Навигация
4. Разработка вала привода
Разработка валов привода содержит в себе все основные стадии проектирования: техническое предложение, эскизный проект, технический проект.
В начальной стадии разработки выполняется компоновка валов по полуэмпирическим зависимостям от крутящего момента. После отработки компоновки производится проектировочный расчет диаметра валов по приведенному моменту, т.е. с учетом изгибающих моментов.
Проверка окончательной конструкции проводится в форме проверочного расчета по коэффициентам запаса выносливости в опасных сечениях. Опасными сечениями являются сечениями, в которых действуют максимальные нагрузки или имеются концентраторы напряжений: шпоночный паз, галтель и т.д.
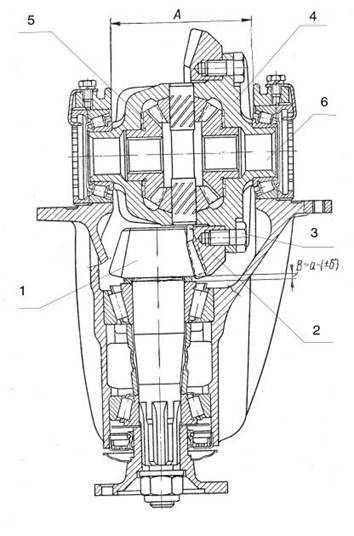
4.1 Расчет вала привода
Исходные данные:
-межосевое расстояние, а=150 мм,
-диаметры колес, dw1=72,5 dw2=226,2,da1=78,5, da1=232 мм,
-ширина колес, b1=114, b1=45,86 мм,
Диаметры валов dвал1=39,31, dвал2=28,55 мм,
Размеры ступиц колес:
Lст=Dст=1,8·39,31=70,758 мм,
Lст=Dст=1,7·28,55=48,535 мм,
δ=10 мм,
с2=3 мм,
с3=7 мм,
с4=13 мм,
с5=12 мм,
с6=27 мм,
с7=7 мм,
к=f(dбай)=40 мм,
S=40+10+6=56 мм,
D1=55 мм,
B1=9 мм,
R1=0,5 мм,
D2=62 мм,
B2=9 мм,
R2=0,5 мм,
h=6,4 мм,
h1=8 мм,
h2=h1=8 мм,
h3=6 мм,
h4=5 мм,
h5=3 мм.
4.2 Расчет вала на усталостную прочность
1. Определить опорные реакции.
Исходные даны:
l1=70 мм
l2=50 мм
l3=52 мм
Реакции опоры вала от сил Ft1,Ft2
![]() ;
;![]() (29)
(29)
![]() H∙м;
H∙м; ![]() H∙м
H∙м
Реакции опоры от сил Fr1,Fr2
![]() ;(30)
;(30)
![]() (31)
(31)
![]() Н∙м;
Н∙м; ![]() Н∙м
Н∙м
Реакции опоры от силы Fx1
![]() (32)
(32)
![]()
Суммарные реакции:
![]() (33)
(33)
![]() Н∙м
Н∙м
![]()
![]() Н∙м
Н∙м
3.Определить изгибающие моменты в сечениях и построить их эпюры при действии от каждой группы сил.
от сил Ft1,Ft2
![]() ,(34)
,(34)
![]()
от сил Fr1,Fr2
![]() ;
;![]() (35)
(35)
![]() Н∙м
Н∙м
![]() Н∙м
Н∙м
от силы Fx1 в сечении ![]() :
:
слева ![]() ;(36)
;(36)
справа ![]() (37)
(37)
![]() ;
;![]() Н∙м
Н∙м
от силы Fx в сечение ![]() :
:
![]() (38)
(38)
![]()
От Ft1,Ft2 вал изгибается в одной плоскости, а от сил Fr1,Fr2 и Fx1-в плоскости, перпендикулярной первой. Полный изгибающий момент будет равен:
в сечении ![]() :
:
![]() (39)
(39)
![]() Н∙м
Н∙м
в сечении ![]() :
:
![]() (40)
(40)
![]() Н∙м
Н∙м
4.Определить приведенный момент для каждого сечения вала
![]() ;
;![]() (41)
(41)
![]() Н∙м
Н∙м
![]() Н∙м
Н∙м
Похожие работы
... -экономическое сравнение двух вариантов технологического процесса На основе информации, предоставленной в базовом и предлагаемом вариантах технологических процессов, осуществляем их технико-экономическое сравнение, руководствуясь методикой, изложенной в пособии [51, с.95-120] Механическая обработка детали типа «Фланец» переводится с горизонтально-фрезерного станка 6Р82 на фрезерный станок с ЧПУ ...
... мин 7.5 Определение технических норм времени Расчет технических норм времени произведем только на ответственные операции. В результате проведенных исследований для синхронизации техпроцесса изготовления шестерни ведомой заднего моста было предложено применить сверло высокой стойкости и объединить операции притирки и контрольно-обкатную, что позволяет высвободить оборудование. На остальные ...
... 7 0,8 Сверление, зенкерование, развертывание. 34 12 12,5 Растачивание 36,37,46 11 12,5 Сверление Данные методы реализованы при разработке технологического маршрута изготовления матрицы. Разработка технологического маршрута изготовления матрицы При разработке маршрута в среднесерийном производстве придерживались следующих правил: 1.Технологические операции разрабатывали по принципу ...
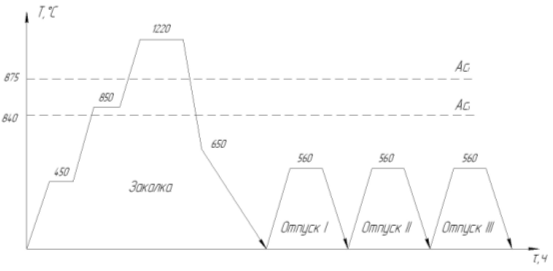
... + 60 + 10 = 190 мин. Температура нагрева 560 оС. Рисунок 1.5 – Схема термической обработки дисковых фрез. 1.4.5 Разработка и описание технологической карты термической обработки деталей Технологическая карта – часть маршрутной технологии, это основной документ термического участка, в которой указан маршрут перемещения деталей по участку. Дисковые фрезы подаются на термический участок ...
0 комментариев