Определяем скорость главного движения резания
Суммарная погрешность приспособления
Описание технологической операции
Принципиальная схема базирования заготовки
Смещение заготовки от сил резания предотвращается силами трения, возникающими в местах контакта заготовки с установочными элементами;
Расходы на эксплуатацию приспособления
Навигация
Описание технологической операции
Технологический процесс механической обработки детали Траверса, проект специального станочного приспособления для фрезерования паза детали, проект специального станочного приспособления для фрезерования контура детали, ...
59055
знаков
18
таблиц
6
изображений
2. Описание технологической операции.
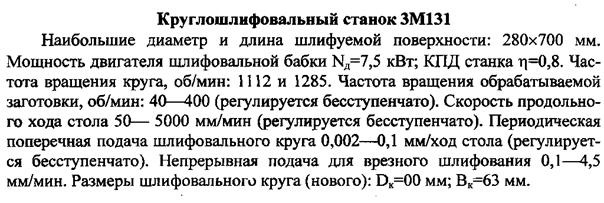
На данной операции производится фрезерование контура детали. Обработка ведется на С2440СФ4 - координатно-сверлильном фрезерно-расточном станке. В качестве режущего инструмента принимаем фрезу концевую, твердосплавную с коническим хвостовиком по ОСТ 2И63-2-75 Æ32, l =90мм, L=195мм.
3. Принцип работы приспособления.
Деталь устанавливается на плиту и базируется с помощью установочных пальцев, представляющих собой шток гидроцилиндра. Зажим производится с применением быстросъемных шайб.
2.2.2. Расчет точности приспособленияПри фрезеровании контура детали требуется обеспечить отклонение ![]() от параллельности поверхности детали относительно корпуса приспособления. Для выполнения этого условия необходимо рассчитать, с какой точностью должна быть выдержана при сборке приспособления параллельность поверхности каркаса приспособления относительно стола станка, то есть с каким допуском должен быть выполнен параметр
от параллельности поверхности детали относительно корпуса приспособления. Для выполнения этого условия необходимо рассчитать, с какой точностью должна быть выдержана при сборке приспособления параллельность поверхности каркаса приспособления относительно стола станка, то есть с каким допуском должен быть выполнен параметр ![]() (см. рис. ).
(см. рис. ).
Расчет ведем методике изложенной [7, 16].
Определяем необходимую точность приспособления по параметру ![]() .
.
1. Погрешность базирования ![]() .
.
2. Погрешность закрепления ![]() [2, 75].
[2, 75].
3. Погрешность установки фактическая
![]() .
.
4. Суммарная погрешность обработки
![]() [1, 8].
[1, 8].
![]() , где
, где
![]() - коэффициент, определяющийся порядком точности обработки (для черновой обработки до 9 квалитета
- коэффициент, определяющийся порядком точности обработки (для черновой обработки до 9 квалитета ![]() ; для чистовой -
; для чистовой - ![]() ).
).
5. Допустимая погрешность установки
![]() ;
;
так как ![]() , предлагаемая схема базирования и конструктивная схема приспособления приемлемы.
, предлагаемая схема базирования и конструктивная схема приспособления приемлемы.
6. Суммарная погрешность приспособления
![]() .
.
7. Погрешность собранного приспособления
![]() .
.
На чертеже общего вида приспособления (см. рис. ) должно быть проставлено значение параметра ![]() .
.
При установке заготовки на плоскость и два пальца, один из которых срезан; пальцы должны быть полностью разгружены от действия сил резания ![]() ,
, ![]() ,
, ![]() .
.
Возможны два случая:
1. Смещение заготовки от сил и предотвращается силами трения, возникающими в местах контакта заготовки с установочными элементами (прихватами)
2. Отрыв заготовки под действием силы резания ![]() или момента (инерции) резания
или момента (инерции) резания ![]() предупреждается силой зажима Q, равномерно распределенной на два прихвата.
предупреждается силой зажима Q, равномерно распределенной на два прихвата.
Рассчитав для обоих случаев значение силы Q, выбирают наибольшее и принимают его за расчетное.
Произведем расчет силы зажима для первого случая.
Рассчитаем коэффициент запаса К [9, 22]:
![]() , где
, где
![]() - учитывает наличие случайных неровностей на заготовке;
- учитывает наличие случайных неровностей на заготовке;
![]() - учитывает увеличение силы резания в результате затупления режущего инструмента [9, 23];
- учитывает увеличение силы резания в результате затупления режущего инструмента [9, 23];
![]() - учитывает увеличение силы резания при прерывистой обработке;
- учитывает увеличение силы резания при прерывистой обработке;
![]() - учитывает изменение зажимного усилия (механизированный привод);
- учитывает изменение зажимного усилия (механизированный привод);
![]() - учитывает эргономику ручных зажимных устройств (при удобном зажиме);
- учитывает эргономику ручных зажимных устройств (при удобном зажиме);
![]() - учитывает наличие момента, стремящегося повернуть заготовку на опорах (на штыри);
- учитывает наличие момента, стремящегося повернуть заготовку на опорах (на штыри);
![]() - гарантированный коэффициент запаса для всех случаев обработки;
- гарантированный коэффициент запаса для всех случаев обработки;
![]() .
.
![]() [9, 24] - так как заготовка контактирует с опорами и ЗУ приспособления, обработанными поворотами.
[9, 24] - так как заготовка контактирует с опорами и ЗУ приспособления, обработанными поворотами.
![]()
![]() .
.
![]() .
.
![]() .
.
![]() .
.
![]() ;
; ![]() .
.
![]() .
.
Принимаем по ГОСТ 19899-74 диаметр гидроцилиндр равным 63 мм., ход поршня 16 мм. Гидроцилиндр двойного действия: толкающая сила ![]() , тянущая
, тянущая ![]() .
.
Похожие работы
... , предъявляемых к рабочим определенного тарифного разряда в зависимости от сложности и точности работ, условий труда и требующихся для выполнения этих работ знаний и практических навыков. В машиностроении принята шестиразрядная система тарификации работ. По приведенным выше формулам рассчитываем технические нормы времени на все операции технологического процесса. Точение черновое . - ...
... ) и т. п. Перечень работ, выполняемых при ремонте агрегатов, весьма разнообразен и велик. Участок в большей степени специализирован на ремонт двигателей.. Годовой объем работ, выполняемых на агрегатном участке составляет Тагр.г. = 39835 чел-ч (см. проектную часть дипломного проекта). Число рабочих, занятых в агрегатном участке составляет 22 человека. К основному оборудованию относятся: ...
0 комментариев