Генеральний план і благоустрій
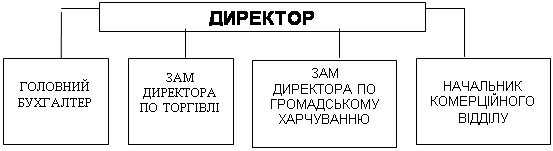
Загальні положення про діяльність філіалу
Санітарно-технічна частина
Розрахунок виробничої програми по централізованому обслуговуванню маршрутних транспортних засобів
Розрахунок річної виробничої програми по технічному обслуговуванню та ремонту рухомого складу
Розрахунок постів та ліній з ТО і ПР
Ритм виробництва – це частина часу роботи зони ТО, яка припадає на одне обслуговування
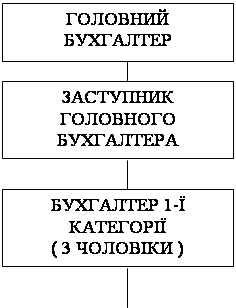
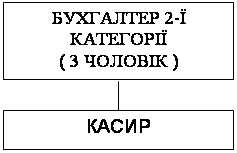
Розрахунок чисельності виробничого персоналу, допоміжних робітників, ІТП і службовців
Розрахунок та вибір основного технологічного обладнання
Конструкторська частина
Аналіз конструкцій гайковертів
Визначення головного параметру різьбозгвинчуючого обладнання
Аналіз робочого процесу і параметри безударного різьбозгвинчуючого обладнання
Розрахунок планетарної передачі
Відносні числа обертів
Діаметр сонячного колеса
Особливості розрахунку осей сателітів
Планово-попереджувальна система технічного обслуговування і ремонту рухомого складу
Регламентні роботи по ТО маршрутних транспортних засобів
Технологія діагностичних та регулювальних робіт по рульовому керуванню
Якщо причина візуально не очевидна, перевірте ознаку несправності
Визначення загальної суми капітальних вкладень
Визначання економічної ефективності організації поста ТО маршрутних транспортних засобів на базі філії «Темп-Авто»
Навигация
Конструкторська частина
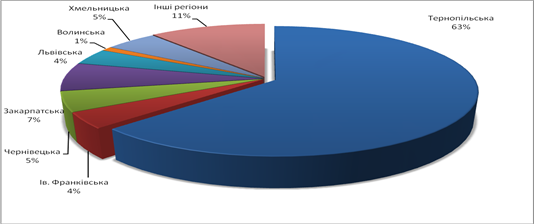
Проект централізованого технічного обслуговування маршрутних транспортних засобів на базі філії "ТЕМП-АВТО" відкритого акціонерного товариства "РІВНЕ-АВТО"
150155
знаков
24
таблицы
9
изображений
2. Конструкторська частина
2.1 Класифікація різьбозгвинчуючого обладнання
До нашого часу ще не склалась кінцева термінологія в назвах обладнання для розбирання і збирання різьбових з’єднань (РЗ). Деякі вчені називають його різьбовідгвинчуючим (різьборозгвинчуючим) і різьбозагвинчуючим, інші – різьбовідверчуючим або різьбозатягуючим (різьбозаверчуючим). На наш погляд, найбільш оптимальна назва запропонована проф. Д.Н. Решетовим – різьбозгвинчуюче обладнання, так як цей термін поєднує як обладнання для розбирання, так і обладнання для збирання РЗ.
Процес розбирання РЗ в багатьох випадках являється важковиконуваним або взагалі неможливим в зв’язку з корозійним впливом навколишнього середовища на машини, що експлуатуються. Це ускладнює використання спеціалізованих технологічних засобів і виникає необхідність застосування газового або електричного різання з послідуючою заміною пошкоджених деталей.
В наш час в нових автомобілях в більшості застосовуються РЗ з антикорозійними покриттями (гальванічними, полімерними і іншими). Це дає можливість в більших масштабах використовувати при ремонтних розбирально-збиральних роботах різьбозгвинчуюче обладнання з базуванням або кантуванням об’єктів ремонту.
Розглядуване обладнання класифікується на стаціонарне (з блоковими силовими головками) і переносне (механізований інструмент) з електричним, пневматичним і гідравлічним приводом. Основним елементом робочих органів обладнання являється шпиндель – вал, який передає обертання від двигуна до гайкового ключа або головки (патрона) для утримання шпильок і гвинтів.
В зв’язку з цим по числу робочих органів і призначенню обладнання поділяється на одно- і багатошпиндельні гайковерти, шпильковерти і гвинтоверти [1]. На рис. 1.1. показана класифікація існуючого на даний час різьбозгвинчуючого обладнання.
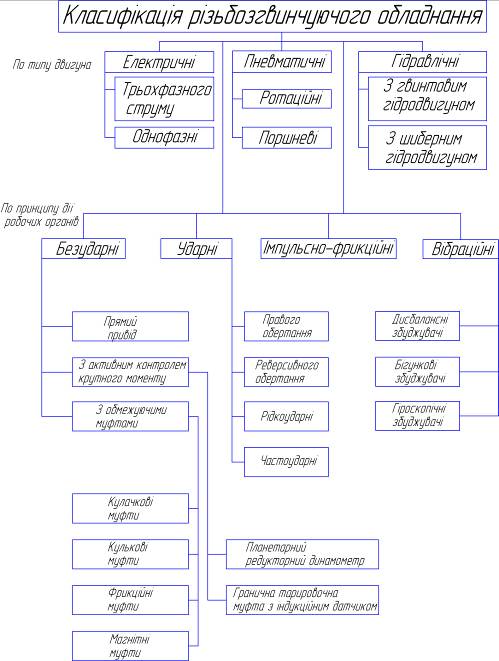
Рис. 2.1. Класифікація різьбозгвинчуючого обладнання
2.2 Багатошпиндельне різьбозгвинчуюче обладнання
Застосування багатошпиндельного різьбозгвинчуючого обладнання обумовлюється перш за все вимогами підвищення продуктивності праці, точності затягування і рівномірністю розподілу навантаження на різьбові з’єднання. На складальних операціях приміняють як підвісні багатошпиндельні установки, так і стаціонарні багатошпиндельні різьбозгвинчуючі станки. З допомогою підвісних установок здійснюється тільки загвинчування наживленого кріплення, а на станках проводиться автоматична подача, наживлення і затягування кріплення. Станки можуть вбудовуватися в автоматичні лінії або використовуватися як окреме складальне обладнання.

Рис. 2.2. Типова підвісна пневматична різьбозагвичуюча машина
Багатошпиндельні підвісні різьбозагвинчуючі установки поділяють по типу приводу на пневматичні, електричні і гідравлічні. Підвісна чотирьохшпиндельна установка для затягування гайок складається з силових пневматичних головок 2, закріплених на передній плиті 6. В задній плиті 4 виконані отвори для подачі стисненого повітря до кожної головки від пускового клапана 3. Клапан керується пусковою рукояткою 5. Ззовні головки закриті кожухом 1, який з внутрішньої сторони покритий гумою. Відпрацьоване повітря виходить через отвір в передній плиті, закритий пористим матеріалом.
Регулювання крутного моменту силових головок здійснюється за рахунок зміни тиску стисненого повітря. Крім того, в задній частині силових головок наявні дроселі, з допомогою яких можна досягти однакової кутової швидкості шпинделів.
Розглянемо конструкцію одношвидкісного силового пневматичного шпинделя (головки). В корпусі з фланцем змонтовані два планетарні редуктори і ротаційний пневмодвигун. Ключові насадки чи патрони для загвинчування шпильок кріпляться на квадратному хвостовику, який виступає із підпружиненої шліцевої втулки. Для регулювання моменту затягування передбачений дросель. Для підготовки стисненого повітря до роботи пневматичні багатошпиндельні установки обладнуються спеціальними панелями, розміщеними стаціонарно неподалік від установок, на яких встановлені регулятор тиску, вологовідділювач і маслорозпилювач.
Електричні підвісні багатошпиндельні установки компонуються на базі електричних силових головок. Конструктивно вони виконуються так само, як і пневматичні установки. Двигуни живляться від мережі з частотою струму 200 Гц і напругою 36 В. В ланцюгу живлення кожного двигуна встановлене реле максимальної сили струму, що відключає двигун при зростанні сили струму в обмотці статора в процесі затягування. Сила струму, при якій проходить вимикання двигуна, можна регулювати і тим самим регулювати момент затягування різьбових з’єднань. Більш високу стабільність затягування з застосуванням струмових реле можна отримати на податливих різьбових з’єднаннях, коли зростання моменту проходить з меншою швидкістю.
В машинобудуванні широке застосування знаходять двохшвидкісні електричні головки. В роз’ємний корпус вмонтовані високочастотний асинхронний трьохфазний електродвигун з короткозамкнутим ротором і два планетарних редуктори. На кінці водила редуктора знаходиться кулачкова півмуфта, профіль кулачка якої виконаний у вигляді рівнобедреної перерізаної трапеції. З півмуфтою під дією пружини зчеплена інша півмуфта, з’єднана з шпинделем шліцами, передає шпинделю швидкі оберти від водила. Ведена півмуфта має можливість переміщуватися в осьовому напрямку і проковзувати по кулачках ведучої півмуфти, коли шпиндель навантажується до крутного моменту, на який відрегульована пружина. Одночасно водило третього редуктора має торцьові пилкоподібні зубці і є ведучою півмуфтою обгінної муфти, обертається на малих обертах і зчіплюючись під дією пружини з веденою півмуфтою надітою на зовнішні шліци шпинделя, передає йому малі оберти. Півмуфта переміщується в осьовому напрямку.
Таким чином, при відсутності навантаження на шпинделі обертання з водила другого редуктора через кулачкову муфту передається на шпиндель, і він, обертаючись на великих обертах, загвинчує різьбове з’єднання. В момент затягування різьбового з'єднання крутний момент на шпинделі збільшується, при цьому кулачкова півмуфта проковзує по зубцях ведучої півмуфти, входить в зачеплення півмуфта з півмуфтою водила і проходить подальше затягування різьбового з’єднання на малих обертах з підвищеним крутним моментом. Коли крутний момент досягає заданого моменту затягування реле максимального струму вимикає електродвигун.
В деяких складальних виробництвах отримують розповсюдження гідрогвинтові гайковерти (показаний на листі). Двигун такого гайковерта виконаний в вигляді трьох стальних гвинтів, які приводить в рух мастило під тиском 60–70 кгс/см2. Через редуктор обертання передається на шпиндель.
До переваг гідрогвинтових гайковертів слід віднести високий крутний момент на одиницю маси; високий (біля 60%) ККД; менші, чим у пневматичних інструментів, габаритні розміри; велика зносостійкість деталей в зв’язку з їх мащенням; можливість точного регулювання крутного моменту; безшумність в роботі; менші експлуатаційні затрати.
Гідрогвинтові гайковерти будуть в ряді випадків більш зручнішими для вмонтовування в гайко- і гвинтозагвинчуючі агрегати автоматичних складальних машин і ліній.
В конструкціях багатошпиндельних різьбозагвинчуючих станків, як і в підвісних багатошпиндельних установках, багатошпиндельний блок може компонуватися на базі таких самих пневматичних, електричних і гідравлічних силових головок, які приміняються в підвісних установках.
Основними вузлами багатошпиндельних різьбозагвинчуючих станків являються різьбозагвинчуючі блоки, що встановлюються на силових столах. Силові столи забезпечують підвід в робочу зону і відвід багатошпиндельних блоків. Керування роботою силових столів і різьбозагвинчуючих блоків здійснюється з пульта керування.
В залежності від конструкції вузла, що збирається, різьбозагвинчуючі блоки можуть встановлюватися на вертикальних стійках, горизонтальних станинах, займати будь-яке просторове положення.
В багатошпиндельних станках при способі затягування різьбових з’єднань з контролем моменту на ключі, широко використовуються різного роду конструкції муфт граничного моменту, точність спрацювання яких визначає точність затягування різьбових з’єднань. Муфти граничного моменту встановлюються на приводі кожного шпинделя. Як правило, вони застосовуються в конструкціях багатошпиндельних блоків з приводом шпинделів від одного двигуна. На практиці широко застосовують пружинно-кулачкові муфти як найбільш прості по конструкції. Кулачками в даній конструкції являються ролики 1 і кульки 2, що прижаті пружинами 3. При досягненні заданого моменту затягування, кульки, стискаючи пружини, проковзують відносно роликів. При застосуванні цих муфт втрати крутного моменту затягування складає 20–30%.
Похожие работы

... необхідно коригувати діючі маркетингові плани; ці пропозиції необхідно враховувати при складанні майбутніх планів. Результати ревізії маркетингу з розробленими рекомендаціями щодо вдосконалення подальшої маркетингової діяльності підприємства з урахуванням змін у маркетинговому середовищі подають вищому керівництву. Рішення щодо прийняття необхідних заходів затверджує рада директорів підприємства. ...

... ) органів держави, тоді як нова система направлена на забезпечення складання звітності для прийняття економічно обгрунтованих управлінських рішень,щодо підвищення ефективності діяльності підприємства. Щодо спеціальної літератури, то нині питанням обліку, аналізу та контролю витрат приділяється особлива увага з боку вітчизняних авторів. Про це свідчать статті спеціалізованих періодичних видань, пі ...
0 комментариев