Навигация
Технологический режим работы волочильного станка
15237
знаков
0
таблиц
0
изображений
3. Технологический режим работы волочильного станка
Все элементы, входящие в состав электропривода, а именно электродвигатель, механизм передачи движения от электродвигателя на барабаны (шкивы в станах со скольжением), аппаратура и схема управления работой электродвигателя должны удовлетворять следующим основным требованиям, вытекающим из технологии процесса волочения.
1) В период заправки стана, связанной с первоначальными операциями протягивания проволоки через отверстие волоки и намотки ее на барабан, скорость должна быть значительно ниже рабочей скорости и не превышать 0—20 м/с с тем, чтобы избежать возможных обрывов проволоки, отрывов вытяжных клещей, несчастных случаев с обслуживающим персоналом.
Следует учесть, что сила волочения в период заправки значительно выше силы волочения при установившемся режиме волочения на рабочей скорости и в некоторых случаях может превзойти предел прочности протягиваемой проволоки, вызвав ее обрыв. Разгон двигателя из состояния покоя до заправочной скорости по тем же причинам должен осуществляться плавно. Управление двигателем в режиме заправки производится с помощью кнопки заправочной скорости. При этом двигатель работает только тогда, когда эта кнопка нажата, и останавливается, как только она отпускается. Для удобства заправки расположение названной кнопки должно позволять ножное управление ею.
2) Переход на рабочую скорость волочения должен осуществляться плавно, чтобы избежать возможного обрыва проволоки и необходимой при этом трудоемкой перезаправки стана и снижения его производительности за счет потери времени.
Система настройки и регулирования рабочей скорости должна позволять осуществлять бесступенчатое регулирование в диапазоне, определяемом сортаментом по маркам стали и размерам проволоки, подлежащей волочению на данном стане, и расчетными параметрами технологического процесса волочения (скорость, краткость, единичные и суммарные обжатия!.
В станах необходимо предусматривать электроблокировки, исключающие возможность пуска стана на рабочую скорость при открытых защитных щитах или решетках.
3) Остановка стана, вызванная окончанием заданной программы волочения, должна осуществляться автоматически при помощи счетчика заданной длины или выключателя наполнения намоточной катушки проволоки, при этом следует предусматривать возможность остановки стана при помощи кнопок управления на любых промежуточных стадиях намотки. ![]() Для остановки стана, связанной с появлением в процессе волочения неисправностей, влекущих за собой нарушение процесса волочения, порчу оборудования и угрозу безопасности обслуживающего персонала, необходимо предусматривать устройства автоматического выключения, обеспечивающие быструю остановку стана. Для обеспечения надежной и экономичной работы электропривода и необходимой производительности самого стана, мощность его приводных электродвигателей должна соответствовать требуемой мощности, определяемой на основании заданных параметров процесса волочения для данного стана.
Для остановки стана, связанной с появлением в процессе волочения неисправностей, влекущих за собой нарушение процесса волочения, порчу оборудования и угрозу безопасности обслуживающего персонала, необходимо предусматривать устройства автоматического выключения, обеспечивающие быструю остановку стана. Для обеспечения надежной и экономичной работы электропривода и необходимой производительности самого стана, мощность его приводных электродвигателей должна соответствовать требуемой мощности, определяемой на основании заданных параметров процесса волочения для данного стана.
Все элементы управления электроприводом стана должны обеспечивать удобное, надежное и безопасное обслуживание при заправке, переходе к установившемуся режиму волочения на рабочей скорости, при остановке, а также во время проведения ремонта и![]()
![]() ревизии
ревизии
4.Оснащение электромастерской
Стол дежурного с документацией, сверлильный станок, наждачный станок, верстак, стенды- 2 шт. , дежурный шкаф, стенды с различной документацией ЛБ-40- освещение.
5. Ремонтный набор и приспособления, применяемые электромонтерами
Набор ключей, отвертка, плоскогубцы, индикатор, тестер.
6. Способы канализации электроэнергии
Шинопровод и кабель прокладывают в шахтах, либо по шинам вдоль стены
7.Организация обслуживания и ремонта ЭО
Оперативное обслуживание – ведет бригада деж. электромонтеров, возглавляемым бригадиром. Персонал должен быть 4 группы, до 1000В- 3гр. Постоянный персонал должен пройти стажировку, иметь группу и распоряжение. Обязанности дежурного: содержать закрепленное оборудование , быстро устранять неисправность, снижение простоев, экономия э/энергии, выполнять задания, производить обходы и осмотры, соблюдать Правило по ОТ, внутреннего распорядка, следить за освещенностью, выполнять распоряжения по ограничению, содержать в чистоте закрепленное оборудование и рабочее место.
Техническое обслуживание- проводиться по графикам, планам, мероприятиям. Для вывода в кап. ремонт: составляются дефектные ведомости, сметы, графики ремонтов, заготовлены запчасти, составлена техническая документация, укомплектованы инструменты, приспособления, подготовлены рабочие места. Оборудование после ремонта должно испытываться согласно Норм; испытание под нагрузкой в течении 24 часов, составляется акт, делается запись в агрегатных журналах.
Похожие работы

... , что привело к дополнительной экономии. Трудовые показатели Анализ производительности труда по цеху за 2007-2008 годы можно сделать исходя из следующих данных (таблица 4). Таблица 4 Анализ производительности труда по цеху по производству порошковых изделий за 2008 год Наименование показателя Ед. изм. Факт за 2008 г. Факт за 2007 г. Отклонения абсол. +увелич./ -уменьш. в % к 2007 году ...
... мощностей; - экономичность использования материальных и трудовых ресурсов и другие условия и факторы, характеризующие производственно-хозяйственную деятельность производственного предприятия. На организацию учета затрат и калькулирования себестоимости продукции, как известно, оказывает влияние ряд факторов: вид деятельности предприятия, его размер, структура управления, правовая форма, характер ...
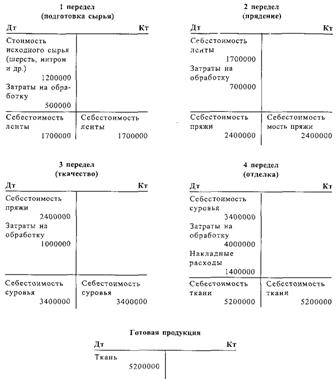
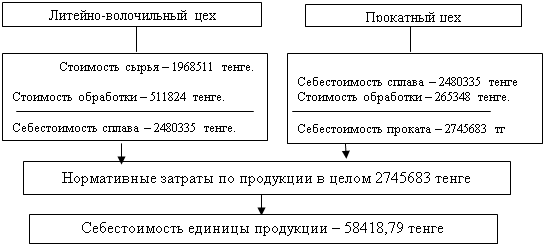
... , тогда затраты на материалы произведены на 100 %. Если этот этап еще не пройден, тогда эквивалентный выпуск точки зрения затрат на материалы принимается равным нулю. 4 Иллюстрация попроцессной калькуляции себестоимости продукции на материалах предприятия Анализируемое предприятие ТОО «Тайма» производит прокат меди и сплавов на основе меди в виде листов, полос, лент, прутков и проволоки. ...
... «Основное производство», 8200 «Полуфабрикаты собственного производства», 8300 «Вспомогательные производства», 8400 «Накладные расходы». [4] Для обеспечения учета затрат производства по элементам и статьям калькуляции все затраты производства группируют по видам изготавливаемой продукции на счетах подраздела 8110 «Основное производство» Типового плана счетов, где учитываются затраты на основное ...
0 комментариев