Навигация
Изготовление верхней полуформы
16991
знак
7
таблиц
4
изображения
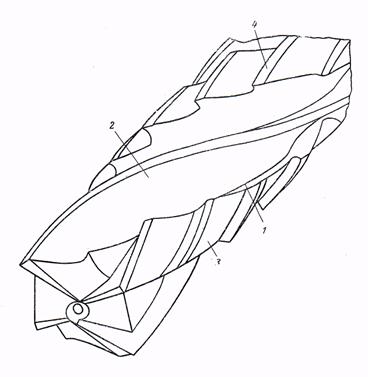
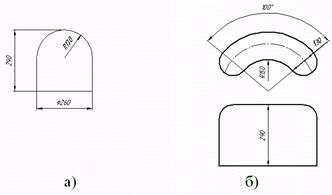
6. Изготовление верхней полуформы
Устанавливается литниковая система:
а) модель стояка;
б) модель прибыли;
в) модель выпора.
Затем в том же порядке устанавливается опока, уплотняется формовочная смесь, делаются проколы.
Когда изготовление верхней и нижней полуформ закончено, изготовляют из голов формы модель. Для этого в модель ввертывают подъём, а затем её слегка расталкивают ударами молотка по подъёму. Извлекают модель не разбивая полуформ. В заключении повреждённые участки заделывают и в целях повышения потребительски качеств, полуформы высушивают.
7. Выбор способа формовки
При использовании песчано-глинистых смесей в процессе формовки выполняют следующие технологические операции:
1) уплотнение смеси, позволяющее получить точный отпечаток модели в форме и придать ей необходимую прочность и другие свойства;
2) устройство в форме вентиляционных каналов, облегчающих выход из полости формы образующихся при заливке расплавов газов.
3) извлечение модели из формы;
4) отделку и сборку формы.
Исходя из характера производства (единичное) выбираем ручную формовку. Следует отметить, что ручная формовка в тяжелом машиностроении оснащена большим количеством вспомогательных механизмов для уплотнения формовочной смеси. Таким образом, в единичном производстве ручная формовка в чистом виде почти не используется. По способу формовки - формовка в опоках.
8. Основная характеристика формовочной смеси
Формовочная смесь – это многокомпонентная смесь формовочных материалов, соответствующая условиям технологического процесса изготовления литейных форм. Формовочные смеси по характеру использования разделяют на облицовочные, наполнительные и единые.Формовочные смеси должны иметь высокую огнеупорность, достаточную прочность и газопроницаемость, пластичность, податливость.
Таблица 3.
| Смесь | Масса отливки, кг | Толщина стенки отливки, мм | Свойства смеси | ||
| Газопроницаемость, Ст.ед. | Влажность, % | Предел прочности при сжатии, кПа | |||
| Единая для формовки по-сырому | До 100 | 25 | 90 | 4 | 39 |
9. Основная характеристика стержневой смеси
Стержневая смесь – это многокомпонентная смесь формовочных материалов, соответствующая условиям технологического процесса изготовления литейных стержней. Стержни при заливке расплавленного металла испытывают значительные тепловые и механические воздействия по сравнению с формой, поэтому стержневые смеси должны более высокую огнеупорность, газопроницаемость, податливость, малую газотворную способность, легко выбиваться из отливок.
Таблица 4.
| Состав смеси, масса % | Зерновой состав песка | |||
| Отработанная смесь | Кварцевый песок | Глина | Сульфитная барда | |
| 70 | 16,5 | 5 | 0,5 | 016А |
Газопроницаемость - т.е. способность пропускать газы и водяные пары при заливке формы расплавом.
Податливость - способность формовочной смеси несколько уменьшаться под воздействием сжимающих сил, возникающих при усадке металла в процессе его затвердения и дальнейшего охлаждения.
Огнеупорность - свойство формовочной, а также стержневой смеси не оплавляться, не разминаться, не спекаться под воздействием высоких температур, возникающих при литье готовой продукции.
Похожие работы
... 7 0,8 Сверление, зенкерование, развертывание. 34 12 12,5 Растачивание 36,37,46 11 12,5 Сверление Данные методы реализованы при разработке технологического маршрута изготовления матрицы. Разработка технологического маршрута изготовления матрицы При разработке маршрута в среднесерийном производстве придерживались следующих правил: 1.Технологические операции разрабатывали по принципу ...

... заданного качества при минимальных затратах. 1.4 Выбор положения отливки в форме и назначение разъема модели и формы Разработка литейной технологии начинается с выбора положения отливки в форме, при котором после заливки форм происходят процессы кристаллизации металлов, обеспечивающие получение плотной и однородной отливки. Выбор правильного расположения отливки в форме имеет принципиальное ...

... 0,26 0,26 М52*1,5 4 0,37 0,37 Æ30 0,28 - 34,6 2,7 0,31 0,31 Æ40 0,31 0,31 R 0,75 0,125 0,125 Æ49,7 5,15 0,31 0,31 3,2 0,15 0,15 5,2 0,15 0,15 8. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ДЕТАЛИ 8.1 ВЫБОР ТИПОВОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА Типовой ТП разрабатывается на основе анализа множества действующих и ...


... методы: метод равенства поверхностей; метод равенства объёмов; метод равенства весов. Графические методы: графо-аналитический метод; графический метод. Для определения размеров заготовки будущего корпуса масляного фильтра для автомобилей ВАЗ 2101-2106, необходимо использовать метод равенства объёмов, так как толщина боковых стенок отличается от толщины дна и исходной заготовки (т. к. s' ≠ ...
0 комментариев