Качественный
анализ технологичности
делали
Расчет режимов
резания
X2 + 0.25X3
3.5
Выбор марки
материала и
конструкции
режущего инструмента
Экономическая
характеристика
предприятия
Финансовые
показатели
проекта
Creditor/Purchases ratio - Коэффициент
оборачиваемости
кредиторской
задолженности,
дней
Long-term debt
to fixed assets - Долгосрочные
обязательства
к внеоборотным
активам, в %
Анализ
организации
процесса выбора
инновационного
проекта
Тыс.$
Уменьшенную
на 50% потребность
в дорогостоящей
ленте (в большинстве
случаев импортной,
стоимостью
от 250 до 350 долл за
1 кв.метр)
Навигация
Расчет режимов резания
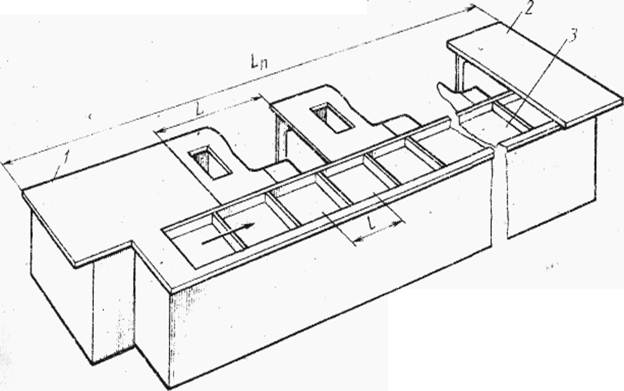
Организация серийного производства конвейеров с подвесной лентой
138339
знаков
34
таблицы
32
изображения
9. Расчет режимов резания.
9.1 Расчет режимов резания раасчетно-аналитическим методом.
Операция 015. Переход 4. Обработка отверстия 52+0,03мм под подшипник.
Обработка состоит из чернового растачивания и чистового растачивания. Назначим режимы резания для чистовой обработки.
1.Технические характеристики станка 16К20Ф3 :
Наибольший диаметр обрабатываемой заготовки :
над станиной ………………………………………………. 400
над суппортом……………………………………………… 220
Частота вращения шпинделя, мин-1……………………….12,5-2000
Число скоростей шпинделя…………………………….…..22
Подача суппорта,мм/мин:
Продольная…………………………………………………..3-1200
Поперечная…………………………………………………..1,5-600
Мощность электродвигателя главного привода,кВт……...10
2.Инструментальный материал (пластины с механическим креплением из твердого сплава) Т15К6;
3.Инструмент – расточной резец с механическим креплением твердосплавных пластин.
4.Подача СОЖ – в зону резания.
5.Глубина резания t = 0.5 мм
6.Подача 0.1мм/об
7.
Скорость резания
V = ![]() *0,9,
*0,9,
где Т – стойкость инструмента , при одноинструментной обработке Т = 45 мин;
Сv = 420 , x = 0.15 , y = 0.2 [1, c.269] ;
Кv = 0.76;
V = 420*0.9 / 450.2*0.50.15*0.10.2 = 310 м/мин ;
8. Частота вращения шпинделя
n = 1000V / D = 1000*310*0.8 / 3.14 * 52 = 1442 мин-1;
nдейств. = 1271 мин-1;
Vдейств. = D nдейств / 1000 = 3,14*52*1442 / 1000 = 235 м/мин ;
9.Сила резания Pz = 10Cp * tx * Sy * Vn * Kp =
= 10*300*0.5*0.10.75*235-0.15 * 0.8 = 94H;
Мощность резания N = Pz*V / 1020*60 = 94*235 / 1020*60= =0.36кВт;
Nст = Nд* = 10*,8 =8кВт , - КПД ;
0,36 < 8 , т.е . режимы удовлетворимые.
9.2 Расчет режимов резания методом линейного программирования.
Операция О15 . Переход 3 . Чистовая обработка торца (точение) .
Преобразование ограниченй и приведение их к линейному виду.
По режущим свойствам инструмента (по допустимому периоду стойкости Т , мин) .
![]() ;
;
где
![]() .
.
n (100So)ytx 318Cv100yKv / TmDз ;
Для приведения к линейному виду это выражение логарифмируется
ln n + y ln (100So) + x ln t b1 , где b1 = ln (318Cv100yKv / TmDз) ;
С v =350 , x = 0.15 , y = 0.35 , m = 0.2 [ 1, c.269 ] ; T = 45 мин ;
Kv = KмvКпvKиv = Kr (750/в)Nv КпvKиv = 0.8 (750/600)1.50.91 =
=1.006;
b1 = ln(318*350*1000.35*1.006/450.2*95) = 7.9;
ln n = X1 , ln (100So) = X2 , ln t = X3 ;
уравнение 1 принимает форму
1. X1 + 0.35X2 + 0.15X3 7.9
По мощности главного привода станка.
Мощность , потребная на резание не может быть больше , чем
мощность , обеспечиваемая на шпинделе станка двигателем главного
привода :
Nэ Nшп = Nд , где
Nэ – эффективная мощность , потребная на резание ,кВт ;
Nшп – мощность на шпинделе станка ,кВт ;
Nд – мощность двигателя станка , кВт ;
- КПД привода главного движения = 0,8 ;
так как Nэ = PzV / 60 1020 ,
Pz = 10Cp*tx(100So)y*Kp(100)-y , где Pz – главная составляющая силы резания , Н ,
То после подстановки и решения относительно n,So и t получается
(1+n)X1
+ yX2 + xX3
b2 , где b2 = ln  ;
;
Кмр = (600/750)0,75 = 0,85 ; (1, с. 264)
Кр = КмрКрКрКрКrр =0,85*1*1,1*1*0,93 = 0,8 ;
Ср = 300 (1 , с.273) ; Dз = 95 мм , n = -0.15 , Nд = 10 кВт ,
b2 = ln (10*0,8*60*1020*(318)1-0,15*1000,75 / 10*300*951-0,15*0,8 = 9,8;
2. (0.85)X1 + 0.75X2 +X3 9.8
Ограничение по наименьшей частоте вращения шпинделя станка.
Частота вращения шпинделя не может быть меньше минимальной по технической характеристике станка :
n n ст.min ,где n ст.min – наименьшая частота вращения шпинделя
станка , мин-1;
b3 = ln n ст.min = ln12.5 = 2.5 ;
3. X1 2.5
Ограничение по наибольшей частоте вращения шпинделя станка.
n n ст.max ;b4 = ln n ст.max = ln 2000 =7.6
4. X1 7.6
Ограничение по наименьшей подаче станка.
Vs Vs ст.min , b5 = ln Vs ст.min = ln150 =5;
5. X1 + X2 5
Ограничение по наибольшей подаче станка.
Vs Vs ст.max , b6 = ln Vs ст.max =ln60000 =11;
6. X1 + X2 11
Ограничение по прочности державки резца.
Если составляющая Pz силы резания будет больше допустимой величины , то державка резца может согнуться или сломаться. При этом изгибающий момент зависит от величины Pz и вылета державки lд относительно опорной поверхности резцодержателя.
nX1
+ yX2 + xX3
b7 , где b7 =  ;
;
lд = 24мм , В = 16мм, Н = 16мм , Кзп = 2.5 , [и] = 200мПа ; n =-0.15;
b7 = ln ( 200*318-0.15*16*162*1000.75 / 60*2.5*24*300*95-0.15*0.8 ) = =3.2;
–0.15X1 + 0.75X2 + X3 3.2
Ограничение по жесткости державки резца.
Ограничивается стрела прогиба вершины резца f под воздействием
Pz для обеспечения виброустойчивости.
f [f] , [f] = 0. 1мм , f = Pzlд3 / 3EI ;
[f] – допустимая стрела прогиба ;
Е – модуль упругости державки ;
I – полярный момент сечения державки ;
I = BH3 / 12; E = 2.1105H/mm2;
nn
( 100So)y
tx
 ;
;
b8
= ln
=
= ln(0. 1*16*163*2.1*105*318-0.15*1000.75 / 40*300*95-0.15*0.8*243) =
= 5.6;
–0.15X1 + 0.75X2 + X3 5.6
Ограничение по прочности механизма подач станка.
Сопоставляется осевая составляющая силы резания Px с силой Psст, максимально допустимой прочностью механизма подач станка :
Px Psст , или ограничивается мощность , расходуемая на движение подачи , мощностью двигателя привода подачи Ns :
PxVs / 60 1020 1000 Ns , Vs = n So;
Px = 10Cp*tx*(100So)y*Vn*Kp*100-y;
nn(100So)ytx ;
;
b10
= ln
=
= ln (5.6*60*1000*1020*318-0.15*1001.75 / 10*300*95-0.15*0.8) =
= 19.75 ;
9 . –0.15X1 + 0.75X2 + X3 19.75
1.10 Ограничение по допустимой шероховатости.
Проверяется величина допустимой подачи , обеспечивающей шероховатость поверхности , не превышающую заданного предельного значения Rz :
100So 100So max доп. ;
So max доп. – подача , обеспечивающая допустимую величину Rz;
So
max доп. =  , где
, где
rb – радиус вершины резца ,мм ,
,1 – главный и вспомогательный углы в плане ,
Cs,x,y,q – коэффициент и показатели степени [ 3,c.305];
Cs = 0.045,x = 0.25,y = 1.25,z = 0.5,q = 0.75, rb = 1.6 , = 48, 1 =92;
100So*tx
 ;
;
b11
= ln
= ln (0.045*201.25*1.60.75*100
/ (48*92)0.25
) =
= 3.5;
Похожие работы
... темп производства, обеспечивать его ритмичность. Являясь основным средством комплексной механизации и автоматизации транспортных и погрузочно-разгрузочных процессов, и поточных технологических операций, конвейеры вместе с тем освобождают рабочих от тяжелых и трудоемких транспортных и погрузочно-разгрузочных работ, делают их труд более производительным. Широкая конвейеризация составляет одну из ...
... ния. Ученые и рационализаторы продолжают работу на этом участке и нет сомнений, что трудоемкие ручные работы в подготовительном цехе будут ликвидированы. Выбор техники, технологии и организации производства При проектировании цеха прежде всего должны быть решены вопросы комплексной механизации, выбора рационального способа хранения материалов. Выбору схемы комплексной механизации должно ...
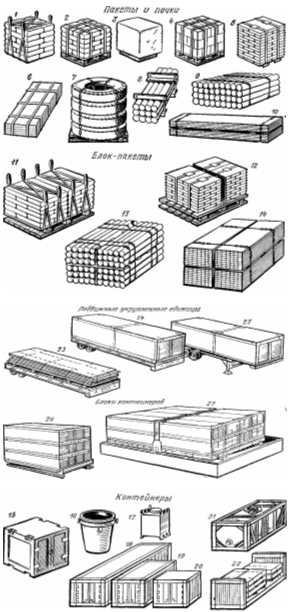

... навыки у докеров. 23. СИСТЕМА ОБЕСПЕЧЕНИЯ ПЕРЕГРУЗОЧНЫХ РАБОТ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКОЙ Система обеспечения оснасткой технологических процессов портовых перегрузочных работ включает: планирование поставки и производство механизмов и приспособлений; содержание их в исправном состоянии, т. е. регистрацию, освидетельствование с испытанием, периодические осмотры, техническое обслуживание и ...

... осуществляться через запасной выход, находящийся в 5 метрах от дверей помещения. 5 Экономическая часть 5.1 Маркетинговое исследование научно-технической продукции В данном дипломном проекте разрабатывается линия по производству хлебобулочных изделий для предприятия малого бизнеса. К достоинствам данной линии можно отнести: создание данного производства позволит обеспечить население региона ...
0 комментариев