Шліхтування
Розрахунок пропорційності обладнання
Розрахунок виробничої програми
Кількість напівфабрикатів по переходам з урахуванням відходів
Розрахунок балансу сировини
Розрахунок затрат на шліхтувальні матеріали
Розрахунок амортизаційних відрахувань
Розрахунок затрат на пар та гарячу воду
Розрахунок затрат на електроенергію
Розрахунок затрат на ремонт обладнання
Транспортні витрати
Техніко-економічні показники з праці та заробітної плати
Термін окупності
Навигация
Вибір плану технологічного процессу виробництва тканини по типу арт. 4784 на ткацьких верстатах СТБ-2-180 потужністю 264 верстати
Вибір плану технологічного процессу виробництва тканини по типу арт. 4784 на ткацьких верстатах СТБ-2-180 потужністю 264 верстати
33830
знаков
19
таблиц
3
изображения
Розділ 1. Вибір плану технологічного процесу
1.1 Вибір та обґрунтування схеми технологічного процесу виробництва суворої тканини
Таблиця 1.1 Вихідні дані
| Показники | Значення |
| 1. Кількість заправлених верстатів ( Мз ) | 264 |
| 2. Тип ткацького верстату | СТБ-2-180 |
| 3. Лінійна щільність пряжі, текс: основи ( То ) утоку ( Ту ) крайки ( Ткр ) | 29 29 29 |
| 4. Ширина тканини, см ( Шт ) | 167,75 |
| 5. Щільність ниток на 10 см: по основі ( Ро ) по утоку ( Ру ) | 226 190 |
| 6. Уробітка, %: по основі ( ао ) по утоку (ау ) | 8,257 6,803 |
| 7. Число ниток в основі ( mо ) | 3780 |
| 8. Істинний приклей, % ( Пі ) | 2,986 |
| 9. Маса пряжі на 100м без відходів, кг: по основі ( Мо ) по утоку ( Му ) | 11,772 10,105 |
| 10. Відходи, %: по основі ( Уо ) по утоку ( Уу ) | 0,492 0,056 |
| 11. У тому числі по основі: перемотування снування шліхтування пробирання прив’язування ткацтво | 0,014 0,005 0,292 0,01 0,06 0,11 |
| 12. Кількість крохмалю, кг/1т основи | - |
| 13. Обривність на 1м тканини: по основі ( Чо ) по утоку ( Чу ) | 0,27 0,13 |
| 14. Довжина основи на ткацькому навої, м (Lн ) | 1966,52 |
| 15. Довжина рулону тканини,м ( Lр ) | 196,292 |
| 16. Норма виробки проборщиці, нит/год | 1500 |
Фарбована основна і утокова пряжа на бобінах м’якої мотки надходить у склад сировини де зберігається у ящиках – піддонах до моменту її використання. Пряжа під час зберігання на складі стабілізується і набуває необхідної вологості, що покращує іі властивості.
Перемотування основи і утоку здійснюється на мотальних машинах
М-150-2. Метою перемотування являється створення необхідного пакування, яке б забезпечило ефективне проведення наступного процесу снування, а також очищення пряжі від пуху і домішок, ліквідація пороків.
Наступним етапом підготовки пряжі до тканино формування є процес снування. Снування здійснюється на машина СП – 180. Метою снування являється навивання на одне пакування певного числа ниток основи встановленої розрахунком довжини.
Вибір шпулярника, Ш-616-2 обумовлений видом снування – партіонне приривне, при якому значно вищий швидкісний режим, оскільки радіус змотуваних паковок відносно-однаковий.
Наступний етап – процес шліхтування, який необхідний для формування ткацького навою та надання ниткам необхідних фізичних властивостей для більш високої якості. Шліхта надає ниткам необхідної міцності та гладкості, що сприяє меншому стиранню в процесі ткацтва. Процес шліхтування виконується на машині ШБ-11/180.
Пробирання ниток в зйомні органи ткацького верстата виконуються при зміні зношених ремізок , галев та берд. Пробирання основ проводиться на проборних верстатах ПСМ-230. Особливості використання верстату є те, що він обладнаний механічною подачею і його може обслужити одна людина.
На вузлов’язальних машинах нитки основи, допрацьованої на ткацькому верстаті: зв’язують з нитками знов встановлюваної основи. Механічні зв’язування застосовують, якщо немає необхідності в ручному пробиранні. Процес вузлов`язання виконується на пересувній вузлов’язальній машині УП-5. Особливість даної машини є те, що вона забезпечує надійну якість вузлів.
Процес ткацтва виконується на безчовниковому ткацькому верстаті
СТБ-2-180.
Знята з верстату тканина надходить приймально-конструктивного відділу ткацької фабрики. Тут визначають сорт тканини та виявляють пороки зовнішнього вигляду, а також проводиться облік кількості виготовленої тканини. Процес ткацтва виконується на безчовниковому ткацькому верстаті.
СТБ-2-180.
Знята з верстату тканина надходить приймально-конструктивного відділу ткацької фабрики. Тут визначають сорт тканини та виявляють пороки зовнішнього вигляду, а також проводиться облік кількості виготовленої тканини. На рис.1.1 зображено схему технологічного плану ткацтва
![]()
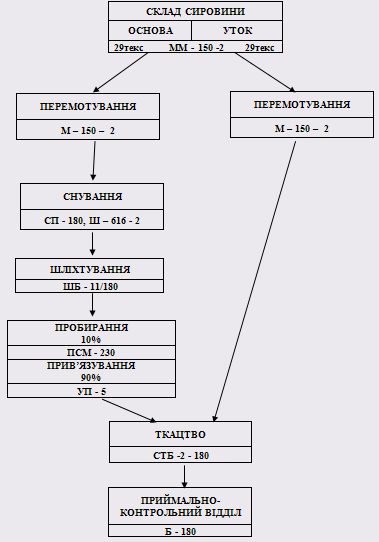
Рис.1.1 Технологічний план ткацтва
1.1.1 Розрахунок норм продуктивності по переходам
1. Перемотування
Теоретична продуктивність основної і утокової пряжі:
![]()
![]() кг ⁄год (1.1)
кг ⁄год (1.1)
де Vм – лінійна швидкість перемотування;
км.б – кількість мотальних барабанчиків .![]()
Норма продуктивності мотальної машини:
![]()
![]() кг ⁄год (1.2)
кг ⁄год (1.2)
2. Снування
Теоретична продуктивність:
![]()
![]() кг/год (1.3)
кг/год (1.3)
Фактична продуктивність :
![]()
![]() кг ⁄год (1.4)
кг ⁄год (1.4)
0 комментариев