Навигация
Пути повышения производительности труда на примере Цеха по производству порошковых изделий ОАО "Уралэлектромедь"
65373
знака
22
таблицы
8
изображений
Федеральное агентство по образованию
Государственное образовательное учреждение
Высшего профессионального образования
Уральский государственный экономический университет
Факультет сокращенной подготовки
Кафедра менеджмента
КУРСОВАЯ РАБОТА
По дисциплине: Экономический менеджмент
Тема: Пути повышения производительности труда на примере Цеха по производству порошковых изделий ОАО «Уралэлектромедь»
Исполнитель:
Екатеринбург
2009г.
План
Введение…………………………………………………………...........................3
1. Анализ деятельности цеха по производству порошковых изделий……...…4
1.1 Характеристика цеха по производству порошковых изделий………..........4
1.2 Анализ основных технико-экономических и финансовых показателей работы цеха…………………………...……………………………………….....10
1.3 Основные причины снижения производительности труда.……………....39
2. Мероприятия по увеличению производительности труда и их экономическая эффективность…………………………………………….........41
2.1 Предложения по решению проблемы расширения «узкого места»……...41
2.2 Предложения по оперативному управлению производством………….....51
3. Экономическая эффективность повышения производительности труда в результате внедрения предлагаемых мер…………………………………........53
Заключение……………………………………………………………………….56
Список используемой литературы……………………………………………...57
Введение
Сегодня производители и предприниматели самостоятельно планируют текущую и перспективную производственно-хозяйственную и финансово-экономическую деятельность. В современных рыночных условиях анализ производительности труда является одним из самых важных элементов планирования производства и дальнейшей реализации продукции, что в свою очередь является задачей комплексного развития всего предприятия. На основе показателей производительности труда разрабатываются социально-трудовые, снабженческо-сбытовые, финансово-инвестиционные и другие разделы долгосрочного и текущего планов. От высокой производительности труда зависит обоснованность и реальность других направлений деятельности, стабильность и ритмичность работы подразделений.
Целью курсовой работы, является определение причин снижения производительности труда.
Предметом исследования является производственная схема предприятия. Объектом исследования является цех по производству порошковых изделий (ЦППИ) ОАО «Уралэлектромедь».
Передо мной стояла задача на основе полученных данных, проанализировать производственную схему цеха по производству порошковых изделий, выяснить причины отклонения плановых показателей производительности труда от фактических, предложить свои мероприятия по оптимизации объема производства.
1. Анализ деятельности цеха по производству порошковых изделий
1.1 Характеристика цеха по производству порошковых изделий
Участок по производству порошковых изделий был создан на ОАО «Уралэлектромедь» в 1988 году при лаборатории механизации. В 1990-1991 годах было принято решение о расширении производства, строительстве пристроя, покупке прессового и печного оборудования.
Созданное как опытно-промышленное производство в 1992 году цех порошковых изделий выполняет две важные задачи:
Во-первых – производство из собственных медных порошков высокорентабельной товарозавершенной продукции: различных конструкционных, электротехнических и антифрикционных изделий из меди, бронзы и бронзографита различных марок, а также подшипников скольжения.
Во-вторых, цех является своеобразным полигоном, на котором проходят испытания потребительских и технологических свойств новых марок электролитических медных порошков, освоенных в цехе медных порошков АО «Уралэлектромедь», а также водо-распыленных порошков из меди и бронзы, производимых на совместном предприятии «УЭМ-Эккарт».
Организованное производство полностью обеспечивается сырьем собственного производства, компонентами изделий из меди и серебра (порошками медным электролитическим (1945,5 т. в год), серебряным (3,85 т. в год)), ресурсами цеха медной фольги и общезаводского хозяйства комбината. Остальное сырье поставляется предприятиями со стороны (в год):
порошок оловянный – ОАО «НОК» г. Новосибирск -67,5 т.;
порошок никелевый – АО «Норильский никель» г. Норильск -1,65 т.;
стеарат цинка – НПО «Люминфор» г. Ставрополь -13,5 т.;
смазочные материалы – г. Пермь, г. Омск -30 т.;
графит -13,65т.
Обеспечение производства собственным сырьем дает значительные преимущества по себестоимости изделий. Имеющийся на ОАО «Уралэлектромедь» опыт такого производства обеспечивает получение изделий высокого качества.
Самое крупное аналогичное производство изделий из порошка: г. Кинешма (Россия), г. Молодечно (Белоруссия). Эти предприятия работают на покупном медном электролитическом порошке производства ОАО «Уралэлектромедь».
Отделом маркетинга выявлена следующая годовая потребность в медных изделиях (Табл.1).
Исходя из годовой потребности, производственная мощность цеха определена в 120000 тонн. Укрупненная номенклатура продукции выглядит следующим образом (Табл. 2).
ЦППИ является самостоятельным структурным производственно-хозяйственным подразделением предприятия, относящимся к группе основных (производственных) цехов. Цех порошковых изделий непосредственно подчиняется главному инженеру предприятия.
Таблица 1
Годовая потребность в медных изделиях
| № п/п | Наименование предприятия | Годовая потребность, тыс. шт. |
| 1 | ОАО «Контактор» (г. Ульяновск) | 400 |
| 2 | ОАО «НЗВА» (г. Новосибирск) | 250 |
| 3 | ОАО «Низковольтник» (г. Октябрьский) | 250 |
| 4 | ОАО «ДЗНВА» (г. Дивногорск) | 350 |
| 5 | ОАО «КЗНВА» (г. Коренево) | 200 |
| 6 | ОАО «Электротехнический завод МПС» (г. Камышлов) | 300 |
| 7 | ОАО «Электромеханический завод» (г.С-Петербург) | 300 |
| 8 | ОАО «Электромеханический завод» (г. Псков) | 200 |
| ИТОГО | 2250 |
Таблица 2
Укрупненная номенклатура продукции ЦППИ
| № п/п | Наименование изделия | Объем производства, тыс. шт. в год |
| 1 | Изделия электротехнического назначения, изготовленные из порошков на основе меди | 1000 |
| 2 | Изделия антифрикционные, изготовленные из порошков на основе меди | 500 |
| 3 | Горячепрессованные профили из порошков на основе меди | 200 |
| 4 | Горячепрессованные бронзовые профили | 100 |
| 5 | Горячепрессованные профили из литых заготовок сплавов цветных металлов | 200 |
| 6 | Изделия (электроконтакты) из порошка на основе серебра | 250 |
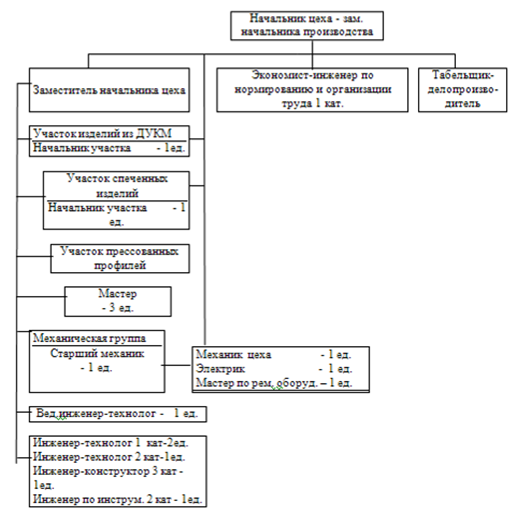
Структура и штаты цеха утверждает генеральный директор ОАО «Уралэлектромедь» в соответствии с действующими нормативами численности руководителей, специалистов и служащих с учетом объемов работы и особенностей производства. Организационная структура ЦППИ представлена в виде схемы 1.
Режим работы цеха трехсменный с двумя выходными днями. По этому графику работает участок спеченных изделий с эффективным годовым фондом работы оборудования 5310 часов, причем спекания печи работает по непрерывному графику с годовым фондом работы оборудования 7710 часов.
Численность трудящихся: по цеху – 93 чел, в том числе основной технологический персонал – 61 чел; вспомогательный персонал 17 чел; руководители и специалисты –17 чел.
В ЦППИ используются два прогрессивных процесса производства (для изготовления спеченных изделий и изделий из дисперсно-упрочненных композиционных материалов (ДУКМ)).
Первый, основанный на традиционной технологии изготовления прессованных спеченных изделий, обеспечивает экономическую эффективность и конкурентоспособность продукции за счет высокой степени использования материала, точности размеров и форм, что практически полностью исключает необходимость дальнейшей механической доработки деталей.
Схема 1. Организационная структура управления цеха по производству порошковых изделий
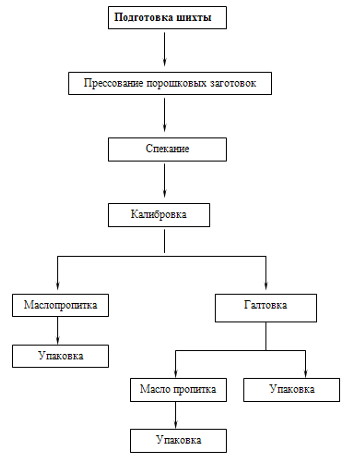
Этот технологический процесс включает следующие операции:
подготовка шихты. Смешивание исходных компонентов в смесителях (биконических, эксцентрических или плужковых);
прессование шихты проводится на гидравлических и механических прессах-автоматах при комнатной температуре в жесткой пресс-форме, обеспечивающее необходимую плотность и точность заготовки;
- спекание прессованных заготовок проводится в проходных ленточных печах в восстановительной атмосфере водорода;
- калибровка спеченных заготовок проводится на автоматических гидравлических и механических прессах в жестких формах с целью получения точных геометрических размеров, заданных величин твердости.
Эта операция используется для получения деталей сложной формы путем холодного объемного деформирования пористой спеченной заготовки;
- маслопропитка производится путем вакуумирования погруженных в подогретое масло пористых деталей. Применяется для подшипников скольжения, которые таким образом «заправляются» смазкой на весь срок службы.
Технология изготовления прессованных спеченных изделий представлена схемой 2.
Схема 2. Технологическая схема изготовления прессованных спеченных изделий
Участок спеченных изделий оснащен высокопроизводительным прессовым оборудованием усилием от 20 до 4000 кН как российского, так и германского (фирма «Dorst») производства, а также проходными конвейерными печами фирмы «Cremer» (Германия) и ОАО «Термотрон – Пульс» (г. Брянск, Россия).
Основу производственной программы участка составляют детали электротехнического назначения из порошковой меди (типовые контакты для электрических низковольтных аппаратов; различные коллекторные заготовки для малогабаритных электродвигателей; крупногабаритные ламели), а также бронзографитовые подшипники скольжения.
Парк освоенных деталей превышает две сотни единиц и пополняется 2-4 новыми позициями каждый месяц.
Продукция второго участка ЦППИ – прессованные профили, прутки и трубные заготовки из дисперсно-упрочненных композиционных материалов на медной основе. Основное применение эти новые композиционные материалы находят в сварочной технике в качестве наконечников электродуговой сварки проволочным электродом в среде защитного газа, электродов точечной, роликовой, рельефной сварки, жал паяльников и других токопроводящих деталей.
ОАО «Уралэлектромедь» в сотрудничестве с учеными фирмы «Техма» разработаны и запатентованы ДУКМы на основе медных порошков систем Cu-Al-C-O и Cu-Ti-C-O, получаемые с использованием механического легирования.
Основными структуроопределяющими операциями технологического процесса производства ДУКМ являются: реакционное размалывание смеси исходных компонентов в высокоэнергетической шаровой мельнице – аттриторе, а также горячая экструзия заготовки. ДУКМ получают в виде прутков и профилей как горячепрессованных полуфабрикатов, так и холоднокалиброванных заготовок для обработки на станках-автоматах.
Суммарный объем произведенной и реализованной продукции цеха непрерывно растет благодаря целенаправленной работе отдела порошковой металлургии по маркетингу и сбыту, даже несмотря на то, что многие из заказчиков, оказываясь в тяжелом финансовом положении, сокращают заказы или вовсе прекращают закупки комплектующих, останавливают производство. Непрерывно проводится поиск новых потребителей, прорабатываются не только технические, но и финансовые, выстраиваются и реализуются товарообменные и зачетные взаимоотношения, как двух-, так и многосторонние. Активное участие в выставках и научно-практических конференциях позволяет правильно оценивать тенденции развития отечественной промышленности, находить новые области применения порошковых изделий.
0 комментариев