Основные дефекты и причины возникновения
Излом бурта гильзы
Износ посадочных поясков гильзы
Устранение неисправностей опорного буртика
Шлифование внутренней поверхности
Восстановление электролитическими покрытиями
Демонтаж (снятие) деталей с подвески и удаление изоляции
Восстановление термопластическим деформированием
Конструктивная разработка
Расчет валов
Участок
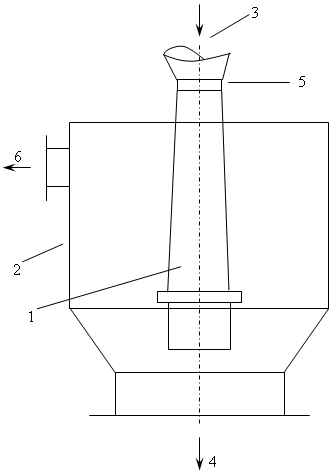
Гальваномеханическое хромирование гильзы
Безопасность труда при восстановлении гильз гальваномеханическим способом, предложенным в конструктивной разработке
Затраты на изготовление приспособления [16]
Себестоимость ремонта единицы ремонтной продукции
Себестоимость гальваномеханического нанесения покрытия гильзы
Навигация
Разработка технологии восстановления гильз цилиндров ДВС
Разработка технологии восстановления гильз цилиндров ДВС
99969
знаков
3
таблицы
20
изображений
Введение
О надежности и долговечности машины судят обычно по стабильности рабочих характеристик, заложенных в ней при изготовлении. В условиях эксплуатации стабильность рабочих характеристик двигателя может нарушаться вследствие многих причин, вызывающих неисправности его механизмов и систем. Неисправности могут возникнуть в результате нарушения регулировок, устранимых в процессе эксплуатации, или вследствие естественного износа деталей сопряжений, не устранимого простой регулировкой.
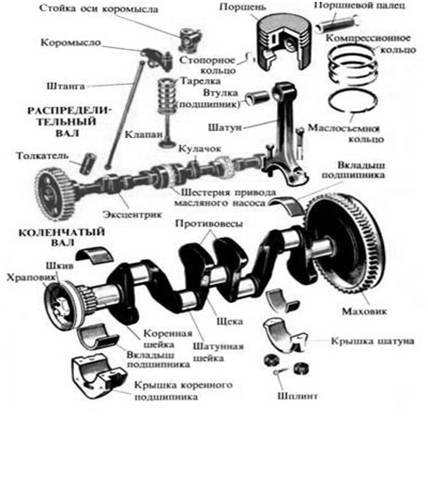
Долговечность, как правило, определяется естественным износом сопрягаемых деталей, в основном износостойкостью таких сопряжений, как гильза цилиндра – поршень, поршневое кольцо – канавка поршня, поршневой палец – бабышка поршня, поршневой палец – втулка шатуна, шейки коленчатого вала – подшипники, клапан – гнездо клапана в головке цилиндров.
Поддержание коэффициента технической готовности на высоком уровне в значительной мере определяется степенью удовлетворения их потребностей в запасных частях.
Обеспечение потребностей предприятий по эксплуатации и ремонту техники в запасных частях осуществляется за счет изготовления и восстановления деталей. В этих условиях большое внимание должно уделяться экономному использованию материальных средств, развитию работ по восстановлению деталей. При этом в 5 – 8 раз сокращается объем технологических операций по сравнению с изготовлением новых одноименных изделий. Стоимость восстановления, как правило, на 30 – 50% ниже затрат на производство новых аналогичных изделий.
На различных типах предприятий разработаны и усовершенствованы технологические процессы и оборудование, которые позволяют восстанавливать многие детали автомобилей прогрессивными методами, обеспечивающими их послеремонтные ресурсы на уровне, близком к доремонтным.
Научно-исследовательские и учебные институты проводят различные исследования в области совершенствования организации ремонта и восстановления деталей.
Соединение гильза цилиндра – поршень является одним из соединений, подвергающихся наибольшему износу в двигателях внутреннего сгорания. Поэтому разработка технологии ремонта гильз является важной задачей для улучшения качества ремонта двигателей.
1. Особенности конструкции гильз цилиндров
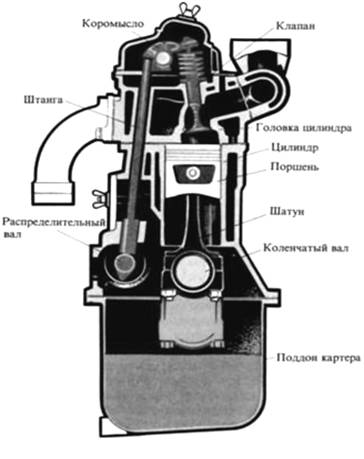
Блок цилиндров или блок-картер является остовом двигателя. На нем и внутри него расположены основные механизмы и детали систем двигателя. Блок цилиндров – это сложная отливка коробчатой формы. Он может быть отлит из легированного серого чугуна (двигатели автомобилей ЗИЛ-130, МАЗ-5335, КамАЗ-5320) или из алюминиевого сплава (двигатели автомобилей ГАЗ-53А, ГАЗ-24 «Волга», ГАЗ-3102 «Волга», ГАЗ-53–12 и др.). После литья блок цилиндров подвергают искусственному старению, что уменьшает его коробление в процессе эксплуатации и обеспечивает сохранность правильной геометрической формы.
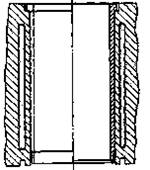
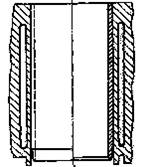
Поверхность блока цилиндров используется в качестве рабочей только в некоторых автомобильных и тракторных двигателях с небольшим диаметром цилиндра. У большинства современных двигателей жидкостного охлаждения цилиндр, где перемещается поршень, выполняется в виде мокрой гильзы, омываемой снаружи охлаждающей жидкостью, либо в виде сухой гильзы, устанавливаемой по всей длине цилиндра или в верхней его части, где наблюдается максимальный износ (рис. 1.1).


а) б) в) г)
Рис. 1.1. Гильзы блока цилиндров
а, б-мокрые; в, г – сухие
Гильза занимает среди теплонапряженных деталей двигателя особое место как по выполняемым функциям, так и по предъявляемым к ней требованиям. Обеспечение только одной прочности гильзы, несмотря
на всю важность этого требования, недостаточно для длительной и надежной работы двигателя. [3]
Сухие гильзы толщиной 2–4 мм (рис. 1.1, в, г) запрессовывают или устанавливают с зазором 0,01–0,04 мм. Небольшая толщина сухих гильз обусловливает при их применении экономию качественных материалов, однако повышенное термическое сопротивление контактной поверхности между гильзой и блоком ухудшает теплоотвод от цилиндра в охлаждающую жидкость. Вследствие этого в форсированных двигателях, как правило, применяют мокрые гильзы-втулки, обеспечивающие лучшую теплопередачу и легко заменяемые в случае повреждения. Кроме того, при их использовании упрощается литье блока цилиндров. Однако жесткость блока уменьшается, появляется дополнительная возможность для развития кавитационных явлений в полости охлаждения в результате повышенных вибраций мокрых гильз.
В зависимости от способа установки в блоке цилиндров можно выделить гильзы, опирающиеся буртом на верхнюю плиту блока, и так называемые подвесные, когда гильза, соединенная с крышкой цилиндра относительно тонкими шпильками, образует с последней узел, закрепляемый в корпусе основными силовыми шпильками.
Первый вид гильз наиболее распространен и применяется в двигателях всех типов. Конструкция гильзы должна обеспечить, с одной стороны, невысокий уровень напряжений от монтажных усилий и газовой нагрузки, а с другой – умеренный уровень температур и температурных напряжений.
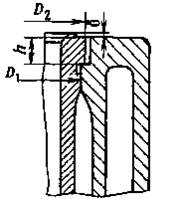
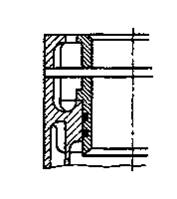
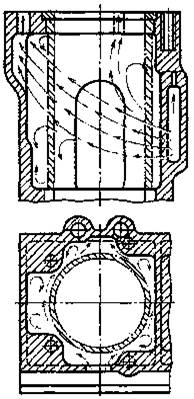
В автомобильных и тракторных дизелях применяют мокрые гильзы, отливаемые из чугуна, с верхним опорным фланцем (см. рис. 1.1, а, б и рис. 1.2). Опорная площадь фланца, ограниченная диаметрами D1 и D2, составляет 8–15% площади поршня. При этом давление от сил затяжки шпилек, крепящих головку цилиндра к блоку, на кольцевой поверхности (Dt – D2) не должно превышать 380–420 МПа для чугунных и 140–180 МПа для алюминиевых блоков. С увеличением разности D2 – D1 повышается напряжение изгиба в верхнем поясе. Высота h фланца составляет 7–10% диаметра цилиндра D.
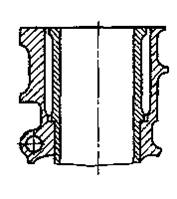
а) б) в)
Рис. 1.2. Способы опирания гильзы цилиндра в блоке:
а – верхним опорным поясом; б, в-нижним опорным поясом
Для повышения герметичности газового стыка на фланце втулки выполняют кольцевой буртик шириной 2–5 мм, выступающий над плоскостью блока на величину S, достигающую 0,15 мм и зависящую от типа уплотняющей прокладки и диаметра цилиндра. Основное усилие приходится на зону выступающего буртика, где контактное давление достигает 145–200 МПа и часто неравномерно распределено по окружности. В результате этого искажается форма рабочей поверхности цилиндра и снижается работоспособность цилиндро-поршневой группы, увеличивается расход масла. [1]
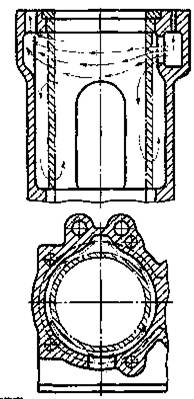
В некоторых карбюраторных двигателях, где меньше усилия, действующие на втулку, ее опорный фланец иногда значительно смещают от верхней плоскости блока (рис. 1.2, б, в). При этом уменьшается температура верхней части втулки и соответственно поршневых колец.
Внутреннюю поверхность цилиндра, внутри которой перемещается поршень, называют зеркалом цилиндра. Эту поверхность подвергают закалке с нагревом токами высокой частоты для повышения износостойкости и долговечности и тщательно обрабатывают для уменьшения трения при движении в цилиндре поршня с кольцами. Гильзы в блок цилиндров устанавливают так, чтобы охлаждающая жидкость не проникала в них и в поддон, а газы не прорывались из цилиндра. Предусмотрена возможность изменения длины гильз в зависимости от температуры двигателя. Для фиксации вертикального положения гильзы имеют специальный бурт для упора в блок цилиндров и установочные пояса. Мокрые гильзы в нижней части уплотняют резиновыми кольцами, размещаемыми в канавках блока цилиндров (двигатели автомобиля КамАЗ-5320), в канавках гильз (двигатели автомобилей МАЗ-5335, ЗИЛ-130 и др.), или медными кольцевыми прокладками, устанавливаемыми между блоком и опорной поверхностью нижнего пояса гильзы (рис. 1.1, г). Для правильной установки в блоке и сохранения формы при работе гильзу центрируют по двум направляющим поясам, при этом диаметр верхнего пояса несколько больше, чем нижнего, в котором для обеспечения удлинения гильзы при работе предусматривается зазор 0,05–0,13 мм по свободной посадке. Верхний торец гильзы выступает над плоскостью блока цилиндров на 0,02 – 0,15 мм, что способствует лучшему обжатию прокладки головки блока и надежному уплотнению гильзы, блока и головки блока. [3]
Интенсивность кавитации, приводящей к разрушению цилиндров, снижают при помощи ряда мероприятий: уменьшают зазоры между поршнем и втулкой; специально профилируют юбку поршня; используют замкнутую систему охлаждения; повышают стойкость поверхностей путем их химико-термической обработки; увеличивают проходные сечения охлаждающей полости, а также используют эмульсионные присадки, и, наконец, повышают жесткость гильзы и закрепляют ее более прочно. Повышение жесткости достигается применением упрочняющих ребер на наружной поверхности гильзы, так как при увеличении толщины ее стенки повышается тепловая напряженность.
Распространенная продольно-диагональная схема (рис. 1.3, а) обтекания имеет ряд недостатков, выражающихся в снижении интенсивности теплоотдачи в верхней наиболее нагретой части гильзы, большой неравномерности температурного поля гильзы и опасности возникновения объемного кипения в застойных зонах.
а) б)
Рис. 1.3. Схемы охлаждения гильз блока цилиндров:
а – продольно-диагональная; б – с поперечным обтеканием
На рис. 1.3, б представлена исследованная в НАТИ схема с верхним подводом охлаждающей жидкости и поперечным обтеканием.
Основное отличие этой схемы заключается в наличии кольцевой щели с радиальной шириной (0,03–0,04) D, которая является верхней частью полости охлаждения. Данная схема обеспечивает допустимый уровень температур во втулке (150–160 °С) при форсировании дизелей до 22,5 кВт/л, а также более равномерное распределение температур по длине и периметру гильзы.
Для гильз используют серые чугуны, например СЧ 30, СЧ 35, легированные хромом, никелем, молибденом, которые имеют перлитную структуру с достаточным количеством графита в виде пересекающихся пластин. Легирование чугуна повышает его прочностные свойства, износостойкость и жаростойкость. Применение пористого хромирования позволяет получить значительную поверхностную твердость и уменьшить износ чугунных гильз (в 2,5–4,5 раза в зависимости от вида топлива). [2]
Двигатели, имеющие цилиндры, изготовленные в виде сменных мокрых гильз (двигатели автомобилей ГАЗ-53А, ГАЗ-55–12, ЗИЛ-130, МАЗ-5335, КамАЗ-5320 и др.), проще ремонтировать и эксплуатировать. Блок цилиндров, отлитый вместе с цилиндрами, сложнее ремонтировать, так как если вышел из строя хотя бы один цилиндр (например, в результате задира зеркала цилиндра), то нужно растачивать и шлифовать все цилиндры.
Материал гильз должен обеспечивать наряду с износостойкостью высокую плотность, определяемую гидравлическим испытанием гильз при давлении воды, превосходящим рабочее давление газов. В форсированных двигателях применяют гильзы из легированных высокопрочных чугунов с азотированной поверхностью, имеющие повышенные прочностные характеристики. В этом случае особое внимание обращают на улучшение антифрикционных свойств рабочих поверхностей поршней и колец.
В форсированных высокооборотных двигателях для изготовления гильз применяют сталь типа 45Х, а также азотируемые стали типа 38ХМЮА, обусловливающие получение легкой тонкостенной конструкции [3].
Изображения гильз различных марок, а также в каких двигателях применяются те или иные гильзы можно посмотреть в приложении 1.
Похожие работы
... зона защищает близлежащее жилье застройки от вредных и неприятно-пахнущих веществ, повышенного уровня шума. Производственный корпус и расположенный в нем участок по восстановлению посадочных отверстий блок-картера соответствуют санитарно-гигиеническим требованиям к помещениям и производственным зданиям. Участок по восстановлению блок-картера находится внутри производственного корпуса №2, который ...
... диаметра отверстия, например, нутромером с ценой депения до 0,01 мм. Для многих деталей требуются также измерения соосности, перпендикулярности и/или параллельности различных поверхностей. 3.4 Сборка двигателя При сборке двигателя детали протирают чистой тряпкой или салфеткой, продувают сжатым воздухом, а все трущиеся поверхности смазывают моторным маслом. Шпильки, пробки, штуцера, если их ...
... акта об аварии, а также поясняются причины, вызвавшие аварию, и указываются меры, принятые в отношении виновных лиц. 2. Надзор и обслуживание грузоподъемных кранов: обязанности ИТР по надзору за безопасной эксплуатацией грузоподъемных машин, порядок проверки знаний обслуживающего персонала, порядок ведения вахтенного журнала Для организации технического надзора за безопасной эксплуатацией ...
0 комментариев