-механизированные линии изготовления сердечников статоров или якорей.
Основное преимущество составов без растворителей в том, что процесс их полимеризации протекает в течении 15-30 мин, в то время как полимеризация основы лаков с растворителями требует 8-10 ч. Поскольку лаки с растворителями содержат до 50 % (основы) смолы, а без растворителей – около 100%, заполнение обмоток смолой при применении последних в 2 раза больше, чем при пропитке лаками с растворителями, т.е. улучшается качество пропитки, увеличивается теплопроводность системы изоляции, повышается надежность обмотки. При пропитке лак подается регулируемой струйкой из сопла на лобовую часть обмотки, статор в этот момент медленно вращается, ось его наклонена в вертикальной плоскости. Лак растекается по проводникам лобовой части, затекает в паз. Статор при этом нагревается пропускаемым по обмотке током промышленной частоты, что способствует вначале процессу повышения жидкотекучести лака, уменьшению его вязкости, а затем – отверждению. После пропитки обмотку сушат. Чем выше температура сушки, тем быстрее удаляется влага из обмотки, однако нельзя превышать температуру, определяемую нагревостойкостью изоляции, во избежание ее ускоренного старения. Значительно скорее происходит сушка под вакуумом. Перед вакуумной сушкой обмотки прогревают при атмосферном давлении. После сушки обмотку подвергают контрольным испытаниям.
При испытаниях обмотка подвергается действию повышенных напряжений, токов, скоростей вращения. Обмотки контролируют и испытывают после изготовления элементов обмотки, после укладки обмотки в пазы, после сборки машины и в процессе эксплуатации.
После изготовления элементов обмотки их контролируют и испытывают, чтобы не допустить укладки в пазы заведомо негодных катушек. Уложив обмотку в пазы, выявляют ослабления и нарушения изоляции, происходящие в процессе укладки обмоток в пазы, так как это нельзя проверить в собранной машине. При испытаниях собранной машины проверяют надежность обмоток при повышенных скоростях вращения и под нагрузкой.
4.2. СтандартизацияНа современном уровне промышленного развития без широкого применения унификации и стандартизации невозможна организация рентабельного производства и эксплуатации электрических машин. Стандартизацией решаются задачи уменьшения затрат на производство и эксплуатацию электрических машин, а также задачи минимизации затрат общественного труда на генерирование, передачу электрической энергии и ее преобразование в механическую. Для достижения этой цели с позиций потребителя желательно для каждого конкретного механизма иметь специальную электрическую машину. С позиций производителя желательно в максимальной мере сохранить номенклатуру выпускаемых электрических машин и получить минимум затрат труда при их производстве, а также эксплуатационном обслуживании и ремонте.
Исходя из этого, стандартизация электрических машин имеет ряд особенностей. Потребителю стандартизация должна обеспечить возможность получения электрических машин с необходимыми электромеханическими характеристиками, возможность подключения электрической машины к электрическим сетям, ее сопрягаемость с производственными механизмами и возможность ее замены при необходимости другой однотипной машиной, изготовленной другими фирмами или заводами.
Производителю электрических машин стандартизация должна обеспечить возможность выпуска большего разнообразия машин при минимальной перестройке технологии и оснащения для сохранения при этом массового или крупносерийного характера производства.
Для удовлетворения этих требований стандартизация электрических машин строится по иерархическому принципу. Основу этой системы составляют группы стандартов верхнего, среднего и нижнего уровней.
Группа стандартов верхнего уровня, так называемые, основополагающие, распространяется на все виды и типы машин. Ряд групп стандартов, распространяющихся на отдельные виды машин, относятся к среднему уровню, и ряд стандартов на конкретные совокупности машин - к нижнему уровню.
В группу основополагающих стандартов входят ГОСТ, обеспечивающие конструктивную совместимость с производственными механизмами и взаимозаменяемость машин, ряды номинальных напряжений, частот тока и частот вращения, с которыми разрешается проектировать и изготовлять электрические машины. В эту же группу входят ГОСТ, устанавливающие единую терминологию, единые методы испытаний, единые требования стойкости к внешним воздействиям.
Стандартизация электрических машин базируется на нескольких принципах:
1) должно быть сгруппировано для унификации и последующей стандартизации все то, что прямо не препятствует получению любых необходимых потребителям характеристик электрических машин;
2) должны быть стандартизированы конструктивные параметры, обеспечивающие максимальную выгоду как производителю, так и потребителю за счет конструктивной взаимозаменяемости составных частей и машины в целом;
3) должны быть созданы ограничительные стандарты, исключающие возможность создания электрических машин с очень близкими или совпадающими по основным параметрам характеристиками.
Разработка и установление технических нормативов и норм на конкретные группы и виды электрических машин осуществляется на основе объединения их в группы однородной народнохозяйственной продукции – продукции, обладающей одинаковыми принципами действия и свойствами, общими значениями основных конструктивно - технологических параметров и одинаковым или подобным целевым ( функциональным) назначением.
5. Шум и вибрация электрических машинЧеловеческий организм подвергается воздействию смешанных нагрузок, а в традиционных электрических машинах – шума и вибрации. Воздействие шума повышенного уровня громкости на человеческий организм может отрицательно сказывается на нервной системе человека в целом, а также может повредить слуховой аппарат. Сильная кратковременная вибрация оказывает физическое и физиологическое воздействие на человека. многочисленные наблюдения показывают, что работа, и особенно отдых, при повышенных уровнях громкости шума приводит к повышению кровяного давления и раздражительности. Общее самочувствие ухудшается, а трудоспособность, особенно при умственном труде, понижается.
Источниками являются:
а) Электромагнитные силы. Эти силы действуют в воздушном зазоре между статором и ротором и имеют характер вращающихся или пульсирующих силовых волн. Их величина зависит от электромагнитных загрузок и некоторых конструктивных и расчетных параметров активного ядра машины. Вызывая электромагнитными силами вибрация зависит от характеристик статора как колебательной системы. В большинстве типов электрических машин значение магнитной вибрации в диапазоне 100-4000 Гц.
б) Подшипники качения. Интенсивность звука этого источника зависит от следующих факторов: от качества изготовления самих подшипников; от точности обработки мест под посадку подшипников и замков в щитах для их фиксации относительно корпуса машины; от свойств подшипниковых щитов, которые при неудачных конструктивных формах могут быть интенсивными излучателями шума, возбуждаемого подшипниками;
в) Аэродинамические силы. Интенсивность звука вентиляторов и вентиляционных каналов электрической машины зависит от того, насколько хорошо с точки зрения аэродинамики и акустики они сконструированы. Особое внимание здесь уделяется также конструированию тонкостенных воздуховодов, которые могут являться интенсивными излучателями шума. Хорошо выполненная в аэродинамическом отношении электрическая машина не содержит в спектре шума дискретных составляющих;
г) Механическая несбалансированность роторов. Ротор возбуждает ощутимые вибрации особенно в быстроходных машинах с частотами вращения 3000 об/мин и выше. Уменьшение небаланса ротора достигается динамическим уравновешиванием ротора на балансировочном станке или, в особых случаях, в собранной машине. Чрезвычайно важным является процесс изготовления ротора, при котором была бы достигнута максимальная монолитность вращающихся обмоток;
д) Трение щеток о коллектор или контактные кольца. Возбуждаемый трением шум является преимущественно высококачественным, особенно проявляется в крупных машинах постоянного тока с большим щеточным аппаратом.
Методика расчета вибрации электрической машины во многом зависит от характера сил и мест их приложения. Например, причинами низкочастотной вибрации (от 1 до 100 Гц) в машинах с частотой вращения до 3000 об/мин являются: небаланс ротора; несоосность приводов отдельных агрегатов; нарушение геометрии цапф; двойная жесткость ротора. Динамическая модель для исследования таких колебаний состоит обычно из 2-3 сосредоточенных масс, связанных между собой упругими безынерционными элементами. Вся машина рассматривается как единая упругая система, исследование свойств которой производится обычно методами прикладной теории колебаний.
В диапазоне средних и высоких частот вибрация возбуждается электромагнитными силами и подшипниками качения. Динамическая модель представлена в виде совокупности радиальных каналов, по которым колебания распространяются от точек приложения сил к выбранным точкам наблюдения. Наибольшую интенсивность имеет вибрация, возбуждаемая основной волной вращающегося магнитного поля. Частота этой вибрации равна удвоенной частоте питающей сети.
Вибрация отдельных элементов конструкции электрической машины может быть рассчитана методом электромеханической аналогии. Сущность метода в том, что любые механические колебательные системы могут быть заменены эквивалентными электрическими цепями. В качестве основы для построения аналогии между механическими и электрическими системами используются дифференциальные уравнения, которые описывают колебательные процессы, происходящие в указанных системах.
Вибрация статоров асинхронных машин, возбуждаемая электромагнитными силами
Основным источником магнитного шума являются не колебания зубцов или полюсов, непосредственно к которым приложено электромагнитные силы, а колебания ярма статора. При расчетах ярмо статора представляется в виде цилиндрической оболочки, на которую воздействует система с r числом волн, периодически изменяющихся во времени и симметрично распределенных по окружности радиальных и тангенциальных сил.
При r = 0 статора вибрирует, как пульсирующий цилиндр (растяжение- сжатие). Частота собственных колебаний кольца статора ω0 = ![]() .
.
При r = 1 все силы, возбуждающие этот вид колебаний, приводятся к одной вращающейся результирующей силе, приложенной в центре тяжести машны.
ω0 = f(α)![]() .
.
При r ≥ 2 (наиболее часто встречающихся в практике) частота собственных колебаний ярма статора машин переменного тока может быть рассчитана по формулам:
 при
при ![]() ≤ 1,0;
≤ 1,0;
ω0 = r(r2 -1)  при
при ![]() > 1,0;
> 1,0;
где Х = h2/ (12R2c)
m – масса, приходящаяся на 1 см2 средней цилиндрической поверхности ярма;
h – высота спинки статора, см;
Rc – средней радиус ярма, см;
Е – модуль упругости, Н/см2.
Параметры колебательной системы, эквивалентной статору: колеблющаяся масса (в кг).
mc = Мc / (2πRc ∙ℓt),
где Мc – полная масса пакета железа статора с обматкой или станины с полюсами;
ℓt – активная длина ярма;
приведенная податливость статора равна:
для колебаний при r = 0 λс = R2c / (Eh);
для колебаний при r ≥ 2
![]() при
при ![]() ≤ 1,0;
≤ 1,0;
λс =
![]() (1+3r2X) при
(1+3r2X) при ![]() > 1,0
> 1,0
Полное механическое сопротивление статора при частоте ω возбуждающих сил Zc = ω mc -1 / (ωλc).
Скорость колебаний на поверхности сердечника статора у = р0/Zc, здесь р0 = р01R0 /Rc,
где р01 - удельная сила, действующая в воздушном зазоре, Н/см2;
R0 – радиус расточки статора, см.
При жестком креплении машины к фундаменту пространственные формы колебаний статора искажаются. Поэтому при исследованиях виброакустических характеристик машин принята методика, при которой машина устанавливается на амортизаторы, чем исключается влияние фундаментов.
В машинах переменного тока пакет железа статора преимущественно жестко крепится в корпусе, поэтому необходимо учесть сопротивление корпуса:
Zк = ω mc -1 / (ωλк).
При этом колебательная скорость на поверхности корпуса
![]() 2 = р0/(Zc +Zк).
2 = р0/(Zc +Zк).
Величины mк и λк рассчитываются аналогично расчету mс и λс.
Влияние режима работы на уровень громкости магнитного шума.
Расчет радиальных сил в режиме холостого хода может быть произведен по формулам:
Р1 = 20В2δ и Рυμ = 40Вυ ∙Вμ
1) Основная волна магнитного поля при переходе от нагрузки к режиму холостого хода практически не меняет свою величину;
2) Высшие гармоники обмотки статора Вυ и ротора Вμ меняют свою величину пропорционально I1/I0r и I/2/I0r соответственно. Поэтому уровень вибрации, возбуждаемой этими гармониками полей, при переходе от нагрузки к режиму холостого хода должен понизиться на значение
ΔL = 20lg![]() -20lg
-20lg![]()
Аэродинамический шум
Основные причины возникновения:
1. Шум вентилятора, обусловленный срывающимися вихрями от рассечения воздушной струи кромками лопаток и дисками вентилятора.
2. Шум вращения ротора, обусловленный срывом вихрей с его поверхности от рассечения воздушной струи головками обмоток ротора или выступающими концами стержней беличьей клетки короткозамкнутых роторов.
3. Шум воздушных потоков, вызываемых срывом вихрей с неподвижных препятствий в вентиляционных путях. Например, на решетках входных и выходных окон, с ребер статора, лобовых частей обмоток статора и др.
4. Звуки, вызываемые тем, что воздушный поток на выходе с вентиляторного колеса встречает на своем пути препятствия в виде ребер, проходных шпилек и др. деталей.
5. Тональные звуки дискретной частоты, вызванные периодическими колебаниями давления на отдельных участках аэродинамической цепи. Например, при пульсациях потока воздуха, выходящего из радиальных вентиляционных каналов ротора и входящего в радиальные вентиляционные каналы статора.
Общие уровни громкости шума электрических машин на расстоянии 0,5 м от корпуса в точке с максимальным уровнем рассчитывают по следующим приближенным формулам: L = 10lgP +20lgn +5, машины защищенного исполнения с самовентиляцией, где Р – мощность машины, кВт; n – частота вращения, об/мин;
машины с замкнутой самовентиляцией:
L = 10lgP +20lgn;
машины закрытые с водяным охлаждением:
L = 10lgP +20lgn -10;
машины с независимой вентиляцией, шум которых определяется шумом вентилятора:
L = 14lgP +80, где Р – мощность вентилятора, кВт.
Колебания ротора.
Колебания вала с одной сосредоточенной массой сердечника ротора вызывают дополнительные нагрузки на подшипниковые опоры и соответственно шум и вибрацию.
Проблема математического описания колебания роторов чрезвычайно сложна, поэтому здесь не рассматривается.
Уравновешивание роторов
Одной из основных причин вибрации вращающегося ротора и всей машины в целом является неуравновешенность ротора (небаланс). Три возможных случая его небаланса:
Статический – центробежная сила небаланса вызывает на опорах одинаковые по значению и совпадающие по фазе вибрации: А1= А2;
Динамический – пара центробежных сил небаланса вызывает на опорах одинаковые по значению и противоположные по фазе вибрации: А1 = -А2;
Смешанный – остаточный небаланс ротора приводит к паре сил и к радиальной силе, приложенной в центре тяжести ротора; вибрации опор здесь различаются как по значению, так и по фазе: А1 ≠ А2.
Наиболее распространенный в практике – смешанный. Эти виды небаланса могут быть устранены путем установки добавочных грузов, которые привели бы к компенсации. Обычно грузы устанавливают в двух плоскостях ротора, в специальных круговых канавках с радиусом r. Например, при статическом небалансе mнеб = (e /r) М,
где М – масса ротора, е – смещение центра тяжести ротора.
![]() = Мω2е /Zм – скорость колебания опор.
= Мω2е /Zм – скорость колебания опор.
А1 = Мωе /Zм = mнеб(ω r/ Zм) = mнеб∙ К – амплитуда вибрации,
где Zм = механическое сопротивленииемашины.
Величина ω r/ Zм = К характеризует балансировочную чувствительность машины.
Тепловой небаланс вызывается неравномерным нагревом или охлаждением активной зоны ротора и встречается в турбогенераторах с воздушным и непосредственным водяным охлаждением.
Вибрация машин, возбуждаемая небалансом
Роторы различных типов электрических машин имеют свои конструктивные особенности, поэтому поддаются уравновешиванию с различной степенью тяжести.
Самая высокая точность может быть достигнута в асинхронных двигателях с короткозамкнутым ротором. Роторы этих машин термически стабильны во времени и практически не меняют свой небаланс в эксплуатации.
Якоря машин постоянного тока и явно полюсные роторы синхронных машин имеют более высокий остаточный небаланс. Стабильность вибрации указанных машин достигается особой технологией формовки и запечки коллекторов и обмоток роторов.
Самые высокие вибрации наблюдаются в машинах с гибкими роторами, у которых рабочая частота вращения выше первой и второй критической. Роторы этих машин особенно чувствительны к тепловой несимметрии и требуют дополнительной балансировки ротора в собранной машине.
При разработке норм на допустимый остаточный небаланс роторов электрических машин и вызываемые им вибрации исходят из необходимости выполнения следующих требований:
1) обеспечить отсутствие усталостных разрушений в течение установочного срока службы машины;
2) уровень вибрации электрических машин не должен отражаться на качестве технологических процессов;
3) вибрация машин при их эксплуатации не должна оказывать вредного физического воздействия на человека.
В зависимости от размеров и требований к исполнению машины ее относят к одному из классов вибрации, которые обозначаются индексами, соответствующими максимально допустимой для данного класса вибрационной скорости Vэф. max (в мм в сек): 0,28; 0,45; 0,71; 1,12; 1,8; 2,8; 4,5; 7,1. По стандарту НСО-2372-74 двигатели мощностью до 15 кВт, встраиваемые в основной механизм, относят к классу вибрации 18,, большие машины на тяжелых фундаментах – 4,5.
Вибрация машины, возбуждаемая небалансом, практически не поддается расчету из-за невозможности определить распределение остаточной неуравновешенности во всем объеме ротора. В самом простом случае, когда в роторе имеется чисто статический небаланс, центр тяжести машины совпадает с центром тяжести амортизирующего крепления, расчет вибрации производят как для одномассовой системы, в которой расчетными элементами являются масса машины и жесткость амортизации. При гибком роторе, жесткость которого соизмерима с жесткостью амортизации, расчет производят как для двухмассовой системы, в которой расчетными элементами являются массы статора и ротора, а так же жесткость ротора при изгибе и жесткость амортизации. Вибрация машины в дБ, измеренная по ускорению, будет тем выше, чем быстроходнее машина.
Источники вибраций подшипников качения.
При изготовлении деталей подшипников имеют место отклонения в пределах допусков, нормированных соответствующими ГОСТ. Этими отклонениями в значительной мере обусловлены вибрация и шум подшипников. Наиболее существенные: радиальный и осевой бой колец, овальность, гранность и конусность колец; разномерность, овальность и гранность шариков; допуски в гнездах сепараторов; волнистость и шероховатость дорожек качения.
Классы точности исполнения подшипников: Н – нормального, П – повышенного, В – высокого, А – особо высокого, С- сверхвысокого.
1. Радиальный бой внутреннего кольца подшипника вызывает вибрации, подобные остаточному небалансу ротора. Радиальный бой наружных колец нарушает соосность в подшипниковых узлах. Боковое биение торцов внутренних и наружных колец вызвано их непараллельностью величина указанного боя тем меньше, чем выше прецизионность подшипника.
2. Овальность и конусность колец допускается в пределах 0,5 допуска на диаметр для подшипников класса Н и 0,25 для класса С. Овальность колец является причиной вибрации с двойной частотой f = 2n/60.
3. Вибрация, возбуждаемая разномерностью шариков, зависит от угловой скорости сепаратора и конкретного распределения разномерных шариков в подшипнике.
f = ![]() , где r1 и r2 – радиусы дорожек качения внутреннего и наружного колец.
, где r1 и r2 – радиусы дорожек качения внутреннего и наружного колец.
Z – число тел качения.
4. Овальность и гранность тел качения зависит от класса точности подшипников. Для класса С она в 5 раз меньше, чем для класса Н. Частота вибрации, вызванная гранностью тел качения:
f = ![]() , где D0 – диаметр центров тел качения,
, где D0 – диаметр центров тел качения,
dШ – диаметр тел качения,
К- число граней.
5. Зазоры в гнездах сепараторов – существенный источник вибрации подшипников. Чрезмерно большие зазоры приводят к смещению сепаратора на величину зазора и появлению вибрации частотой: f = ![]() .
.
Малые зазоры могут быть причиной залегания шариков и нарушения кинематики вращения подшипника, что также вызывает повышенный шум.
6. Возникающие в подшипниковых узлах динамические импульсы от волнистости не имеют периодического характера. Спектр вибраций нестабилен. Волнистостью считают углубления, превышающие 0,1 мкм с длиной волны, соизмеримой с радиусом шарика. Частота, обусловленная волнистостью:
f = ![]() , где m – число волнистостей по окружности дорожки качения внутреннего или наружного кольца.
, где m – число волнистостей по окружности дорожки качения внутреннего или наружного кольца.
Шероховатость поверхностей качения имеет меньшее значение в шумообразовании подшипников из-за малого расстояния между отдельными выступами по сравнению с радиусами шариков.
Кроме указанных причин, возможны локальные дефекты на дорожках качения: при транспортировке – местный наклеп дорожек качения. Частота этой вибрации: f = ![]() , где К2 – число дефектов на дорожках качения. Вибрация подшипников возбуждается также периодическими изменениями жесткости подшипника, при перекатывании тел качения.
, где К2 – число дефектов на дорожках качения. Вибрация подшипников возбуждается также периодическими изменениями жесткости подшипника, при перекатывании тел качения.
Частота: f = ![]() . На уровень вибрации кроме жесткости колец влияют радиальный зазор и нагрузка на подшипник.
. На уровень вибрации кроме жесткости колец влияют радиальный зазор и нагрузка на подшипник.
Допустим, неуравновешенная машина устанавливается на фундамент, колебания которого нежелательны. Задача заключается в установке машины так, чтобы на фундаменте, с которым она связана, колебания были малыми. Решение сводится к установке машины на амортизаторах и правильному их выбору.
Эффективность виброизоляции (в дБ)
ВН = 20lg![]() = 10 lg
= 10 lg
При низких частотах вращения (n=ω/ω0<<1) виброизоляция амортизаторов = 0, при резонансной частоте ВН отрицательна и определяется ![]() ≈ 10 lg[ω20M2/(Zф+ω0М2)], то есть при резонансной частоте вибрация фундамента при упругом креплении машины больше, чем при жестком; на высоких частотах, то есть при условии n>> 1, ВН = 10 lg[Z2ф n2+ ω20M2 / (Z2ф+ω20М2n2)]. Если полное сопротивление фундамента во много раз больше полного сопротивления виброизолируемого механизма, т.е. выполняется условие ω20М2n2/ Z2ф <<1, то виброизоляция вычисляется:
≈ 10 lg[ω20M2/(Zф+ω0М2)], то есть при резонансной частоте вибрация фундамента при упругом креплении машины больше, чем при жестком; на высоких частотах, то есть при условии n>> 1, ВН = 10 lg[Z2ф n2+ ω20M2 / (Z2ф+ω20М2n2)]. Если полное сопротивление фундамента во много раз больше полного сопротивления виброизолируемого механизма, т.е. выполняется условие ω20М2n2/ Z2ф <<1, то виброизоляция вычисляется:
ВН ≈ 20 lg n = 20 lg(ω/ ω0).
При выборе амортизирующего крепления руководствуются следующим:
1. Крупные машины с малой опорной поверхностью устанавливают преимущественно на пластинчатые амортизаторы. В остальных случаях применяют амортизаторы типа АКСС. При особо жестких требованиях к виброизоляции машины применяют амортизаторы типа АПС.
2. Количество опорных амортизаторов определяют из условия обеспечения номенклатурной нагрузки на каждый амортизатор и устойчивости установки машины. Нужно иметь в виду, что при недогрузках увеличивается число амортизаторов, следовательно, и жесткость амортизирующего крепления. При перегрузках сокращается срок службы амортизаторов. При определении количества амортизаторов необходимо учитывать количество и расположение отверстий в опорных лапах.
3. Для снижения вибрации, возбуждаемой небалансом, необходимо опорные лапы расположить так, чтобы центр жесткости амортизирующего крепления был по возможности ближе к центру тяжести машины.
4. При выборе схемы расположения амортизаторов не следует учитывать удобства монтажа и замены амортизаторов.
Измерение шума электрических машинИзмерение шумовых характеристик производятся любым из четырех методов:
1) В свободном звуковом поле; 2) в отраженном звуковом поле; 3) при помощи образцового источника; 4) на расстоянии 1м от наружного контура машины.
1. Первый метод можно считать наиболее точным. Он позволяет определить все шумовые характеристики машин, во всем контролируемом диапазоне частот. Недостаток: необходимость иметь заглушенную камеру с хорошим звукопоглощающими свойствами.
2. Второй метод требует реверберационной камеры – помещения с хорошим звукоотражением. По сравнению с заглушенной ее конструкция проще, дешевле и удобнее в эксплуатации. Но в реверберационной камере очень трудно обеспечить требуемое звукоотражение на низких частотах, поэтому измерения в ней возможны только в диапазоне частот не ниже 124 Гц. Неудобство: не позволяет измерить уровень громкости звука в (дБ), хотя именно эта величина – основная при контрольных испытаниях. Недостаток: невозможность определения характеристики направленности излучения, т.к .во всех точках диффузного поля уровни громкости шума одинаковы. Преимущество: отпадает необходимость соблюдения точного расстояния от точек измерения шума до испытуемой машины.
3. Зная истинные шумовые характеристики образцового источника, заранее снятые в условиях свободного поля, и фактически того же образцового источника, измеренного в данном помещении, можно судить о том, насколько эти характеристики отличаются от условий свободного поля. В настоящее время нет достаточного опыта в применении метода образцового источника.
4. Четвертый метод измерения – основной. Для машин размером до 0,75 м он обеспечивает точность определения всех шумовых характеристик. Для более крупных машин расстояние 1 м не гарантирует выхода за границы «ближнего» звукового источника.
Этот метод позволяет определить нормируемую характеристику шума, упрощает выбор точек измерения. Для крупных машин позволяет иметь меньшие размеры заглушенной камеры.
Проведение измерений и обработка результатовПолученные результаты измерений обрабатываются в следующем порядке:
1. Если разность между уровнем громкости звука, измеренным при работающей машине и уровнем громкости помех составляет 6-9 дБ, то поправка, учитывающая влиянии помех, будет 1дБ, если разность 4-5 дБ, то поправка будет 2дБ. Эта поправка вычитается из уровня громкости звука, измеренного при работающей машине. При разностях более 9 дБ, поправка не вносится.
2. Производится усреднение уровней громкости звука измеренных в нескольких точках внутри машины. Если усредненные уровни отличаются друг от друга менее чем на 5 дБ, то за средний уровень принимается их среднее арифметическое значение, если более чем на 5 дБ, усреднение производится по формуле: La = 10 lg (![]() ) -10 lg n,
) -10 lg n,
где La – уровень громкости шума в i-ой точке измерения на расстоянии 1 м от корпуса,
n – число точек измерения.
При типовых испытаниях дополнительно измеряются уровни звукового давления в точке с максимальным уровнем звука.
6. Вопросы техники безопасности и охраны труда 6.1 Техника безопасности при производстве статорной обмотки АДПри производстве обмотки статора АД происходят следующие технологические операции: изолирование пазов, намотку катушек, укладку катушек в пазы; заклинивание катушек в пазах, разжим лобовых частей; осадку катушек в пазах для двухслойных обмоток; установку междуфазной изоляции; соединение пайкой или сваркой концов катушечных групп фаз; образование выводов обмотки; изолирование, мест соединений; увязку и закрепление выводов и межгрупповых переходов; формование, бандажирование и калибровку лобовых частей, испытание обмотки, пропитка обмотки.
Наличие движущихся с большой скоростью деталей станков при выполнении операций изолирования пазов, намотки катушек и т.д. предъявляет следующие требования к рабочим:
они должны иметь соответствующую квалификацию для работы на данном оборудовании;
у женщин на голове должна быть повязана косынка, рукава у всех рабочих необходимо подвязать тесёмками, шарфы и галстуки снять;
персонал должен пользоваться только исправным инструментом, не пренебрегать защитными стёклами и очками.
Также необходимо с особой тщательностью следить, чтобы все вращающиеся части станков (зубчатые передачи, муфты, шкивы) были ограждены специальными щитами, кожухами или решётками.
При операциях пайки нужно предусмотреть вытяжную вентиляцию, т. к. пары свинца являются сильным ядом, а также удалить из зоны работ все легковоспламеняющиеся материалы и обеспечить рабочие места средствами пожаротушения. При пайке электродуговым паяльником следует защитить глаза от ослепляющего действия дуги, а также использовать перчатки во избежание ожога рук.
На этапах пропитки и сушки обмотки одним из основных вредных факторов является наличие в воздухе ядовитых испарений от пропиточных материалов. Согласно требованиям санитарии в воздухе рабочей зоны производственных помещений устанавливают предельно допустимые концентрации (ПДК, мг/м3) вредных веществ, утвержденные Минздравом РФ превышение которых не допускается.
Предельно допустимыми концентрациями вредных веществ в воздухе рабочей зоны являются такие концентрации, которые при ежедневной работе в течение 8 ч на протяжении всего рабочего стажа не могут вызывать у работающих заболеваний или отклонений в состоянии здоровья, обнаруживаемых современными методами исследования, непосредственно в процессе работы или в отдаленные сроки. Предельно допустимые концентрации вредных веществ в воздухе рабочей зоны являются максимально разовыми. Рабочей зоной следует считать пространство высотой до 2 м над уровнем пола или площадки, на которой находятся места постоянного или временного пребывания работающих.
Контроль за составом воздуха должен осуществляться постоянно в сроки, установленные санитарной инспекцией. Определение концентрации газов производят разнообразными стандартизированными методами, основанными на химических, диффузионных и электрических принципах. Наиболее быстрые из них получили название экспресс-методов. Экспрессный линейно-колористический метод определения содержания вредных веществ в воздухе основан на быстропротекающих цветных реакциях в высокочувствительной специальной поглотительной жидкости или твердом веществе, например силикагеле или фарфоровом порошке, пропитанном индикатором, Порошок, пропитанный индикатором, помещают в стеклянную трубочку, через которую пропускают определенный объем исследуемого воздуха. В зависимости от количества вредного вещества в воздухе порошок окрашивается на определенную длину, интенсивность окраски также может быть различной. Сравнивая результаты опыта со шкалой, определяют содержание вредного вещества в воздухе.
Защита человека от воздействия вредных веществ осуществляется с помощью мероприятий, которые в ряде случаев следует применять комплексно. Основные из них:
автоматизация и механизация процессов, сопровождающихся выделением вредностей;
совершенствование технологических процессов и их рационализация (замена токсических веществ нетоксическими, отказ от применения пылящих материалов, переход с твердого топлива на газообразное и пр.);
совершенствование конструкций оборудования, при которых исключаются или резко уменьшаются вредные выделения в окружающую среду, что возможно, например, при герметизации.
Защита от вредных газов, паро - и пылевыделений предусматривает устройство местной вытяжной вентиляции для отсоса ядовитых веществ непосредственно от мест их образования. Местные отсосы устраивают конструктивно встроенными и сблокированными с оборудованием так, что агрегат нельзя пустить в ход при выключенном отсосе.
Особые требования предъявляются также к устройству помещений, в которых ведутся работы с вредными и пылящими веществами. Так, полы, стены, потолки должны быть гладкими, легко моющимися. В цехах с большими выделениями пыли производят регулярную мокрую или вакуумную уборку.
Индивидуальные средства защиты. При работе с ядовитыми и загрязняющими веществами пользуются спецодеждой — комбинезонами, халатами, фартуками и пр., для защиты от щелочей и кислот — резиновыми обувью и перчатками. Для защиты кожи рук, лица, шеи, применяют защитные пасты: антитоксичные, маслостойкие, водостойкие. Глаза от возможных ожогов и раздражений защищают очками с герметичной оправой, масками и шлемами.
Органы дыхания защищают фильтрующими и изолирующими приборами. Фильтрующие приборы — это промышленные противогазы и респираторы. Респиратор состоит из резиновой полумаски и фильтров, очищающих вдыхаемый воздух от пыли или газов. Изолирующие дыхательные приборы (шланговые или кислородные) применяют в случаях высоких концентраций вредных веществ.
Также необходимо уделить особое внимание пожарной безопасности:
не применять открытого огня и не курить;
оборудовать помещения установками для подачи пара и пенными огнетушителями;
не допускать ударов металлических предметов друг об друга во избежание искрения;
тщательно следить за исправностью технологического оборудования, избегать отклонений от номинальных режимов работы;
периодически проверять работоспособность противопожарного инвентаря.
В процессе испытания обмотки статора на электрическую прочность необходимо соблюдать осторожность при работе с высоким напряжением, пользоваться средствами индивидуальной защиты и соблюдать общие правила электробезопасности, такие как защитное заземление используемого оборудования и рабочего места, защита от случайного прикосновения к токоведущим частям оборудования, контроль и профилактика повреждения изоляции. Более подробно вопросы электробезопасности при эксплуатации оборудования рассмотрены в пункте 6.2.
6.2. Электробезопасность при эксплуатации двигателяПри эксплуатации электродвигателя необходимо соблюдать общие меры безопасности, применяемые ко всему электрооборудованию. Рабочий должен быть защищён от удара электрическим током, а также от повреждений, вызванных механической поломкой машины и окружающего оборудования. В частности, асинхронный двигатель, рассмотренный в данном дипломном проекте, выполнен по степени защиты IP 44, что означает наличие закрытого корпуса и способность работать в достаточно жёстких условиях при обеспечении безопасности рабочего.
Электродвигатели, работающие на производстве, должны быть обеспечены всеми видами защит: от короткого замыкания, от перегрузки, от чрезмерного увеличения частоты вращения. Для защиты от к.з. применяют предохранители и автоматические выключатели. Номинальные токи плавких вставок предохранителей и расщепителей автоматических выключателей выбираются таким образом, чтобы отношение пускового тока двигателя к номинальному току вставок плавких было равным 1,6 до 2. Плавкие вставки калибруют и ставят клеймо с указанием завода – изготовителя и номинального тока. Применение некалиброванных вставок плавких не допускается.
Защита электродвигателей от перегрузок устанавливается в случаях, когда возможна перегрузка по технологическим причинам, а также когда при особо тяжёлых условиях пуска или самозапуска необходимо ограничить длительность пуска при пониженном напряжении. Защита выполняется с выдержкой времени и осуществляется тепловым реле или другими устройствами. Защита от перегрузки действует на отключение, на сигнал или на разгрузку механизма, если разгрузка возможна.
Если электродвигатели располагаются в пыльных помещениях или с повышенной влажностью, то к ним необходим подвод чистого охлаждающего воздуха. Плотность тракта охлаждения (корпуса электродвигателей, воздуховодов, заслонок) проверяется не реже 1 раза в год.
Напряжение на шинах распределительных устройств должно поддерживаться в пределах 100 – 105 % от номинального. Для обеспечения долговечности двигателей использовать их при напряжении выше 110 и ниже 95 % от номинального не рекомендуется.
Необходимо также периодически проводить осмотры, капитальные и текущие ремонты согласно плану эксплуатации двигателя.
Электродвигатели аварийно отключаются от сети в следующих случаях:
при несчастных случаях с людьми;
появление дыма или огня из двигателя или из его пускорегулирующей аппаратуры;
поломке приводного механизма, появлению ненормального стука;
при резком увеличении вибрации подшипников агрегата, нагреве подшипников сверх допустимой температуры.
При обслуживании электрических установок возможны случаи, когда металлические конструктивные части, нормально не являющиеся токоведущими и не находящиеся под напряжением, электрически соединяются с элементами цепи электрического тока и получают вследствие этого потенциал, отличный от потенциала земли. Замыкание, возникающее в машинах, аппаратах, линиях, на нетоковедущие части конструкции называют замыканием. В этих случаях человек, не имеющий специальных средств защиты (резиновых перчаток, галош и т. п.), может, прикоснувшись к этим частям, оказаться под напряжением: через его тело пройдет ток, опасный или смертельный для организма.
Для обеспечения безопасности обслуживания электроустановок применяют защитное заземление, зануление или защитное отключение. Выбор вида защиты зависит от режима работы нейтрали генераторов и трансформаторов.
Нейтрали генераторов и трансформаторов, соединяющиеся с заземляющим устройством через резистор малого сопротивления, называют глухозаземленными (рис.6.1,а). Нейтрали, не присоединенные к заземляющим устройствам непосредственно или присоединенные через резисторы большого сопротивления (например, трансформаторы напряжения), называют изолированными (рис. 6.1,б). Электроустановки переменного тока напряжением до 1000 В конструктивно выполняют глухозаземленными или с изолированной нейтралью, а электроустановки постоянного тока - глухозаземленными или с изолированной средней точкой. В четырехпроводных сетях переменного тока должно быть обязательно глухое заземление нейтрали.
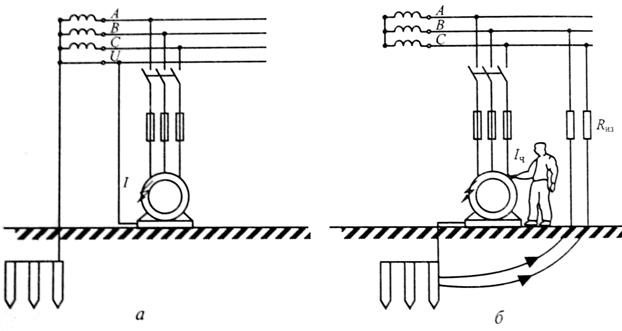
Рис. 6.1 Схемы заземления в сетях напряжением до 1000В.
Защитным заземлением электрической установки называют преднамеренное соединение ее нетоковедущих частей с заземляющим устройством, представляющим собой совокупность заземлителя и заземляющих проводников. Оно широко используется в электроустановках, работающих в сетях с изолированной нейтралью. При этом осуществляется непосредственная металлическая связь корпусов электрооборудования с землей (см. рис. 6.1, б), имеющая своей целью предельно ограничить разность потенциалов, которая может воздействовать на человека, одновременно соединенного с землей и корпусом.
К частям силового оборудования, подлежащим заземлению относят:
корпуса электрических машин, трансформаторов и аппаратов;
приводы электрических аппаратов;
вторичные обмотки измерительных трансформаторов;
каркасы распределительных щитов, шкафов и пультов управления;
металлические конструкции распределительных устройств, металлические кабельные конструкции;
металлические корпуса кабельных муфт, металлические оболочки и брони контрольных и силовых кабелей, металлические оболочки проводов, стальные трубы для проводов электросети и другие металлические конструкции, связанные с установкой электрооборудования;
съемные или открывающиеся части на металлических заземленных каркасах любых электроконструкций;
металлические корпуса передвижных и переносных электроприёмников.
Заземлению не подлежит электрооборудование, которое по характеру своего расположения и способу крепления имеет надёжный контакт с другими заземлёнными металлическими частями установки;
оборудование, установленное на заземлённых металлических конструкциях, имеющие в местах крепления зачищенные и незакрашенные места;
корпуса электроизмерительных приборов, реле и т.п. установленные на шкафах, щитах и пультах;
съёмные или открывающиеся на металлических заземлённых каркасах любых электроконструкций.
Для защиты от перехода высокого напряжения в сеть низкого напряжения, при пробое изоляции обмоток трансформаторов в этих установках обмотку трансформатора заземляют через пробивной предохранитель. В случае попадания тока высокого напряжения в сеть тока низкого напряжения происходит электрический пробой пробивного предохранителя и обмотка низшего напряжения трансформатора оказывается заземленной.
В качестве естественных заземлителей используют:
свинцовые оболочки кабелей, проложенных в земле;
металлические конструкции зданий (фермы, колонны и т.п.);
металлические конструкции производственного назначения (подкрановые пути, каркасы распределительных устройств, галереи, площадки и т.п.); стальные трубы электропроводок; обсадные трубы скважин; металлические, стационарные открыто проложенные трубопроводы всех назначений, кроме трубопроводов горючих и взрывоопасных смесей, канализации и центрального отопления.
Если естественных заземлителей нет или их использование не дает нужных результатов, то применяют искусственные заземлители в виде стержней из угловой или круглой стали и из газоводопроводных труб.
В электроустановках с глухозаземленной нейтралью при замыканиях на нетоковедущие части должно быть обеспечено надежное автоматическое отключение поврежденных участков сети с наименьшим временем отключения. С этой целью в электроустановках напряжением до 1000 В с глухозаземленной нейтралью, а также в трехпроводных сетях постоянного тока с глухозаземленной средней точкой обязательно зануление — металлическая связь корпусов электрооборудования с заземленной нейтралью электроустановки (рис. 6.2). Проводимость фазных и нулевых защитных проводников должна быть выбрана такой, чтобы при замыкании на корпус возникал ток короткого замыкания, превышающий не менее чем в 3 раза номинальный ток плавкого элемента предохранителя.
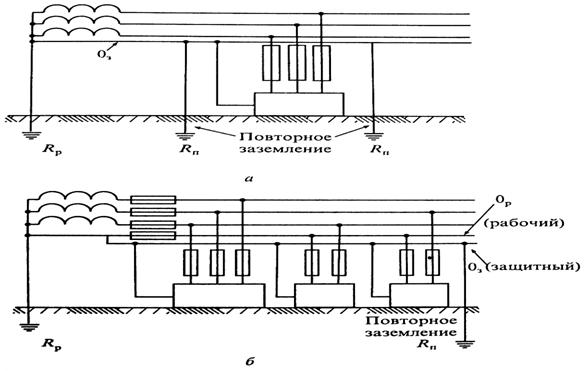
Рис 6.2 Схемы зануления электрооборудования
Схема зануления включает в себя следующие элементы: нулевой провод питающей сети, заземление нейтрали источника питания (рабочее заземление) и повторное заземление нулевого провода. Нулевой провод питающей сети в схеме зануления обеспечивает создание цепи с малым сопротивлением для тока при замыкании фазы на корпус и превращении этого замыкания в однофазное короткое замыкание. Различают нулевой защитный 03 и нулевой рабочий 0Р провода (см. рис. 6.2, б). Нулевой защитный провод служит для соединения зануляемых частей оборудования с глухозаземленной нейтралью источника тока, а нулевой рабочий провод — для питания электроприемников фазным напряжением. Однако схемы с разделением нулевого провода выполняют редко. В большинстве случаев используют один нулевой провод, одновременно выполняющий функции и рабочего, и защитного (см. рис. 6.2, а).
В качестве нулевых защитных проводов можно использовать:
нулевые рабочие, специально предусмотренные проводники (четвертая или третья жила кабеля, четвертый или третий провод, стальные полосы и т.п.);
стальные трубы электропроводки;
алюминиевые оболочки кабелей;
металлические конструкции зданий (фермы, колонны и т.п.);
металлические конструкции производственного назначения (подкрановые пути, каркасы распределительных устройств, галереи, площадки, шахты лифтов, подъемников, элеваторов, обрамление каналов и т.п.);
6.3 Пожарная безопасность при эксплуатации двигателяМногие производственные процессы сопровождаются значительным выделением пыли. Пыль – это тонкодисперсные частицы, которые образуются при различных производственных процессах – дроблении, размалывании и обработке твёрдых тел, при просеивании и транспортировке сыпучих веществ и т.п. Кроме того пыли образуются при горении топлива. Пыли, взвешенные в воздухе, называются аэрозолями, скопления осевших пылей – аэрогелями. Промышленная пыль бывает органическая (древесная, торфяная, угольная) и неорганическая (металлическая, минеральная).
Для обеспечения противопожарной безопасности в помещениях с повышенным содержанием пыли (деревообрабатывающие мастерские, мукомольни и т.д.) необходимо обеспечить бесперебойную вытяжную вентиляцию, а также предусмотреть необходимые средства пожаротушения. Естественно, в таких помещениях нужно полностью исключить курение, использование обогревательного оборудования, не предусмотренного в конструкции помещения. Электродвигатели, используемые в приводах, должны быть взрыво – пожаробезопасной конструкции.
Согласно строительным нормам и правилам все производства подразделяются на пять категорий: А, Б, В, Г, Д.
Проектируемый двигатель находится в помещении II класса по огнестойкости категории В. К категории В относятся производства связанные с обработкой твёрдых сгораемых веществ и материалов, а так же жидкостей с температурой возгорания выше 120ºС.
Пожарная опасность электроустановок обусловлена наличием в применяемом электрооборудовании изоляционных материалов. Горючей является электрическая изоляция обмоток электрических машин, различных электромагнитов, проводов и кабелей. Всевозможные лаки и компаунды, изоляционное (трансформаторное) масло. битум, канифоль, и ряд других электроизоляционных и конструкционных материалов, являющихся горючими и пожароопасными.
Электроизоляционные материалы, применяющиеся в электрических машинах, по их нагревостойкости подразделяются на семь классов. Для каждого класса установлена предельно допустимая рабочая температура.
Выделяемая изолированными проводниками теплота вызывает повышение температуры. В случае значительных перегрузок проводников и особенно при протекании токов КЗ, температура изоляции возрастает настолько, что материал разлагается с выделением горючих паров и газов, что и бывает обычно причиной возгорания изоляции.
Значительную пожарную опасность представляют коммутационные аппараты открытого типа и открытые плавкие вставки, в которых при отключении тока, а так же при перегорании плавкого предохранителя возникает опасное искрообразование. Поэтому, как правило, рубильники, предохранители и переключатели следует применять закрытого типа.
Учитывая пожарную опасность электроустановок, ПУЭ устанавливают ряд специальных требований к электрооборудованию при установке и монтаже. В процессе эксплуатации электроустановок необходимо так же соблюдать ряд мер предусмотренных ПТЭ с учётом пожарной безопасности. Система пожарной безопасности предусматривает следующие меры:
- удаление избыточного тепла, выделяемого двигателями;
- максимально возможное применение негорючих и трудно горючих веществ и материалов;
- ограничение количества горючих веществ и их надлежащее расположение;
- изоляцию горючей среды;
- предотвращение распространения огня за пределы очага;
- применение средств пожаротушения.
7. Технико-экономическое обоснование спроектированного двигателя 7.1. Описание конструкции АДЭлектрические машины мало вступают в физический и психологический контакт с человеком, поэтому требование при проектировании АД сводятся к обеспечению удобства их монтажа, встраиваемости в различные механизмы, безопасности при эксплуатации, малошумности, максимально возможного охлаждения электрической машины и удобства подключения.
К видимым частям электрической машины относятся станина, подшипниковые щиты, кожух вентилятора, ротор. Станина АД изготавливается методом литья под давлением. Два подшипниковых щита одинаковы по форме, гладкие. Конфигурация кожуха служит для оптимального обтекания двигателя струями охлаждающего воздуха. Магнитная система набирается из листов электротехнической стали марки 2013. Обмотка статора из мягких секций, намотанных круглым медным проводом. Секции укладываются в пазы статора через шлицы. Подшипниковые щиты литые, имеют внутреннюю замковую поверхность, полностью прилегающую к станине. Также в двигателе есть подшипники качения, легкой серии с понижением уровня шума.
7.2. Структурно-функциональный анализ асинхронного двигателяСтруктурно-функциональный анализ (СФА) применяется для всестороннего изучения изделия с целью установления его главных, основных и вспомогательных функций, для совершенствования конструкции в направлении повышения надежности, безопасности, экономичности производства и эксплуатации при выполнении главной функции. При проведении СФА все изделие представляется в виде нескольких систем, а каждая система разбивается на несколько элементов. Анализ выявляет связь, главенство, полезность, функциональность элементов системы. Структура системы – это то, что остается неизменным при изменении ее состояния реализации различных функций в процессе совершения системой различных операций.
Для проведения СФА выделяются главная, основная и вспомогательная функции. Функция системы – действие, которое она выполняет для достижения поставленной цели. Главная функция – неизменное выражение основного назначения изделия, его полезности для достижения конечного результата. Ее основное отличие от других функций – неизменность, независимость от конструктивных модификаций системы.
Основная функция характеризует назначение элементов изделия, которое по возможности стабильно и независимо от изменяющихся факторов – материалы технология и так далее.
Лишняя функция - назначение элемента не участвующего в выполнении основной функции и оказывающегося ненужным при изготовлении, либо функционировании системы.
| Преобразов электрическ. в механическ. |
| Отвод тепла от активных частей машины |
| Установить защитные крышки |
| Уменьшить силу трения |
| Установить ротор в сердечник |
| Запрессовать сердечник ротора вал |
| Подключение двигателя к перемен. току |
| Создать магнитодвиж. силу |
| Уложить и сварить обмотку ротора |
| Пропустить по обмотке статора эл. ток |
| Образовать магнитное поле |
На основании СФА выявляются связи между элементами системы. Полный набор механических связей каждого элемента с другими осуществляется с помощью структурной матрицы. Матрица связей позволяет в наиболее простой и наглядной форме проследить связи узлов и деталей, составляющих изделие. При установлении этих связей, анализируются наиболее загруженные и ненадежные узлы и детали машины, содержащие наибольшее количество единиц в матрице (рис. 7.1 и табл. 7.1).
| Наименование системы | Выполняемая функция | Уровень функции | Выполнение операции | Материалы |
| асинхронный двигатель | преобразование эл. энергии в механическую | главная | все изделие | сталь, медь, латунь |
| магнитная система | создание магнитодвижущей силы | основная | Станина | медь |
| система подключения | подключение обмотки статора к питанию сети | вспомо- гатель-ная | коробка выводов | железо |
| система центровки и крепления | обеспечение “жесткого” положения ротора в подшипнков. щитах | вспомо- гатель-ная | подшипни- ков. щиты, подшипники вал | конструкционные материалы |
| система смазки | уменьшает силу трения в подшипниках | вспомо- гатель-ная | масленка, “шприц” для металла | металл |
| система охлаждения | Отвод тепла от активных частей машины | вспомо- гатель-ная | вентилятор на валу ротора | сталь |
| системы защиты. | защита человека от прикосновения к вращающимся частям, от поражения эл. током, от выхода из строя эл. двигателя. | вспомо- гатель-ная. | Защитные крышки, кожухи, эмали, лаки. | Конструк- ционные материалы, краски, лаки, эмали. |
Таблица 7.1. СФА АД
Система асинхронного двигателя для структурно-функционального анализа представлена на рис. 7.2.
Рис. 7.2. Схема для СФА
Матрица механической связи основных элементов структуры асинхронного электродвигателя приведена ниже в табл. 7.2.
Табл. 7.2.
| Подшип-ник | Ста-нина | Ста-тор | Ротор | Об-мотка ста-тора | Об-мотка ротора к.з. | Задний подшип. щит | Перед. подшип. щит | Вал | |
| Подшипник | 0 | 0 | 0 | 1 | 0 | 0 | 1 | 1 | 1 |
| Станина | 0 | 0 | 1 | 0 | 0 | 0 | 1 | 1 | 0 |
| Статор | 0 | 1 | 0 | 0 | 1 | 0 | 0 | 0 | 0 |
| Ротор | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 1 |
| Обмотка статора | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 0 |
| Обмотка ротора к.з. | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 |
| Задний подшип-ник. щит | 1 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| Передний подшип-ник. щит | 1 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| Вал | 1 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 |
Примечание: 0-отсутствие; 1-наличие механической связи между системами.
Главная функция отличается от остальных неизменностью, независимостью от конструктивных модификаций системы.
Основная – характеризует назначение элементов изделия.
Вспомогательная – это результат конструктивных, технических, либо других решений для реализации основной и главной функции.
Полный набор механической связи каждого элемента с другими осуществляется с помощью структурной матрицы. В проведённом СФА, изделие было представлено не в его реальной форме, а как комплекс выполняющих функций. В процессе анализа были установлены главные, основные, и вспомогательные функции. Приведенный анализ показал, что все элементы изделия участвуют в выполнении главной функции – обеспечение работы АД при большом пусковом моменте. На основании данного анализа был сделан вывод, что снижение себестоимости, повышение качества нужно добиваться за счет применения новых материалов.
Повышение эффективности новых машин связано со снижением эксплуатационных расходов, то есть повышения надежности и улучшением энергетических показателей, однако это должно достигаться без увеличения затрат на изготовление. Машина общего назначения должна удовлетворять в части рабочих характеристик требованиям действующих стандартов или технических условий и вместе с тем быть экономически эффективной.
Например, при соблюдении указанных требований стандартов машина может быть спроектирована с высоким использованием активных (проводниковых и магнитных ) материалов, иметь уменьшенную массу и, следовательно стоимость. Однако если при этом ухудшаются энергетические показатели, то повысится стоимость потерь энергии.
Для повышения эффективности машины необходимо сократить расходы на электротехническую сталь, обмоточные провода, снизить трудоемкость изготовления. Переход на более нагревостойкую изоляцию позволяет при той же мощности машины уменьшить ее габариты. Применение более совершенной системы охлаждения, новых сортов электротехнической стали с лучшими магнитными свойствами и меньшими удельными потерями, новых электроизоляционных материалов приводит к уменьшению потерь и объема активной части.
Данные мероприятия приводят к снижению себестоимости двигателя, следовательно, и его цены.
7.3. Определение себестоимости и оптовой цены спроектированного двигателяТрудоемкость изготовления спроектированного двигателя:
Тн = Тб ³√(mмаш.н/mмаш.б)²=25 ³√(41,8/49)²= 22,49 н·ч,
где Тб = 25 н·ч - трудоемкость базового двигателя.
Заготовительные массы материалов
Масса проводов обмоток
m'м1 = 1,03mм1. =1,03·3,73= 3,84 кг.
Масса алюминия короткозамкнутого ротора
m'ал =1,05mал = 1,05·1,12=1,18 кг.
Масса стали статора и ротора
m'сΣ =mсΣ = 16,32 кг.
Масса изоляции машины
m'и1 =1,05 mи1 = 1,05·0,07 = 0,0735кг.
Масса конструкционных материалов
m'к =1,1 mк = 1,1·20,66 = 22,73 кг.
Себестоимость материалов
Провода обмоток
См1 = см1 ·m′м1 =150·3,84= 576,29 руб.
Алюминий ротора
Сал =сал·m′ал = 100·1,18 =118 руб.
Сталь статора
СсΣ= ссΣ· m′сΣ = 80·16,32 =1305,6 руб.
Изоляция
Си1 =си1· m'и1 = 75·0,0735 =5,51 руб.
Конструкционные материалы
Ск =ск· m'к = 35·22,73 =795,55 руб.
Суммарная стоимость материалов
Смат= См1+СсΣ + Сал + Си1 + Ск = =576,29+118+1305,6+5,5+795,55=2800,95 руб.
Покупные изделия
Таблица 7.3
| № | Наименование изделия | Количество изделий Ки | Действующие цены на покупное изделие Спи |
| 1 | Болт М8 | 4 шт. | 7 |
| 2 | Болт М6 | 16 шт. | 6 |
| 3 | Болт М4 | 18 шт. | 5 |
| 8 | Подшипники | 2 шт. | 65 |
| 9 | Лакокраски | 0,4 л. | 90 |
Стоимость покупных изделий
Сп.и=∑( Спи ·Ки) = 7·4+6·16+5·18+65·2+90·0,4= 380руб.
Транспортные расходы
Сmр = (Смат. + Сп.и. )/100% · аmр = (2800,95+380)/100·8=254,48руб.,
где аmр = 8% - процент транспортных расходов.
Основная зарплата производственных рабочих
Зо = Тн·Uс =22,49 · 17,5 = 393,58 руб.,
где Uс = 17,5 руб. – часовая ставка.
Премия производственных рабочих
П= Зо /100% · ап=393,58/100·30=118,07руб.
где ап = 30% .
Дополнительная зарплата производственных рабочих
Здоп = (Зо+П) /100% · адоп = (393,58+118,07)/100·15= 76,74 руб.,
где адоп = 15% .
Единый социальный налог
Осс=( Зо +П+ Здоп)/100% · ас =
= (393,58+118,07+76,74)/100·26= 152,98 руб.,
где ас = 26% .
Зарплата производственных рабочих
Зпр = Зо +П+ Здоп + Осс =393,58+118,07+76,74+152,98=741,37 руб.
Цеховые расходы
Рц =( Зо · а′цех )/100% = (393,58·50)/100=196,79 руб.,
где а′цех = 50% .
Расходы на содержание оборудования и его эксплуатацию (амортизация)
Рсо =( Зо · а′со )/100% = (393,58·110)/100=432,94 руб.,
где а′со = 110% .
Цеховая себестоимость
Сц = Смат + Сп.и + Сmр + Зпр +Рсо + Рц = 2800,95+380+741,37+196,79+432,94=4806,53 руб.
Общезаводские расходы
Рз =( Зо · азав )/100% = (393,58·70)/100 =275,5 руб.,
где азав. =70% .
Производственная себестоимость
Сп= Сц + Рз =4806,53+275,5 = 5082,03 руб.
Прочие производственные расходы
Рпр =( Сп · апр )/100% = (5082,03·2)/100 = 101,64 руб.,
где апр. = 2% .
Общезаводская себестоимость
Сз =Сп+ Рз + Рпр = 5082,03+101,64 =5183,67 руб.
Внепроизводственные расходы
Рвн. =( Сз · авн. )/100% = (5183,67·1,5)/100= 77,76 руб.,
где авн. = 1,5% .
Полная себестоимость двигателя
Сд = Сз + Рвн =5183,67 +77,76 = 5261,43 руб.
Прибыль
Р =( Сп · апб )/100% = (5261,43·4,4)/100 = 231,5 руб.,
где апб = 4,4% .
Оптовая цена
Сг= Сп + Рб =5261,43+231,5= 5492,93 руб.
![]()
Калькуляция себестоимости АД
Таблица 7.4
| № | Наименование статей и затрат | Цена нового двигателя Руб. | Цена базового двигателя Руб. |
| 1 | Основные материалы | 2800,95 | 3283,41 |
| 2 | Покупные изделия | 380 | 380 |
| 3 | Транспортно-заготовительные расходы | 254,48 | 293,07 |
| 4 | Основная зар.плата рабочих | 393,58 | 437,5 |
| 5 | Дополнительная зар.плата рабочих | 76,74 | 85,31 |
| 6 | Премия | 118,07 | 131,25 |
| 7 | Единый соц.налог | 152,98 | 170,06 |
| 8 | Цеховые расходы | 196,79 | 218,75 |
| 9 | Расходы на содержание оборудования (амортизация) | 432,94 | 484,25 |
| 10 | Общезаводские расходы | 275,5 | 306,25 |
| 11 | Внепроизводственные расходы | 77,76 | 88,58 |
| 12 | Прочие постоянные расходы | 101,64 | 115,8 |
| 13 | Полная себестоимость | 5261,43 | 5994,23 |
| 14 | Прибыль | 231,5 | 263,75 |
| 15 | Цена | 5492,93 | 6257,98 |
| 16 | Объем производства | 550 | 550 |
Таким образом спроектированный двигатель дешевле базового на 765,05 руб. Разница обусловлена меньшей затратой на основные материалы, так как масса нового двигателя меньше чем масса базового и соответственно меньшей заработной платой на их изготовление.
7.4. Определение экономической эффективностиГодовая себестоимость нового двигателя:
Кн=К1*Nгод.б=5261,43*550=2893786,5 руб
Годовая себестоимость базового двигателя:
Кб=К2*Nгод.б=5994,23*550=3296826,5 руб
Годовая экономия от снижения себестоимости:
ΔК= Кб- Кн=3296826,5-2893786,5=403040 руб
Определение точки безубыточности
Переменные издержки на калькуляционную единицу:
v=Смат+Сп.и+Сmр+Зо+Здоп+П+Осс+=2800,95+380+254,48+393,58+76,74+118,07+152,98=4176,8 руб
Общие переменные издержки:
V= v*Q=4176,8*550= 2297240 руб
Постоянные издержки на калькуляционную единицу:
f= Рц + Рсо + Рз + Рпр =196,79+432,94+275,5+101,64=1084,63 руб
Общие постоянные издержки:
F=f*Q=1084,63*550=596546,5 руб
Себестоимость калькуляционной единицы:
C=v+f=5261,43 руб
Общая себестоимость:
Co = C*Q =5261,43*550=2893787
Валовая выручка:
R= Сг*Q = 5492,93*550 = 3021112 руб
Прибыль:
P= R - Co =3021112-2893787= 127325 руб
Объем производства в критической точке (Nкр)
Nкр = F/( Цд - v) = 596546,5/(5492,93 – 4176,8) = 453,258 шт.
Выручка от реализации продукции в критической точке
Rкр = Цд Nкр =5492,93 · 453,258= 2489715руб.
Таблица 7.5
| № | Наименование статей | Обозначение, ед. измерения | Кол-во | |
| Базовый двигатель | Новый двигатель | |||
| 1 | Объем производства | Q, шт. | 550 | 550 |
| 2 | Переменные издержки на калькуляционную единицу | v, руб | 4780,6 | 4176,8 |
| 3 | Общие переменные издержки | V, руб. | 2629330 | 2297240 |
| 4 | Постоянные издержки на калькуляционную единицу | f, руб | 1213,63 | 1084,63 |
| 5 | Общие постоянные издержки | F, руб. | 667496,5 | 596546,5 |
| 6 | Себестоимость калькуляционной единицы | C, руб. | 5994,23 | 5261,43 |
| 7 | Общая себестоимость | Co , руб. | 3296827 | 2893787 |
| 8 | Валовая выручка | R, руб. | 3441889 | 3021112 |
| 9 | Прибыль | P, руб. | 145062,5 | 127325 |
| 10 | Точка безубыточности в стоимостном выражении | руб. | 2827424 | 2489715 |
| 11 | Точка безубыточности в натуральном выражении | шт. | 451,811 | 453,258 |
Минимальная продажная цена при которой производство остается безубыточным:
Cр.min = F + V / Q= 2893786,5/ 550 =5261,43 руб.,
Запас финансовой устойчивости:
Зф.у = R – Rкр =3021111,5-2489715=531396,5руб.,
где R – валовая выручка от реализации продукции;
Rкр – выручка от реализации продукции в критической точке.
Показатель финансовой устойчивости в относительном выражении
Кзфу = Зф.у / R =531396,5/3021111,5=0,176
График безубыточности
Издержки,
тыс. руб.
 |
![]()
![]()
![]() 3021111,5
3021111,5
![]() 2893786,5
2893786,5
![]()
![]() 2489715
2489715
Nкр
 |
![]() 1500000
1500000
 |
F
![]() 596546,5
596546,5
![]()
0 100 200 300 400 453 500 550600
Объём производства, шт.
Безубыточность достигается после выпуска 453 изделий на сумму 2489715 руб.
7.5. Определение экономического эффектаНеобходимо инвестиций 1052286 руб
Инфляция - 13%
Ставка налога на прибыль - 24%
Среднегодовая ставка по кредиту - 15%
Таблица 7.6
| Наименование показателей | Год инвестиций | Год эксплуатации | ||||
| 0 | 1 | 2 | 3 | 4 | 5 | |
| Инвестиции, руб. | 248375,1 | |||||
| Цена, руб./шт. | 5492,93 | 5492,93 | 5492,93 | 5492,93 | 5492,93 | |
| Объем производства, шт./год | 550 | 550 | 550 | 550 | 550 | |
| Себестоимость единицы продкуции, руб./шт. | 5261,43 | 5261,43 | 5261,43 | 5261,43 | 5261,43 | |
| в т.ч. на амортизацию | 432,94 | |||||
| Выручка | 3796568 | 3796568 | 3796568 | 3796568 | 3796568 | |
| Общие издержки | 3548193 | 3548193 | 3548193 | 3548193 | 3548193 | |
| в т. ч. на амортизацию | 384500 | 384500 | 384500 | 384500 | 384500 | |
| Балансовая прибыль | 248375 | 248375 | 248375 | 248375 | 248375 | |
| Налог на прибыль | 59610 | 59610 | 59610 | 59610 | 59610 | |
| Чистая прибыль | 188765 | 188765 | 188765 | 188765 | 188765 | |
| NCF | 573265 | 573265 | 573265 | 573265 | 573265 | |
| Kd | 1 | 0,98039 | 0,96116 | 0,94232 | 0,92384 | 0,90573 |
Определение нормы дисконта q:
q= Банковская ставка по кредиту – Инфляция
q=0,15-0,13=0,02
Коэффициент дисконтирования ( для каждого года с нулевого года, для нулевого года Kd=1 )
Kd = (1+q)-t
Похожие работы
... тока электродвигателя. Выбираем кабель ВВГ 4´0,5 с допустимым током 11 А, т.к. 11 А > 6,7 А. Выбранный кабель ВВГ 4´0,5 соответствует выбору. 8. Структурная схема электрооборудования станка Схема структурная определяет основные функциональные части электрооборудования, их назначение и взаимосвязи и служит для общего ознакомления с разрабатываемой установкой. На структурной ...
0 комментариев