Навигация
Разработка технологии процесса изготовления отливки
33300
знаков
6
таблиц
12
изображений
1. Разработка технологии процесса изготовления отливки
1.1 Характеристика детали
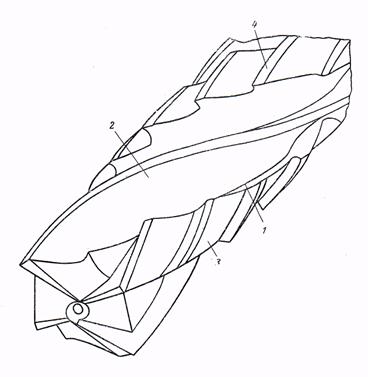
Деталь "Ступица" имеет вид тела вращения со сложными полостями, изготавливается из стали 30Л ГОСТ 977-88 с габаритными размерами 1400мм×1400мм×370мм. Масса отливки 1114 кг, преобладающая толщина стенки 100 мм. Деталь относится к отливкам IV группы сложности. Химический состав и свойства данной стали приведены в табл. 1.1
Таблица 1.1 – Химический состав и механические свойства стали 30Л [2]
| Массовая доля элементов, % (остальное Fe) по ГОСТ 997-88 | Механические свойства | ||||||
| C | Mn | Si | S | P | σв, Н/мм2 | δ, % | HB |
| не более | Не менее | ||||||
| 0,27… 0,35 | 0,45… 0,90 | 0,20… 0,52 | 0,045 | 0,040 | 471 | 17 | 131…157 |
Сталь 30Л имеет следующие характеристики: низкая коррозионная стойкость, удовлетворительная жидкотекучесть, не склонна к образованию трещин, хорошо сваривается, но после сварки требует отжиг.
Данный сплав применяют для изготовления отливок деталей работающих под действием средних статистических и динамических нагрузок, Корпусов и обойм турбомашин, деталей гидротурбин, рычагов, балансиров, корпусов редукторов, муфт, шкивов, станины, балки и другие детали.
1.2 Выбор технологического процесса и обоснование принятого способа литья
Основной задачей технологического процесса является выбор наиболее рационального способа формовки, обеспечивающего высокие показатели производства качественных литых деталей.
Деталь "ступица" имеет массу 1114 кг, при годовом выпуске 60 шт. целесообразно использовать машинную формовку.
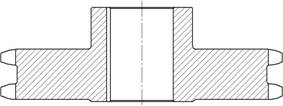
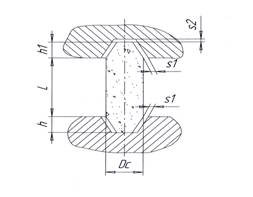
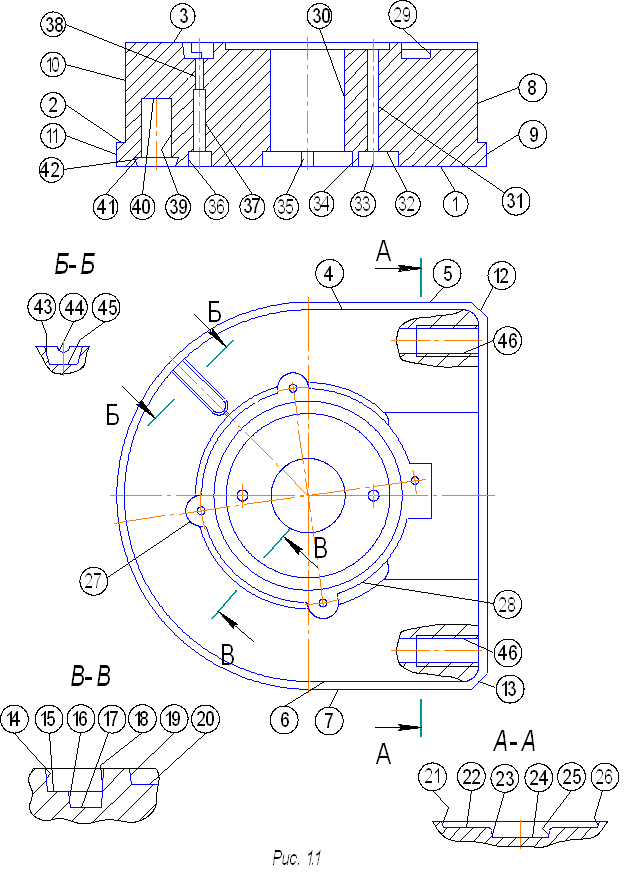
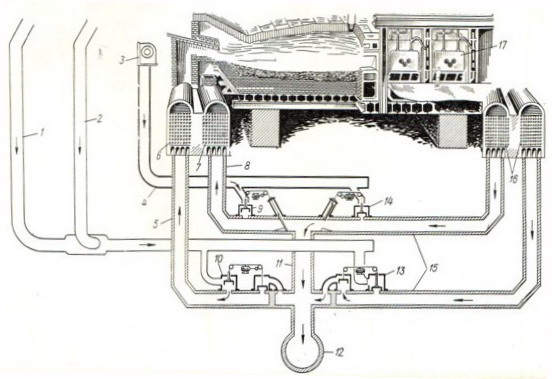
Отливка выполняется в разовой литейной форме, отверждаемой в контакте с оснасткой (с применением ХТС). Форма состоит из верхней и нижней полуформ, которые, образуют полость отливки ограниченную стенками полуформ и стержнями. Для компенсации усадки у стали во время затвердевания в верхней полуформе необходимо предусмотреть установку прибылей. Для вывода газов и воздуха из полости формы во время её заливки, а также для частичной компенсации усадки металла во время затвердевания необходимо предусмотреть установку выпоров, а в верхней полуформе предусмотреть газовые наколы. На рисунке 1.1 приведена схема технологического процесса изготовления отливки “ступица".

Рисунок 1.1 - Схема технологического процесса изготовления отливки "ступица"
1.3 Оценка технологичности отливки
Технологичность данной детали определяется в зависимости от целого ряда факторов:
1) минимальная толщина стенки отливки должна быть больше минимально допустимой толщины для заданного сплава [4]
δmin ≥ δmin.доп, (1.1)
где δmin - минимальная толщина стенки в отливке;
δmin.доп - минимально допустимая толщина стенки в отливке.
Похожие работы
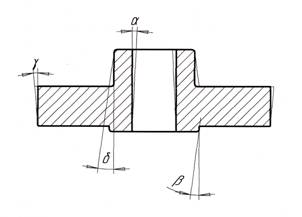
... и при наибольшем размере 402,5 мм, по таблице ПЗ принимаем следующие припуски на механическую обработку: 3 мм на сторону внешнюю и 2 мм на все остальные. Технологический припуск применяется для упрощения и облегчения процесса изготовления отливки. В данном случае назначаются формовочные уклоны (для удобства извлечения модели из формы без разрушения её), напуски (для упрощения изготовления ...
... 7 0,8 Сверление, зенкерование, развертывание. 34 12 12,5 Растачивание 36,37,46 11 12,5 Сверление Данные методы реализованы при разработке технологического маршрута изготовления матрицы. Разработка технологического маршрута изготовления матрицы При разработке маршрута в среднесерийном производстве придерживались следующих правил: 1.Технологические операции разрабатывали по принципу ...

... 0,26 0,26 М52*1,5 4 0,37 0,37 Æ30 0,28 - 34,6 2,7 0,31 0,31 Æ40 0,31 0,31 R 0,75 0,125 0,125 Æ49,7 5,15 0,31 0,31 3,2 0,15 0,15 5,2 0,15 0,15 8. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ДЕТАЛИ 8.1 ВЫБОР ТИПОВОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА Типовой ТП разрабатывается на основе анализа множества действующих и ...


... методы: метод равенства поверхностей; метод равенства объёмов; метод равенства весов. Графические методы: графо-аналитический метод; графический метод. Для определения размеров заготовки будущего корпуса масляного фильтра для автомобилей ВАЗ 2101-2106, необходимо использовать метод равенства объёмов, так как толщина боковых стенок отличается от толщины дна и исходной заготовки (т. к. s' ≠ ...
0 комментариев