Навигация
Технологическая характеристика волочильного цеха
15237
знаков
0
таблиц
0
изображений
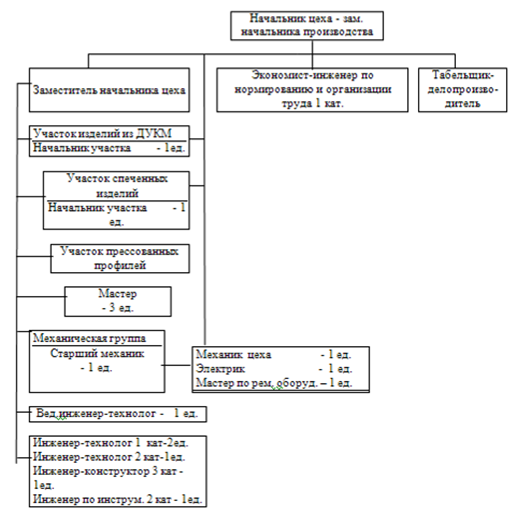
1. Краткая характеристика цеха
ЦЛП №11 является самостоятельным структурным подразделением сталепроволочно-канатного производства, относится к основным цехам и специализируется на выпуске проволоки из высоколегированных, легированных, углеродистых, коррозионностойких, жаропрочных, прецизионных марок сталей различных диаметров, стали в прутках со специальной отделкой поверхности, профилей из легированных, углеродистых и нержавеющих марок стали, гвоздей.
Цех легированной проволоки производит около 50% продукции в тоннаже и денежном выражении выпускаемой БМК, кроме готовой продукции цех изготавливает полуфабрикаты для цехов:
Для цеха №10- заготовку под микронные нержавеющие марки и сплавы сопротивления;
Для цеха №12- заготовку под ленту для прикуривателя;
Для цеха №4, №5, №3- заготовку для канатов.
В состав ЦЛП №11 входят следующие участки:
Травильный участок, участок СВС, волочильный участок №1, волочильный участок №2, термический участок №1, термический участок №2, ТЦА №4, линия стабилизации, участок метизов, участок сортировки и упаковки продукции, лаборатория, ЦТРО (участок по ремонту электрокар, участок по монтажу и малой механизации, механические мастерские, участок по ремонту электрооборудования ПЛП, участок по ремонту механо- и электрооборудования кранов и лифтов, участок по ремонту сантехнического оборудования ГОЩ, участок по ремонту вентиляции и газового оборудования), машинисты кранов, участок хозяйственных работ.
ЦЛП №11 предназначен для выпуска проволоки легированных марок сталей. Цех изготавливает 120 марок сталей диаметром от 0.3 до 12.0 мм.
ЦЛП №11 не имеет отдельного финансирования и не является юридическим лицом. Во владение и пользование цеху выделяются основные средства и материальные ресурсы, необходимые для выполнения задач, поставленных перед цехом.
![]()
![]() 2. Технологический процесс цеха
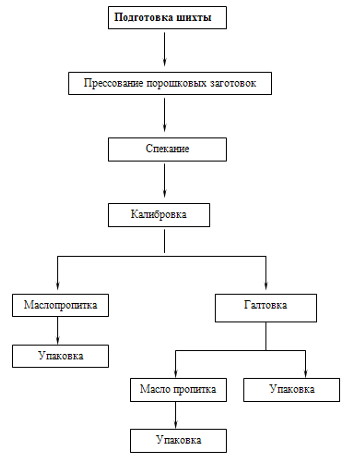
2. Технологический процесс цеха
Для выполнения процесса волочения проволоки, сталь разнообразной номенклатуры по маркам стали и большому диапазону по размерам, применяются барабанные волочильные станы различных типов. Все они независимо от их деления на различные группы по способу волочения, размерам![]()
![]() протягиваемой проволоки и другим конструктивным особенностям состояния из следующих
протягиваемой проволоки и другим конструктивным особенностям состояния из следующих ![]()
![]() основных узлов: протягивающего барабана, создающего силу волочения, электропривода к нему, состоящего из редуктора, через который подается вращение от электродвигателя к барабану, приводного электродвигателя постоянного или переменного тока, сочлененного с редуктором посредством эластичной муфты или клиноременной передачи, щита станции управления и пульта управления
основных узлов: протягивающего барабана, создающего силу волочения, электропривода к нему, состоящего из редуктора, через который подается вращение от электродвигателя к барабану, приводного электродвигателя постоянного или переменного тока, сочлененного с редуктором посредством эластичной муфты или клиноременной передачи, щита станции управления и пульта управления
Таков состав основных узлов стана при индивидуальном электроприводе на каждый барабан.
В групповом электроприводе передача вращения от электродвигателя ко всем барабанам стана осуществляется через общую трансмиссию, при этом в состав электропривода входят: приводной электродвигатель, устройство, передающее движение от электродвигателя трансмиссии, и щит управления электроприводом. Трансмиссионное устройство входит в состав стана.
По кратности названные станы разделяются на станы однократного волочения и многократного волочения. Станы однократного волочения используются главным образом при волочение особо толстой проволоки (6 мм и более) с протягиванием ее только через одну волоку и одновременным наматыванием на волочильный барабан, с которого она затем снимается в виде готового мотка, передаваемого на следующую протяжку.
Станы многократного волочения дают возможность вести процесс волочения одновременно через несколько волок с последовательно уменьшающимися размерами их отверстий, что позволяет резко повысить скорость волочения, особенно на последних по ходу движения проволоки барабанах, и достигнуть больших суммарных обжатий. При этом отпадает необходимость в съеме мотка с тягового барабана после каждой волоки и в последующем переносе его на разматыватель для следующей протяжки, как это делается на станах однократного волочения.
На этих станах осуществляется волочение проволоки почти всех размеров, начиная от толстой (6 мм) и кончая микропроволокой.
В метизном производстве работает большое число многократных барабанных волочильных станов различных конструкций отечественного и иностранного производства, которые по способу волочения можно разделить на следующие группы
1) Станы, работающие без изменения запаса проволоки на промежуточных барабанах с автоматическим регулированием скоростей промежуточных барабанов, со скольжением проволоки на промежуточных барабанах.
2) Станы, работающие с изменением запаса проволоки на промежуточных барабанах.![]()
![]()
Похожие работы

... , что привело к дополнительной экономии. Трудовые показатели Анализ производительности труда по цеху за 2007-2008 годы можно сделать исходя из следующих данных (таблица 4). Таблица 4 Анализ производительности труда по цеху по производству порошковых изделий за 2008 год Наименование показателя Ед. изм. Факт за 2008 г. Факт за 2007 г. Отклонения абсол. +увелич./ -уменьш. в % к 2007 году ...
... мощностей; - экономичность использования материальных и трудовых ресурсов и другие условия и факторы, характеризующие производственно-хозяйственную деятельность производственного предприятия. На организацию учета затрат и калькулирования себестоимости продукции, как известно, оказывает влияние ряд факторов: вид деятельности предприятия, его размер, структура управления, правовая форма, характер ...
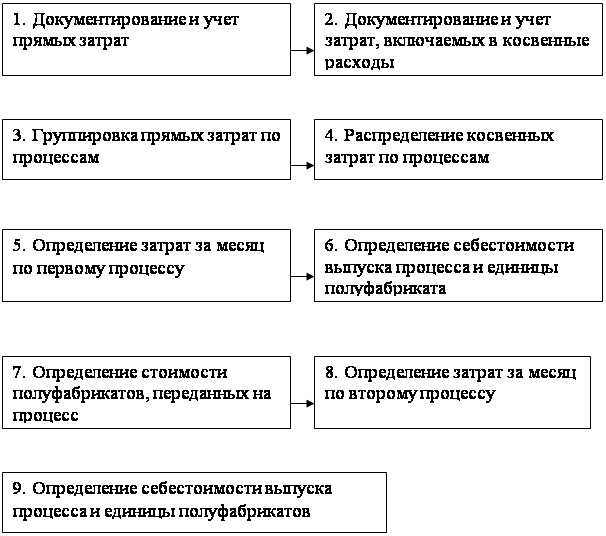
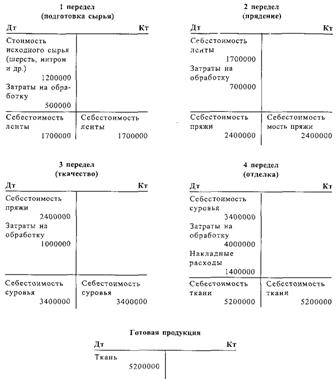
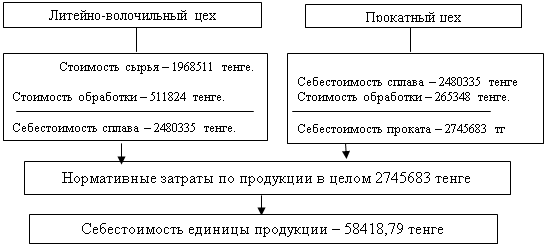
... , тогда затраты на материалы произведены на 100 %. Если этот этап еще не пройден, тогда эквивалентный выпуск точки зрения затрат на материалы принимается равным нулю. 4 Иллюстрация попроцессной калькуляции себестоимости продукции на материалах предприятия Анализируемое предприятие ТОО «Тайма» производит прокат меди и сплавов на основе меди в виде листов, полос, лент, прутков и проволоки. ...
... «Основное производство», 8200 «Полуфабрикаты собственного производства», 8300 «Вспомогательные производства», 8400 «Накладные расходы». [4] Для обеспечения учета затрат производства по элементам и статьям калькуляции все затраты производства группируют по видам изготавливаемой продукции на счетах подраздела 8110 «Основное производство» Типового плана счетов, где учитываются затраты на основное ...
0 комментариев