Навигация
Орнаментация готовых изделий, их обработка и отделка
98130
знаков
3
таблицы
34
изображения
1.7 Орнаментация готовых изделий, их обработка и отделка
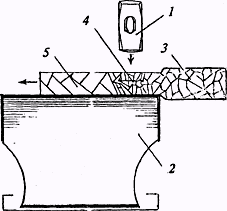
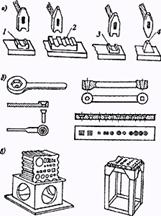
Кузнечным орнаментом оформлялись орудия труда и быта, различные декоративные изделия. Кузнец в отличие от чеканщика или гравировщика располагает значительно меньшим набором инструментов для орнаментации. Для декоративной отделки кузнец использует только свои рабочие инструменты (ручники, гладилки, зубила, пробойники), а также некоторый инструмент чеканщика и слесаря. Орнамент может наноситься как на горячую заготовку, так и на холодную. В первом случае орнамент получается объемным, глубоким, во втором — плоскостным, поверхностным (Приложение №26, рис.34).
При помощи ручника кузнец на подготовленной поверхности наносит огранку, то есть специальные грани. Эти грани при различном освещении как бы играют и повышают общую выразительность изделия.
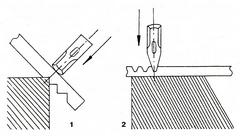
Штриховой орнамент наносят на изделие кузнечным зубилом, при этом для насечки прямых линий пользуются зубилом с прямолинейным лезвием. Если режущая кромка зубила несколько притуплена, то линии получатся с более мягкими очертаниями. Сочетая работу зубилами, имеющими различную кривизну лезвия, можно создавать довольно сложные и красивые орнаменты типа цветов, розеток, кружков. В ряде случаев насечку наносят на элементы изделия в процессе ковки отковывают листочек, затем на его поверхности насекают зубилом различные прожилки и только после этого придают листу нужную изогнутую форму. Если же насечку необходимо нанести на уже готовое, объемное изделие, то следует применять специальные оправки, чтобы не изменилась форма уже готового изделия.
Различные точки, углубления (круглые, квадратные, пирамидальные) наносят на откованную поверхность пробойником со специально зоточенной поверхностью рабочей части. Кроме этих инструментов, кузнецы при орнаментации применяют различные чеканы, пуансоны и другие инструменты.
Набивка – нанесение на поверхность углублений, канавок различных геометрических форм. Кузнецы при набивке обычно используют подкладной инструмент: гладилки, протяжки, пробойники, притуплённые зубила. Так, гладилками (поставив их несколько под углом I получают треугольные углубления; протяжками — волнистую поверхность; пробойниками с различным сечением рабочей части круглые, квадратные или граненые и конические прямоугольные углубления и декоративные отверстия. Притуплённые зубила дают возможность получать различные бороздки и углубления.
Кроме этого, при орнаментации изделий пользуются и специальным инструментом; пуансонами, геканами, молотками со специальными рабочими поверхностями — бучарами.
Кроме чисто кузнечной орнаментации, применяются и другие способы художественной отделки кованых изделий.
Крацевание — обработка изделий металлической щеткой. Для изделий из твердых металлов нужны щетки со стальными проволочками диаметром 0,15—0,2 мм, а для мягких — щетки с латунной проволокой диаметром 0,1 мм. При этом щетку следует смачивать 3 %-ным раствором поташа, пивом или квасом. Для убыстрения процесса крацевания щетки закрепляют в патроне электрической дрели.
Шлифование изделия осуществляется шлифовальными шкурками или абразивными порошками. Для повышения скорости шлифования применяют ручную дрель с приспособлением для закрепления войлочных кругов, на которые столярным клеем наклеивают абразивный материал — корунд, наждак и т. п.
Полирование небольших поверхностей производится кожей, суконными тряпочками, фетром, деревянными оправками, на которые наносят мелкий абразивный материал или полировальные пасты. Твердые абразивные материалы: корунд, наждак, карбиды кремния и бора, синтетический алмаз, полировальные пасты (пасты ГОИ и алмазные пасты личной зернистости).
Для полирования внутренних поверхностей применяются фетровые насадки в виде шариков и конусных валиков.
При химическом способе декоративной отделки поверхность изделия покрывают окрашенными пленками путем нагрева или обработки различными химическими растворами.
Данные покрытия часто выполняют не только декоративные, но антикоррозийные функции. Перед нанесением покрытий изделие тщательно очищают от окалины либо на пескоструйной установке, либо проволочной щеткой, либо молотой пемзой с водой. После просушки деталь готова к дальнейшей обработке.
Наиболее широко в кузнечном деле применяют оксидирование — покрытие изделия оксидной пленкой при нагреве. В зависимости от температуры нагрева (применяют и паяльную лампу) получают различные цвета побежалости. После того как вся поверхность приобретет одинаковый цвет, ее покрывают слоем пчелиного воска (навощивают), а затем тщательно растирают и полируют.
Воронение осуществляется путем покрытия очищенной поверхности изделия различными маслами (льняным, конопляным) или кислотами с последующим прогреванием изделия на огне.
В зависимости от сорта масла, кислоты и степени нагрева поверхность приобретает черный, темно-синий, фиолетовый и другие цвета. Если изделие будет находиться в помещении, то его целесообразно покрыть слоем воска и отполировать, а если на улице — покрыть цапонлаком или масляным лаком для наружных покрытий, в который добавляют 20 % воска (по массе) для устранения блеска. Для образования черно-коричневого цвета очищенное изделие покрывают натуральной олифой (или другим растительным маслом) и нагревают до температуры 300— 400°С. Серые тона (светлые и темные) получают, обрабатывая изделие слабым раствором кислоты (1 часть кислоты на 10 частей воды). Синий и синевато- черные тона достигаются при погружении изделия в кипящий раствор следующего состава: вода — 1 л, каустическая сода (едкий натр) — 700 г, нитрид натрия — 250 г, нитрат натрия (натриевая селитра) — 200 г. Погружение изделия на 2—3 мин в расплавленную натриевую селитру с температурой 310—350°С дает прочную пленку синеватого цвета.
Если изделия сделаны из меди или латуни, го их можно окрасить в черный цвет, опуская в раствор, составленный из 1 л воды, 12—15 г серной печени и 15 г аммиака. Приготовляют серную печень так: смешивают поташ и серу в отношении 2:1 (по массе), расплавляют на сковороде (лучше на электроплитке) при постоянном помешивании в течение 20 мин, выливают на чугунную или керамическую дощечку, дают остыть и затем растирают в порошок.
Цвет медной зелени получают, обрабатывая раствором, содержащим 120 г тиосульфата натрия и 40 г уксусно-кислого свинца на 1 л воды. Раствор нагревают до 60 °С, погружают в него изделие и наблюдают за изменением его цвета. В зависимости от времени выдержки возможны оттенки от зелено-голубого до серовато- белого.
В коричневый цвет окрашивается изделие при погружении его в нагретом состоянии в раствор сернистого аммония (20—25 г сернистого аммония на 1 л воды). В зависимости от температуры нагрева изделия меняется и тон цвета. Чем температура выше, тем тон темнее.
Цвета от желто-оранжевого до синего получают, обработав изделия из латуни в смеси двух растворов, содержащих 130 г гипосульфата натрия на 1 л воды (первый раствор) и 35 г азотнокислого свинца на 1 л горячей воды (второй раствор). Протравленный в азотной кислоте и промытый в воде предмет погружают в нагретую до 80 °С смесь растворов. Выдержав в растворе изделие до получения желаемого цвета, его вынимают из раствора, промывают, просушивают и покрывают бесцветным лаком для закрепления полученной цветной пленки.
Серые и черные цвета придает предмету его обработка (щеткой или кистью) раствором хлористой сурьмы. В зависимости от концентрации раствора и времени обработки достигают нужных тонов черного цвета, после чего изделие промывают и просушивают.
Более простой способ обработки изделий из меди и латуни — травление поверхности крепкой азотной кислотой. При этом способе необходимо соблюдать особую осторожность и обрабатывать поверхность в хорошо проветриваемом помещении или на улице. На подготовленную поверхность наносят при помощи стержня с ватным тампоном крепкую (или разведенную водой) азотную кислоту, после чего начинается бурная реакция с выделением газов, поверхность слегка зеленеет, а потом чернеет. Для создания темных тонов изделие (после прекращения реакции) нагревают и травление повторяют. Окрашенное изделие охлаждают, промывают в горячей проточной воде и высушивают.
Изделия из алюминия, как и из других цветных металлов, обрабатывают копотью от керосиновой горелки или от горячей бересты, а затем протирают тампоном, смоченным в керосине, те места, в которых необходима пониженная плотность потемнения, создавая тем самым необходимый колорит всего изделия.
К химическим способам можно еще отнести меднение, для чего стальные изделия опускают в раствор, состоящий из 50 г сернокислого оксида меди и 50 г концентрированной серной кислоты, растворенных в 1 л воды. После омеднения предмет споласкивают водой и сушат. К декоративной отделке изделий следует отнести гравирование и насечку.
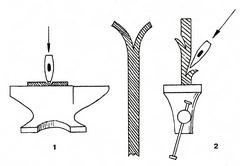
Скань и зернь — виды декоративной отделки изделий, заключающиеся в припайке на изделие узоров из скрученных проволок или отдельных шариков.
Обычно для скани берут чистые металлы: медь, серебро, золото, так как сплавы, обладают меньшей пластичностью и вязкостью. Если нет проволоки требуемого диаметра, то ее подвергают волочению через ряд фильер. Однако надо помнить, что проволока при волочении упрочняется и ее необходимо периодически отжигать, а затем отбеливать в слабом растворе серной кислоты. Свивку скани лучше всего проводить, используя электродрель.
Свивка должна быть плотной и ровной. Обычно свивку делают из двух проволок, но готовят ее и из трех проволок, а также из уже свитых шнуров. Возможна скань из канители (толстая проволока обвивается одной или несколькими тонкими проволочками).
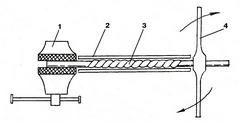
Зернь — мелкие шарики — изготавливают следующим образом: разрубают проволоку на одинаковые части, длина которых равна диаметру проволоки, высыпают их на твердую ровную металлическую поверхность и начинают обкатывать плитой с ровной поверхностью.
Изготовление шариков проводят и оплавлением. Тонкую проволоку навивают (виток к витку) на гладкий цилиндрический стержень небольшого диаметра, а затем рубят эту спираль на отдельные колечки. Смешав колечки с угольным порошком, их нагревают в муфельной печи до оплавления. Колечки, разделенные друг от друга углем, спекаются в правильные шарики одинакового размера. В небольшом количестве зернь можно получить, оплавляя колечки на листовом асбесте, слюде или куске угля.
Набор скани начинают с установки крупных фрагментов, выполненных из более толстой скрутки, а затем крепят мелкие фрагменты и зерна. Места под зернь обычно намечают легким ударом керна. Перед пайкой элементы скани и зерни сажают на столярный или вишневый клей, на нитролак или клей БФ. Припой для меди состоит из чистой меди и серебра 875-й пробы, взятых в соотношении 1:2 (по массе), для серебра — также из меди и серебра, но в соотношении 1:4. В качестве флюса при пайке применяют буру.
Прокаленную и мелко измельченную буру смешивают в отношении 1:1 (по массе) с припоем и посыпают предварительно смоченное водой (или слабым раствором буры), подготовленное к пайке изделие. Пайку проводят в пламени бензиновой горелки или при помощи февки — стеклянной или металлической трубочки с тонким наконечником, в которую дуют над пламенем горелки, направляя острие пламени в необходимое место. При нагреве клей сгорает, а скань припаивается к изделию. Затем изделие отбеливают в горячем 5 %-ном растворе серной кислоты до полного удаления всех следов флюса (буры). В дальнейшем скань можно отшлифовать, а на крупных элементах даже сделать насечку.
Алмазная грань — ограненные стальные шарики (со сквозным отверстием) размером от десятых долей миллиметра до 5—8 мм прикреплены гвоздиками (заклепками) к поверхности изделия. «Алмазные» шарики собираются в гирлянды на тонких нитях, в результате чего достигался эффект сверкания драгоценных камней. Этим видом украшения — гранеными камениями — в совершенстве владели тульские мастера XVII — начала XIX в. Форма гранения была круглой, овальной, грушевидной, число граней от 16 (простая огранка) до 86 (королевская огранка). Для украшения изделия изготовлялось 30—40 тыс. разнообразных каменьев.
Похожие работы
... , жестянщиков и других мастеров по металлу - истинных художников в своём деле. В XX веке на смену декоративному кованому металлу пришли сварные изделия и конструкции, что связано с развитием прокатного и штамповочного производств, художественная ковка стала упрощаться. Однако, возрождение кованого ремесла имеет огромное значение для современного декоративно-прикладного искусства. В современной ...
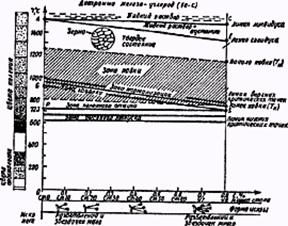
... Ниже линии РS аустенит переходит в феррит, т.е. металл имеет высокую степень пластичности, но небольшую твердость и прочность. Между линиями АЕ и GS располагается зона благоприятных температур и структуры металла для ковки. При температуре нагрева 1500°С, т.е. выше линии АС, сталь пребывает в жидком состоянии. Кузнец должен уметь выбрать сталь, которая по своим качествам будет соответствовать ...
... огне, в ямах или глиняных печах. Дальнейшее развитие здесь металлургии явилось базой для создания промышленной металлообработки, в частности оружейного производства, которое сыграло решающую роль в рождении художественной обработки металлов как особого явления в культуре и искусстве. Формирование особенностей художественного металла, как составной части русской национальной культуры, началось со ...





... осаждение одного металла на другой в среде электролита. Цель таких покрытий – придать изделиям определенный декоративный вид, повысить их механические характеристики. 4. Техника филиграни. В художественной обработке металлов особое место занимает техника филиграни или скани (от древнерусского скать – свивать), которая состоит в образовании сложных кружевных узоров из разной длины ...
0 комментариев