Навигация
Разработка технологического процесса механической обработки детали
20274
знака
7
таблиц
2
изображения
Министерство образования Российской Федерации
Тольяттинский Государственный Университет
Кафедра «Технология машиностроения»
Курсовая работа
по дисциплине «Технология машиностроения»
«Разработка технологического процесса механической обработки детали»
Студент: Спицына Н.П.
Группа: ЭУз-401
Преподаватель: Козлов А.А.
Тольятти 2007
Содержание
Введение
1. Анализ служебного назначения детали
1.1 Классификация поверхностей детали
2. Технологичность конструкции детали
3. Выбор типа производства и формы организации
4. Выбор метода получения заготовки и её проектирование
5. Выбор технологических баз
6. Выбор методов обработки поверхностей детали
7. Разработка технологического маршрута (плана) обработки детали
8. Разработка технологических операций
Заключение
Список используемой литературы
Приложения
Введение
Вал ведомый предназначен для передачи крутящего момента с шестерни на колесо посредством шпонки. Валы такого типа входят в конструкции многих узлов станков, тракторов, редукторов и других машин. От качества их изготовления зависит надёжность и долговечность работы изделий и поэтому совершенствованию технологии их изготовления постоянно уделяется самое серьёзное внимание.
Целью данного проекта является снижение трудоёмкости изготовления ведомого вала путём разработки прогрессивного технологического процесса, базирующегося на современных достижениях в области станкостроения и инструментального производства.
Задачи проекта:
1. Описать служебное назначение вала и оценить технологичность его конструкции.
2. Выбрать тип производства форму организации технологического процесса.
3. Разработать конструкцию заготовки, обеспечивающую минимальный расход материала.
4. Разработать план изготовления вала ведомого.
5. Подробно проработать токарную и фрезерную операции.
6. Выполнить технологическую документацию и разработать графические материалы.
1. Анализ служебного назначения детали
Вал ведомый предназначен для передачи крутящего момента с шестерни на колесо посредством шпонки. Работает в условиях частого включения и выключения вращения и неравномерной нагрузки в начале цикла работы. Условия смазки и температурные условия – нормальные.
1.1. Классификация поверхностей детали
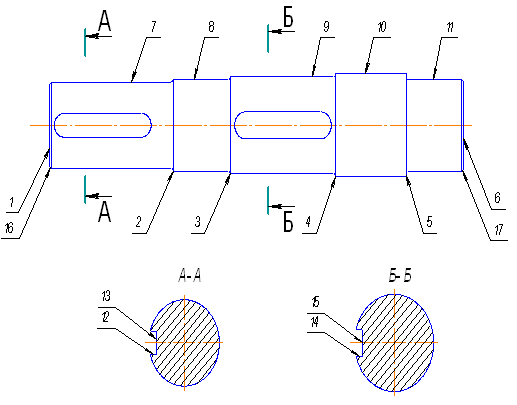
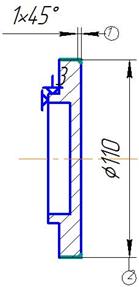
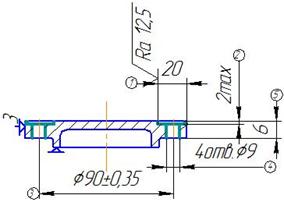
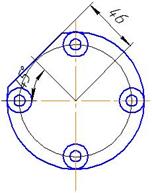
Рис. 1.1 Эскиз детали с нумерацией поверхностей
Таблица 1.1.
| Вид поверхности | № поверхности |
| Исполнительные поверхности | 12, 14 |
| Основные конструкторские базы | 5, 8, 11 |
| Вспомогательные конструкторские базы | 2, 3, 4, 7, 9 |
| Свободные поверхности | 1, 6, 10, 13, 15, 16, 17 |
Деталь изготовлена из стали 45 по ГОСТ 1050-74 и обладает следующими характеристиками:
Химический состав:
| Марка стали | С | Si | Mn | Cr | Ni |
| Содержание элементов в % | |||||
| 45 | 0,42-0,50 | 0,17-0,37 | 0,50-0,80 | ≤0,25 | ≤0,25 |
Такая сталь обладает следующими механическими свойствами:
- временное сопротивление при растяжении σвр=598 МПа,
- предел текучести σт=363 МПа,
- относительное удлинение δ=16 %,
- ударная вязкость ан=49 Дж/м2,
- среднее значение плотности: ![]()
![]()
- дельная теплопроводность: 680 Вт/(![]() )
)
- коэффициент линейного расширения α=11,649*106 1/Сº.
Сталь 45 среднеуглеродистая сталь конструкционная сталь, подвергаемая закалке и последующему высокотемпературному отпуску. После такой термической обработки стали приобретают структуру сорбита, хорошо воспринимающую ударные нагрузки. Такие стали обладают небольшой прокаливаемостью (до 10 мм), поэтому механические свойства с увеличением сечения изделия понижаются. Для вала требуется более высокая поверхностная твердость, следовательно, после закалки его подвергают отпуску.
Исходя из служебного назначения детали при разработке техпроцесса особое внимание следует уделить выбору методов обработки исполнительной поверхности и конструкторских баз. Все поверхности вала должны быть механически обработанными, так как необработанные поверхности могут дать значительную неуравновешенность и стать причиной появления вибраций при его вращении.
Похожие работы


... размеров предопределяется целесообразность выбранных (технологических) баз, принятого порядка обработки и контроля отдельных размеров детали в зависимости от величины допусков этих размеров. При разработке технологического процесса обработки вала используем технологическую и конструкторскую базу, определим допуски на них. Определение технологических размеров и допусков проведем на основе ...
... выбора технологического оснащения В состав технологического оснащения входит оборудование и технологическая оснастка – установочные приспособления, режущий, мерительный и вспомогательный инструменты. Выбор станочного оборудования является одной из важнейших задач при разработке техпроцесса механической обработки заготовки. От правильности его выбора зависит производительность изготовления ...


... поковка. Группа стали – М2; Степень сложности – С2; Класс точности – Т4; Исходный индекс – 14. Метод получения заготовки – штамповка в закрытых штампах. Разработка маршрутного технологического процесса 05 Заготовительная Горячая штамповка 10 Фрезерно-центровальная А. Установить и снять заготовку 1. Фрезеровать торцы выдерживая размер 1401 мм Центровать отверстия В4 15 ...

... ;110 Æ113,4 7 Æ72 Æ75,2 10 Æ62 Æ58,4 6. Разработка маршрутно-технологического процесса При разработке маршрутно-технологического процесса решаются следующие задачи: 1. устанавливается последовательность операций обработки заготовки 2. выбирается технологическая база. При этом нужно стремиться к ...
0 комментариев