Навигация
Оценка технологичности детали
18877
знаков
2
таблицы
3
изображения
2. Оценка технологичности детали
Конструкция данной детали не сложная её масса и габаритные размеры не большие. Это позволяет выполнить её цельнолитой. Внешнее очертание детали также не сложное и поэтому не требует изменений. Имеющиеся полости выполняются при помощи стержня; имеется хороший выход для знаковых частей и стержень хорошо фиксируется в форме. Конфигурация внешних полостей простая, что позволяет изготавливать стержень машинным способом. Отверстия малого диаметра высверливаются, так как их диаметр не превышает 30 мм.
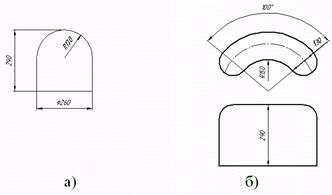
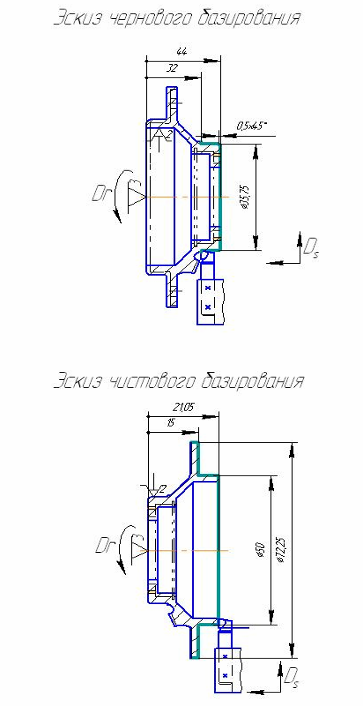
Для получения более качественной отливки наиболее рациональным положением отливки в форме будет такое как показано на рисунке1. При этом варианте обеспечивается направленная кристаллизация от тонкостенной части отливки к более массивной. Питатели наиболее целесообразно подводить по линии разъёма, так как в этом месте располагается массивная часть отливки. Данный вариант обеспечит принцип направленного затвердевания. Вариант расположения отливки предпочтителен также с точки зрения удобства формовки и сборки формы. А также легко устанавливается стержень и имеется возможность его надёжного крепления.
Анализ технологических условий и технологичности конструкции показывает, что наиболее эффективно отливка может быть получена методом литья в песчаную форму.
Эскиз расположения отливки

Рисунок 1.
3. Составление чертежа отливки и разработка конструкции модели
3.1 Определение размеров отливки и модели
Для определения размеров отливки и модели необходимо выбрать припуски на механическую обработку, допускаемые отклонения на размеры отливки, припуски на усадку и допускаемые отклонения на свободные размеры детали.
n припуски на механическую обработку выбираем по II классу
точности ГОСТ 26645-85 /1,табл.22/;
n допуски на обрабатываемые размеры отливки определены по /1,табл.28,29/;
n среднее значение линейной усадки металла – 1% /1,табл.32/;
n допуски на свободные размеры модели выбраны по III классу точности /1,табл.42/.
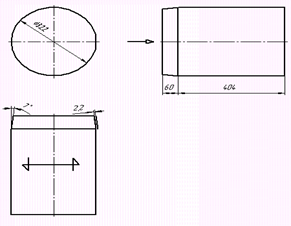
3.2 Определение количества стержней, стержневых знаков и их конструкцииИмеющаяся внутренняя полость отливки может быть выполнена одним стержнем.
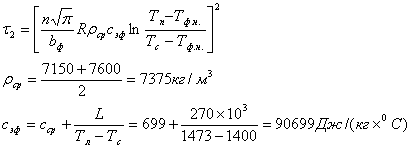
Эскиз стержня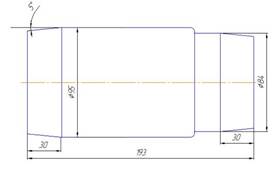 Рисунок 2
Рисунок 2 Размеры стержневых знаков стандартизованы, их определяют в зависимости от габаритных размеров стержня по ГОСТ 3212-92. Назначаем 30 мм /1, табл.35/. Зазоры между поверхностями знаковых частей форм и стержней, радиусы скругления кромок назначают в соответствии с ГОСТ 3606-80:
- зазоры- S1=0,25мм; S2=0,25мм; S3=1.5-2.5мм (принимаем 2мм.).
- радиус скругления 1о.
Стержень расположен в форме горизонтально. Для предупреждения всплывания и перекоса стержня выполняем знаковую часть стержня.
3.3 Выбор конструкции модели и модельных плит
Исходя из конструкции и степени сложности, модель относится к средней степени сложности. В условиях серийного производства и применении машинной формовки модели выполняются металлическими. Металлические модели имеют значительный срок службы, чем деревянные, и обеспечивают более высокую точность отливки. Модель изготавливаем сплошной, путём литья. В качестве материала для изготовления модели примем СЧ15 ГОСТ 26358-84 вследствие высокой прочности, обрабатываемости, гладкой поверхности, сравнительно невысокой стоимости. Срок службы при машинной формовке до 100000 формовок.
Для крепления моделей выбираем подмодельную плиту изготовленную из материала СЧ15 ГОСТ 26358-84 поднимаемую с помощью крана.
3.4 Формовочные уклоны на отливке и модели
Формовочные уклоны придаём рабочим поверхностям модели для удобства извлечения из формы. Они придаются вертикальным поверхностям модели, не имеющим конструктивных уклонов в направлении извлечения их из формы. Величины этих уклонов на модели выполняем согласно ГОСТ 3212-92 /1,табл.33/ и она составляет 0о 45’.
3.5 Определение литейных радиусов
Исходя из технических требований чертежа, литейные радиусы составляют 3-5 мм.
4. Выбор состава формовочной и стержневой смеси
Песчаные формы для получения литых деталей изготавливаются из специальных формовочных смесей. Эти смеси должны отвечать следующим требованиям: быть достаточно огнеупорными и пластичными. Форма приготовленная из этих смесей, должна быть прочной, газопроницаемой и податливой. Кроме того эти смеси должны быть достаточно долговечными и дешевыми. Таким требованиям отвечают смеси, имеющие в качестве главных составляющих песок, глину и влагу.
Согласно ГОСТу, выбираем состав единой формовочной смеси для чугунных отливок, заливаемых в сырую форму, в % (по объёму): отработанной смеси (96,5-94,5) %, свежие материалы (3-5) %, каменный уголь 0,5 %, вода 4,0-4,5%
При таком составе смесь будет иметь: газопроницаемость в сыром состоянии 50-70, прочность на сжатие 0,3-0,5 кгс/см,.
Исходными материалами для свежих добавок смеси являются: песок формовочный 1К02, 1К0315 ГОСТ 2138-92; глина формовочная бентонитовая М2Т2 (со средней термохимической устойчивостью) ГОСТ 3226-92.
В условиях серийного производства стержень необходимо изготовлять производительным способом с высоким качеством. Поэтому используем способ изготовления стержней из смеси с быстротвердеющим связующим (синтетическими смолами) - в горячих стержневых ящиках.
Исходным материалом для стержневой смеси примем песчано-смоляную смесь на основе смолы СФ-480 (3,0-3,5%) ТУ6-0,5–1813-88. При этом составе смесь будет иметь: песок кварцевый ОБ3К02 – 100%, смола СФ-480 – (3,0-3,5)%, катализатор – 10% - водный раствор соляной кислоты 0,3%, окись железа 0,7%.
Характеристика полученной смеси:
- газопроницаемость 200;
- время упрочнения 60-180 сек.;
- прочность после тепловой обработки (10-15)*105 Па;
- влажность 1%.
Таблица 1. - Состав стержневой песчано-смоляной смеси
| Наименование компонента | Содержание, % |
| Кварцевый песок ОБ3К02 ГОСТ 2138-94 | 100 |
| Смола СФ-480 ТУ6-0,5-1813-88 | 3,0-3,5 |
| Катализатор 10% раствор соляной кислоты ГОСТ 875-98 | 0,3 |
| Окись железа | 0,7 |
Похожие работы

... заданного качества при минимальных затратах. 1.4 Выбор положения отливки в форме и назначение разъема модели и формы Разработка литейной технологии начинается с выбора положения отливки в форме, при котором после заливки форм происходят процессы кристаллизации металлов, обеспечивающие получение плотной и однородной отливки. Выбор правильного расположения отливки в форме имеет принципиальное ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
... +474,98+240+1300=12814,98+15% =14737,22≈14800м2. Основные данные для расчетов складов шихтовых, а также способы хранения основных материалов приводятся в табл. (см. лит.1). В фасонно-сталелитейных цехах с индукционными печами шихтовой двор обслуживается подъездным путем и мостовым магнитным краном. Шихтовые материалы хранятся в закромах. Набор металлической шихты будут осуществлять с ...
... изготовлением ограниченной номенклатуры деталей партиями, повторяющимися через определенные промежутки времени. Это позволяет использовать наряду с универсальным специальное оборудование. При проектировании технологических процессов предусматривают порядок выполнения и оснастку каждой операции. Для организации серийного производства характерны следующие черты. Цехи, как правило, имеют в своем ...
0 комментариев