Классификация поверхностей детали
Анализ базового варианта техпроцесса
По таблице 2.1 [4] исходя их данных таблицы 2.3 получим допуски, которые и сведем в таблицу 2.1
Разработка технологического маршрута и плана обработки. Выбор СТО
Научные исследования
Анализ влияния качества поверхностного слоя на стойкость сверл
Конструкция сверл
Введение. Обоснование необходимости проведения патентных исследований
Патентный поиск
Проектирование технологических операций
Нормирование операций
Расчёт и конструирование режущего инструмента
Расчёт сил резания
Расчёт силового привода
Расчёт точности контрольного приспособления
Экономическое обоснование усовершенствования сверлильной операции
Расчет необходимого количества оборудования и коэффициентов его загрузки
Расчет технологической себестоимости изменяющихся по вариантам операций
Калькуляция себестоимости обработки детали по вариантам технологического процесса, руб
Расчет приведенных затрат и выбор оптимального варианта
Безопасность и экологичность проекта
Навигация
По таблице 2.1 [4] исходя их данных таблицы 2.3 получим допуски, которые и сведем в таблицу 2.1
Технологический процесс изготовления корпуса главного цилиндра гидротормозов ВАЗ 2108
104781
знак
22
таблицы
28
изображений
2. По таблице 2.1 [4] исходя их данных таблицы 2.3 получим допуски, которые и сведем в таблицу 2.1
Таблица 2.1 Допуски на размер (7-ой класс)| Размер, мм | Величина допуска, мм | Размер, мм | Величина допуска, мм |
| 178,5 50,5 | 1,1 1,0 | Æ34,7 Æ21 | 0,9 0,8 |
3. По таблице 2.2 [4] выбираем по соответствующему ряду припусков и по допускам на размер сами припуски и занесем их в таблицу 2.2
Таблица 2.2 Припуски на сторону| Допуск, мм | Припуск на сторону, мм | Допуск, мм | Припуск на сторону, мм |
| 0,6…0,8 0,8..1,0 | 1,3/1,8 1,4/2,0 | 1,0…1,2 1,2…1,6 | 1,6/2,4 2,0/2,8 |
По таблице 2.4 [4] выберем литейные радиусы, соответствующие данному номинальному размеру:
| Номинальный размер, мм до 25 25…50 50…150 150…250 | Радиус, мм 2 3 3,5 4 |
Опираясь на ранее принятые значения принимаем для данной заготовки :
7-7-3-5 ГОСТ26645-85
Определим коэффициент использования материала:
Ки = ![]() =0,65.
=0,65.
Коэффициент использования материала близок к нормативному по машиностроению Ки = 0,7… 0,85. Столь низкое значение (Ки = 0,65) объясняется увеличенным припуском на отверстие цилиндра в связи с низким качеством адсорбции слоя. Чертеж заготовки представлен на листе в графической части проекта.
3. Разработка схем базирования
Для успешного выполнения технологических операций механической обработки и сборки необходима правильная установка заготовок или деталей. В процессе установки решаются две различные задачи: базирование и закрепление заготовок.
Особое значение вопросы базирования приобретают при обработке заготовок в условиях массового производства с использованием настроенного оборудования.
Разработка схем базирования делится на три основных этапа:
1. Выбор черновых технологических баз.
2. Назначение чистовых технологических баз.
3. Разработка теоретических схем базирования.
При получении черновых технологических баз учитывают те условия, при которых обеспечивается заданная точность при минимуме припусков на обработку.
Это условие выполняется в том случае, если мы используем основные конструкторские базы (в нашем случае торец 3 и пов.2). Однако в нашем техпроцессе эти поверхности выполняются на 10-й операции, поэтому базирование вынуждены вести по единой базе – по наружной поверхности (литой) корпуса. Эта поверхность удовлетворяет требованиям для черновых баз:
- достаточные размеры для закрепления
- используется только на 1-ой операции
- на поверхности отсутствуют приливы, литники, прибыли и т.д.
Схема базирования на первой операции представлена на рис.3.1.
Назначение чистовых технологических баз является многовариантной задачей. Оптимальный вариант можно отыскать только на анализе решений технологических размерных цепей. При этом должны соблюдаться принципы единства баз и соответствие конструкторских и технологических баз (по мере возможностей). На деталях типа корпус чистовые базы, как правило, готовят на черновых операциях и чистовые базы соответствуют конструкторским. Базирование по торцу поверхности 3 и по поверхности 2 осуществляется на всех последующих переходах.
Схема базирования на 020 – ой операции представлена на рис.3.2.
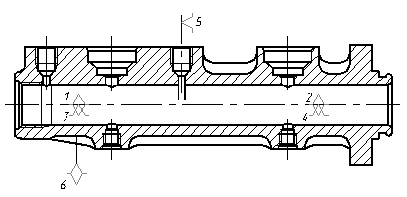
Рис. 3.1. Схема базирования на 010-ой операции

Рис. 3.2. Схема базирования на 020-ой операции
0 комментариев