Навигация
При обдувке подкузовного оборудования от снега и очистке его от грязи следует пользоваться защитными очками (маской)
93977
знаков
5
таблиц
21
изображение
2.2.1.1 При обдувке подкузовного оборудования от снега и очистке его от грязи следует пользоваться защитными очками (маской).
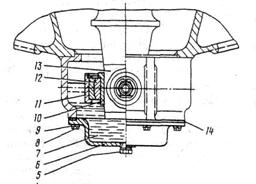
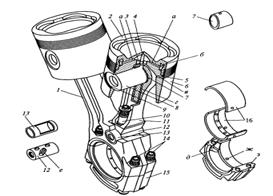
2.2.2 Ремонт крышки цилиндра
2.2.2.1 Разборка и сборка узлов дизелей должны выполняться с использованием стендов, технологических площадок, кантователей, стеллажей, съемников, специальных ключей и других устройств, обеспечивающих механизацию тяжелых и трудоемких операций и предусмотренных правилами и местными технологическими картами или инструкциями.
2.2.2.2 У тепловозов с капотами (ТЭМ1, ТЭМ2) часть работ при удалении крышек цилиндров приходится вести на крыше. Поэтому на крыше должны быть съемные настилы, которые, которые имеют буртик, исключающий сползание инструмента и деталей с настила. Монтаж и демонтаж крышек ведут с планкой, надетой на шпильки клапанных коробок. Крышка по шпилькам должна опускаться медленно, без рывков. Отворачивать гайки следует торцевыми ключами и пневматическими машинками с насадками. Во избежание срыва граней ключи должны иметь размеры, соответствующие гайкам. Затяжку гаек производят в рукавицах.
При подъеме и установке крышки цилиндра на блок дизеля запрещается находиться под поднятой крышкой.
2.2.2.1 К работе на крыше тепловоза при отсутствии предохранительных ограждений на стойловой части депо допускаются только слесари, прошедшие специальный инструктаж.
При нахождении на крыше запрещается переходить (перебегать, перепрыгивать) с секции на секцию тепловоза. При отвертывании и завертывании болтов на крыше движение ключа направлять к себе, при этом располагаться лицом к краю крыши.
2.2.1 Выполнение сварочных работ
Электрическая энергия при сварке переходит в тепловую, световую и звуковую энергию. При электрической сварке происходит быстрый переход свариваемого металла из твёрдого в жидкое и газообразное состояния. Нагретые до высокой температуры и поэтому более лёгкие, чем воздух, пары металла компонентов электродных покрытий или других сварочных материалов, поднимаясь над местом сварки и попадая в зону пониженных температур, конденсируются и затвердевают. Так образуется сварочная пыль (аэрозоль). Сварка металлов сопровождается выбросом капель расплавленного металла и искр.
При дуговой сварке дуга является источником образования лучистой энергии. Яркость световых лучей может в тысячи раз превышать физиологически переносимую дозу Ультрафиолетовые лучи приводят к возникновению профессионального заболевания глаз и ожогу открытых участков кожи сварщика. Инфракрасные лучи оказывают тепловое воздействие и вредно влияют на глаза человека.
Электросварка в среде защитных газов более благоприятна, так как возникающие сварочные аэрозоли содержат меньше компонентов, чем это установлено санитарными нормами.
При организации сварочных работ необходимо исключить опасность возможного поражения электрическим током. Источники сварочного тока, свариваемые конструкции, столы сварщиков должны быть заземлены. Перед началом работы необходимо тщательно проверять исправность изоляции сварочных проводов и надежность всех контактных соединений. Спецодежда сварщика должна быть сухой и исправной, а обувь не должна иметь металлических гвоздей. В зависимости от условий работы применяются следующие защитные приспособления и средства: диэлектрические перчатки, рукавицы, коврики, резиновые боты, калоши.
Для защиты от влияния вредных газов и сварочного аэрозоля устраиваются системы вентиляции, обеспечивающие чистоту воздуха. В сварочных цехах вентиляция должна быть приточно-вытяжной, с подогревом подаваемого воздуха в зимнее время. Устанавливаются нормы удаляемого воздуха в зависимости от марок покрытых электродов, флюсов, а также при сварке в среде защитных газов. Также создаются местные вентиляционные устройства с отсосом/вредных газов и сварочного аэрозоля.
Для защиты от излучения дуги предусматриваются общие средства защиты (кабины, переносные щиты и ширмы) и индивидуальные - щитки, шлемы со вставными стеклами (светофильтрами) для защиты головы и глаз. В целях противопожарной безопасности все деревянные конструкции должны быть защищены от воспламенения листовым железом или асбестом.
2.1 Требования безопасности при использовании инструмента и приспособлений
2.1.1 Слесарь обязан при работе пользоваться исправным инструментом.
2.1.2 Молоток должен быть надежно насажен на исправную (без трещин и сколов) деревянную рукоятку из твердых пород дерева и расклинен завершенными металлическими клиньями. Ударная часть молотка не должна иметь расклепов. Зубила, крейцмейсели, бородки, обжимки и керны должны быть длиной не менее 150 мм и не иметь сбитых или сношенных ударных частей и заусенцев на боковых гранях.
Размер гаечных ключей должен соответствовать размерам болтов и гаек; если необходимо иметь длинный рычаг, следует пользоваться ключом с удлиненной рукояткой. Запрещается наращивать ключ другим ключом или трубой.
Напильники, шаберы и отвертки должны быть прочно закреплены в деревянных рукоятках, не имеющих сколов и трещин и снабженных металлическими кольцами. При обработке деталей напильником, шабером скопившуюся стружку убирают щеткой. Перед резанием металла ручной ножовкой необходимо отрегулировать натяжение ножовочного полотна.
2.1.4 Перед работой пневмоинструментом слесарь должен проверить его и убедиться в следующем:
воздушные резиновые шланги не повреждены и закреплены на штуцере (штуцера имеют исправные грани и резьбы, обеспечивающие прочное и плотное присоединение шланга к пневмоинструменту и к воздушной магистрали);
присоединение шлангов к пневмоинструменту и соединение шлангов между собой выполнено при помощи штуцеров или ниппелей с исправной резьбой (кольцевыми выточками) и стяжными хомутиками;
сменный инструмент (сверла, отвертки, зенкера и т.п.) правильно заточен и не имеет выбоин, заусенцев и прочих дефектов, а хвостовики этого инструмента ровные, без сколов, трещин и других повреждений плотно пригнаны и правильно центрированы;
хвостовик сменного инструмента ударного действия (зубила, обжимки и т.п.) имеет четкие грани и входит в буксы молотка;
набор сменных инструментов хранится в переносном ящике;
пневматический инструмент смазан, корпус инструмента без трещин и других повреждений;
клапан включения инструмента легко и быстро открывается и не пропускает воздух в закрытом положении;
корпус шпинделя на сверлильной машинке не имеет забоин;
абразивный круг на пневматической машине имеет клеймо испытания и огражден защитным кожухом.
2.1.5 Перед присоединением шланга к пневмоинструменту необходимо спустить конденсат из воздушной магистрали. Кратковременным давлением не выше 0,05 Мпа продуть шланг сжатым воздухом. Струю воздуха следует направлять только вверх. Направлять струю воздуха на людей, на пол или оборудование запрещается.
2.1.6 Впускать воздух в пневмоинструмент и приводить его в действие разрешается только после того, как сменный инструмент плотно установлен в ствол и прижат к обрабатываемой детали.
2.1.2 Пневмоинструмент запрещается бросать, подвергать его ударам, оставлять без присмотра. Его следует предохранять от загрязнения.
2.1.8 При работе со шлангом нельзя допускать его перегибов, запутывания, пересечений с тросами, электрокабелями или ацетиленовыми или кислородными шлангами. Следует размещать его так, чтобы была исключена возможность наезда на него транспорта и прохода по нему рабочих.
2.1.9 При обрыве шланга, промывке или замене сменного инструмента, при перерыве в работе необходимо перекрыть вентиль на магистрали. Прекращать подачу сжатого воздуха путем переламывания шланга запрещается.
2.1.10 При переноске пневмоинструмента следует держать его за рукоятку корпуса, а шланг - свернутым в кольцо.
2.4 Техника безопасности при обработке заготовок на металлорежущих станках
Стружка, образующаяся при резании материалов, может травмировать оператора-станочника. Особенно опасна сливная
стружка. Для ее дробления в процессе резания предусматривают стружколомы различных конструкций. Такую стружку нельзя брать руками, все действия с ней производят с помощью специальных крючков. Мелкие частицы стружки, отлетая, могут поранить глаза. Для защиты глаз необходимы очки.
Металлорежущие станки снабжают различными оградительными устройствами, преграждающими доступ к движущимся частям станка, защищающими от разлетающейся стружки и разбрызгивания смазывающе-охлаждающих жидкостей.
Чтобы не было поломок частей станков при их перегрузке или наезде на препятствие, предусматривают перегрузочные устройства (муфты), которые играют роль предохранительных элементов технологических систем. Различные рукоятки и маховички, используемые для настройки станков, при включении движений подач не должны вращаться, так как могут захватить одежду рабочего и вызвать травму. Отключение рукояток в начале процесса резания происходит автоматически.
Многие станки снабжают специальными устройствами, которые исключают вращательное движение шпинделей, если не произошло закрепление заготовок (станки токарной группы) или инструмента (станки фрезерной группы). Предпочтение отдают таким устройствам для закрепления заготовок на столах станков, которые продолжают удерживать заготовки даже при отключении электрического тока или сжатого воздуха. Поэтому заготовка не может внезапно вырваться из приспособления и травмировать рабочего.
Отдельные станки с программным управлением снабжены устройствами для механизированного закрепления инструмента, что также способствует безопасности работы.
Многоцелевые станки, имеющие устройства типа револьверных головок или инструментальных магазинов, снабжают специальными ограждениями. Такие ограждения предохраняют рабочих от возможного травмирования во время смены или перемещения металлорежущего инструмента. В современных цехах, оснащенных транспортными тележками, перемещающимися по программе, на полу расчерчены специальные зоны, внутри которых проходят траектории перемещения тележек. Нахождение рабочих в этих зонах запрещается. Зоны действия роботов различного назначения для обслуживания металлорежущих станков имеют ограждения.
2.5 Требования личной гигиены и указания о пользовании средствами индивидуальной защиты
2.5.1 Слесари во время работы должны надевать спецодежду, спецобувь и применять защитные средства в соответствии с установленными нормами.
2.5.2 Рабочую и домашнюю одежду хранят в шкафчиках в гардеробной. Уносить спецодежду за пределы депо запрещается.
2.5.1 Слесари обязаны следить за исправностью спецодежды, своевременно сдавая её в стирку и ремонт, а также содержать шкафчики в порядке.
2.5.4 Запрещается работать в расстегнутой спецодежде, с закатанными рукавами и в незашнурованных ботинках.
2.5.5 Рабочие, получившие средства индивидуальной защиты (респираторы, очки, предохранительные пояса и т.д.) обязаны знать правила их применения. При получении средств индивидуальной защиты следует внешним осмотром проверить их исправность, на диэлектрических перчатках и предохранительных поясах - дату испытания, у респираторов - целостность и чистоту фильтра.
2.5.6 Средства индивидуальной защиты после окончания работы сдают в инструментальную кладовую для проверки и хранения в специальных местах. Респиратор и очки у каждого слесаря должны быть именные.
2.5.2 Перед приемом пищи необходимо мыть руки теплой водой с мылом. Принимать пищу разрешается в специально отведенном помещении. Прием пищи и хранение пищевых продуктов на рабочих местах запрещаются.
2.5.8 Слесари, имеющие контакт с нефтепродуктами, маслами, кислотами и др. Должны применять защитные пасты и мази, которые должны наноситься на предварительно хорошо вымытые и сухие руки дважды в течение рабочей смены (перед работой и после перерыва) и соответственно дважды смывать с рук.
2.5.9 После работы необходимо применять различные индифферентные мази и кремы (борный вазелин, ланолиновый крем и т.д.), слегка втирая их в кожу.
2.5.10 Запрещается для питья пользоваться водой из случайных источников.
2.5.11 Все работники должны уметь оказать первую помощь пострадавшим, а также знать, где находиться аптечка или сумка с необходимыми медикаментами и перевязочными материалами.
Заключение
В данном курсовом проекте была разработана технология ремонта крышки цилиндра дизеля типа ПД-1М с подробным описанием её конструкции, порядок демонтажа с дизеля, разборки, очистки, комплектования, сборки и монтажа её на дизель. Также подробно была описана технология контроля состояния деталей крышки и методы устранения неисправностей. В частности была разработана технология восстановления рабочей фаски выпускного клапана крышки наплавкой в среде аргона на установке “УДАР - 100”, с последующей технико-экономической оценкой выбранного способа восстановления, которая показала, что восстанавливать рабочую фаску выпускного клапана в 50 раз экономически целесообразнее, чем приобретать новый выпускной клапан.
Также в курсовом проекте приведены требования техники безопасности при работах, связанных с демонтажем, разборкой, ремонтом, сборкой и монтажом крышки цилиндра.
К курсовому проекту прилагается техническая документация с технологической картой ремонта крышки цилиндра дизеля ПД-1М в объеме ТР-1.
Список литературы
1. И.В. Дмитренко методическая разработка курсового и дипломного проектирования для студентов специальности 1502 ”Локомотивы" "Технология ремонта локомотивов". - Хабаровск: ДВГУПС, 2001.
2. М.Д. Рахматулин "Технология ремонта тепловозов". - М.: Транспорт, 1981.
3. М.Д. Рахматулин "Ремонт тепловозов". - М.: Транспорт, 1922.
4. Правила ТО и ТР тепловозов ТЭМ2. - М.: Транспорт, 1998.
5.Э.Г. Бабенко Расчёт режимов резания при механической обработке металлов и сплавов: Методическое пособие - Хабаровск: ДВГУПС, 1992.
6.Э.Г. Бабенко Расчёт режимов электрической сварки и наплавки: Методическое пособие / Э.Г. Бабенко, Н.П. Казанова - Хабаровск: ДВГУПС, 1999.
7. Справочник по ремонту тепловозов / Кокошинский И.Г. и др. - М.: Транспорт, 1929.
8. Инструкция по сварочным и наплавочным работам при ремонте тепловозов, электровозов, электропоездов и дизель-поездов. - М.: Транспорт, 1996.
9. И.В. Дмитренко Текущий ремонт и техническое обслуживание локомотивов: Учебное пособие. - Хабаровск: ДВГУПС, 1999.
Похожие работы
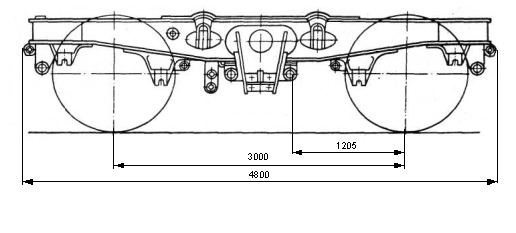
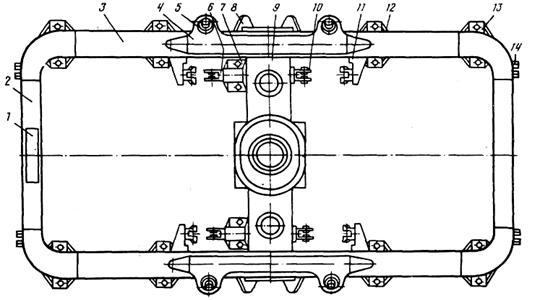
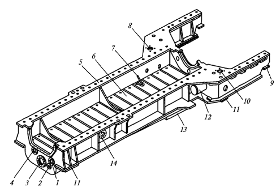
... процесса ремонта одного из узлов тепловоза; – экономическая эффективность проекта организации работ в ремонтном подразделении; – безопасность жизнедеятельности при ремонтных работах. 1. РАЗРАБОТКА УЧАСТКА ПО РЕМОНТУ ТЕЛЕЖЕК ЛОКОМОТИВОВ В ЛОКОМОТИВНОМ ДЕПО ХАБАРОВСК 2 1.1 Анализ существующей организации работ в ремонтном подразделении 1, 4 - накладки; 2 – концевые брусья; 3 – боковины; ...
... требования к средствам, методам измерений и контроля, то она имеется в полном объеме и регламентирует основные требования предъявляемые к производству ремонта дизель-генераторной установки специализированного серийного тепловоза ТЭП70. 3 Разработка рекомендаций по выполнению измерений, контроля и испытаний 3.1 Разработка рекомендаций по выбору метода определения износа деталей В период ...


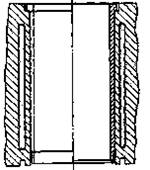
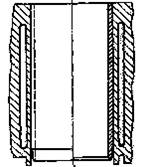
... затем сушат в сушильном шкафу (t = 200С, = 10 мин). Технологическая карта восстановления гильзы цилиндра двигателя Д-240 представлена 8-ым листом графической части. 6. Охрана труда гильза цилиндр гальваномеханический восстановление 6.1 Меры безопасности при ремонте гильз ДВС Безопасность жизнедеятельности – это комплекс мероприятий по обеспечению по обеспечению безопасности жизненной ...
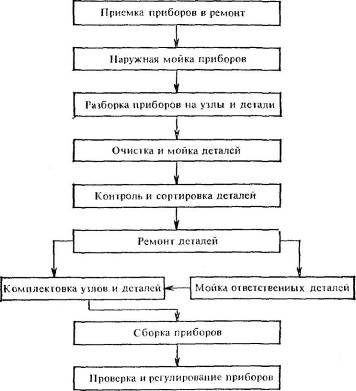
... и регулирования приборов в ремонтных цехах или участках; установки на автомобиль снятых и отремонтированных приборов. Общая схема технологии ремонта топливной аппаратуры автомобилей в АТП показана на рис. 2. Приемка приборов в ремонт. Перед снятием и отправкой в ремонт неисправные приборы системы питания очищают от грязи, а масло, воду и топливо из внутренних полостей сливают. Приборы снабжают ...
0 комментариев