Навигация
Ширина червячного колеса и длина запрессовки l в задании по расчету неподвижной посадки одна и та же величина
34639
знаков
8
таблиц
0
изображений
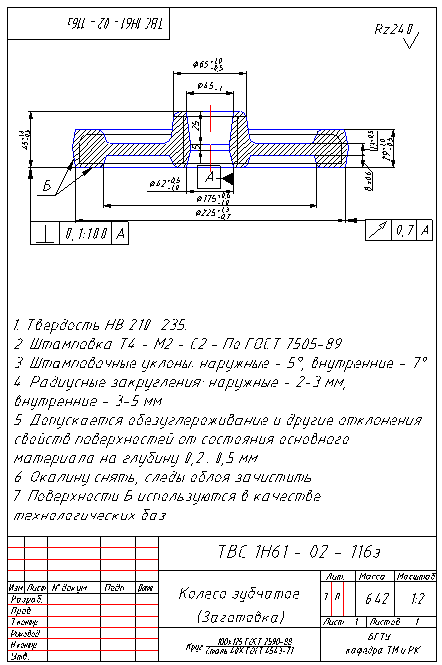
3.4.5 Ширина червячного колеса и длина запрессовки l в задании по расчету неподвижной посадки одна и та же величина
4. ВЫБОР ИЗМЕРИТЕЛЬНЫХ СРЕДСТВ
Выбор измерительных средств является одной из важных задач, возникающих при разработке технологического процесса изготовления и приемке деталей.
Пределом допускаемой погрешности средства измерения называют наибольшую (без учета знака) его погрешность, при которой средство признается годным к практическому применению. Величина допускаемой погрешности средства измерения назначается в зависимости от допуска на измеряемый размер детали.
Так как любое измерение сопровождается той или иной погрешностью, то это приводит к тому, что часть годных деталей бракуется, а часть негодных деталей принимается в качестве годных. Это учитывается относительной погрешностью измерения ![]() , определяемой отношением среднего квадратичного отклонения допускаемой погрешности средства измерения
, определяемой отношением среднего квадратичного отклонения допускаемой погрешности средства измерения ![]() к заданному допуску на измеряемый размер
к заданному допуску на измеряемый размер ![]() или
или ![]() .
.
Таким образом:
![]() (3.12)
(3.12)
Здесь ![]() (3.13), где
(3.13), где ![]() - допускаемая погрешность средства измерения.
- допускаемая погрешность средства измерения.
В таблице (приложение 4) даны значения ![]() (
(![]() ) и
) и ![]() в зависимости от квалитета и номинального размера измеряемой детали. По этой таблице определяются величины
в зависимости от квалитета и номинального размера измеряемой детали. По этой таблице определяются величины ![]() (или
(или ![]() ), а также
), а также ![]() . Далее, по формулам (3.12) и (3.13) находят
. Далее, по формулам (3.12) и (3.13) находят ![]() , что позволяет по таблице (приложение 5) определить количество (в %) неправильно принятых и забракованных деталей. По таблице (приложение 6) можно выбрать измерительное средство, учитывая при этом, что погрешность измерения выбранного прибора или инструмента не должна превышать допускаемую погрешность
, что позволяет по таблице (приложение 5) определить количество (в %) неправильно принятых и забракованных деталей. По таблице (приложение 6) можно выбрать измерительное средство, учитывая при этом, что погрешность измерения выбранного прибора или инструмента не должна превышать допускаемую погрешность ![]() .
.
ПРИМЕР: Пусть задан размер валика ![]() . По приложению 4 находим, что
. По приложению 4 находим, что ![]() мкм, а
мкм, а ![]() мкм. Следовательно,
мкм. Следовательно, ![]() мм. Отсюда
мм. Отсюда ![]() . По приложению 5 находим, что неправильно принятых деталей будет 0,40%, а неправильно забракованных – 0,6%. По приложению 6 выбираем измерительное средство – скобу рычажную типа СР.
. По приложению 5 находим, что неправильно принятых деталей будет 0,40%, а неправильно забракованных – 0,6%. По приложению 6 выбираем измерительное средство – скобу рычажную типа СР.
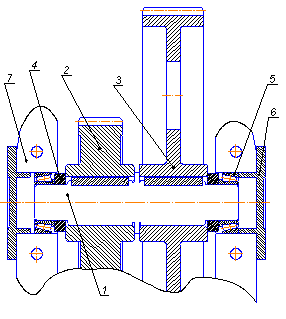
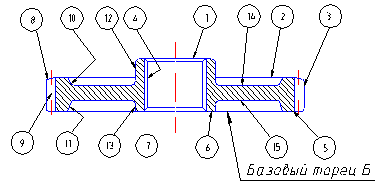
Выбор измерительных средств в курсовой работе производится для 3-х размеров детали (валы), входящий в узел, показанный на рис. 6. Эти размеры указываются в задании на курсовую работу.
5. ФОРМЫ ТИТУЛЬНОГО ЛИСТА КУРСОВОЙ РАБОТЫ И БЛАНКА – ЗАДАНИЯ
Титульный лист курсовой работы должен иметь вид, соответствующий форме 1Бланк – задание должен содержать все исходные данные по курсовой работе и имеет вид формы 2.
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РФ
ТОЛЬЯТТИНСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ
КАФЕДРА "РЕЗАНИЕ, СТАНКИ И ИНСТРУМЕНТ"
КУРСОВАЯ РАБОТА ПО ВЗАИМОЗАМЕНЯЕМОСТИ, СТАНДАРТИЗАЦИИ И ТЕХНИЧЕСКИМ ИЗМЕРЕНИЯМСтудент:Рожков А.В.
Группа:М-301
Преподаватель:Романова О.Г.
ТОЛЬЯТТИ 2000| ЗАДАНИЕ К КУРСОВОЙ РАБОТЕ ПО ВСиТИ | |||
| Студенту_____________________________группа______год_______ | |||
| РАСЧЁТ ПОСАДОК | |||
| ПОДВИЖНАЯ ПОСАДКА | |||
| Вид сопряжения | Номинальный диаметр | = мм | |
| Зазор мкм | мкм | Сопряжение в системе | |
| ПЕРЕХОДНАЯ ПОСАДКА | |||
| Вид сопряжения | Номинальный диаметр | = мм | |
| Радиальное биение | Коэффициент запаса точности | ||
| Вероятность появления зазора | % | Сопряжение в системе | |
| НЕПОДВИЖНАЯ ПОСАДКА | |||
| Вид сопряжения | Номинальный диаметр | = мм | |
| Характер и величина нагружения | Длина сопряжения | = мм | |
| Материал вала | Материал втулки | ||
| Коэффициент трения | Сопряжение в системе | ||
| Способ запрессовки | Скорость вращения сопряжения | м/с | |
| Диаметр отверстия | = мм | Наружный диаметр втулки | = мм |
| Шероховатость кон-тактной поверхности вала | = мкм | Шероховатость кон-тактной поверхности втулки | = мкм |
| РАСЧЁТ КАЛИБРОВ | |||
| Вид сопряжения | Вал | Втулка | |
| РАСЧЁТ РАЗМЕРНЫХ ЦЕПЕЙ | |||
| Размер и допуск за-мыкающего звена | Коэффициент | ||
| Вид задачи | Ширина червячного колеса | = мм | |
| НОМИНАЛЬНЫЕ РАЗМЕРЫ СОСТАВЛЯЮЩИХ ЗВЕНЬЕВ | |||
| мм | мм | мм | = мм |
| мм | мм | мм | = мм |
Литература
1. Стандарт СТ СЭВ 145-75. Единая система допусков и посадок СЭВ. Общие положения, ряды допусков и основных отклонений. М., 1976, с. 29.
2. Дунин – Барковский И.В. Взаимозаменяемость, стандартизация и технические измерения. – М., «Машиностроение», 1975, с. 351.
3. Якушев А.И. Взаимозаменяемость, стандартизация и технические измерения. – М., «Машиностроение», 1979, с. 344.
4. Справочник по производственному контролю в машиностроении. Под ред. А.К. Кутая – Л., «Машиностроение», 1974, с. 975.
5. Стандарт СТ СЭВ 1052-78. Единицы физических величин. – М., 1980, с. 39.
6. Подшипники качения. Каталог–справочник. – М., «Машиностроение».1972.
Похожие работы


... с односторонним расположением губок для измерения наружных и внутренних размеров. При измерении поверхности микрометра приводятся в соприкосновение с поверхностями изделия. За результат измерения принимается алгебраическая сумма отсчетов по шкалам микрометра. 7.2 Расчет размеров калибров для гладкого цилиндрического соединения Калибры применяют не для определения числового значения ...
... познавательному труду, стимулировать стремление к расширению полученных в школе знаний путем самообразования, воспитать интерес к науке. 2.2 Педагогические особенности формирования технических знаний на уроках технологии Как известно, обучение складывается из двух взаимосвязанных процессов: учения (деятельности учащихся) и преподавания (деятельности учителя). При этом деятельность учащихся ...
... и допусков проставляют на операционных эскизах обработки. При выполнении размерного анализа студенты пользуются знаниями, полученными при изучении курсов "Основы взаимозаменяемости, стандартизации и технических измерений", " Основы технологии машиностроения", и указаниями [2, с. 550-633; 7, c. 10l-113; 8, с. 126-142; 9, с. 49-55; 16; 23, с. 127-141 и др.] П р и м е р 9. Расстояние между торцом ...

... работы, а именно, рассмотреть методы и формы преподавания дисциплины «Основы взаимозаменяемости и стандартизации» на базе ВУЗа, мы решали ряд задач: 1. Изучить и проанализировать литературу по дисциплине «Основы взаимозаменяемости и стандартизации, а так же изучение особенности методики преподавания технических дисциплин в педагогическом ВУЗе. 2. Изучить структуру, функции и ...
0 комментариев