Організаційні основи виробничих систем
Фактори, що визначають виробничу структуру підприємства
Підвищується відповідальність працівників й, у першу чергу, керівництва цехів за якісне й своєчасне виготовлення продукції;
Наявність інженерних комунікацій (мережі питного та протипожежного водопостачання, мережі пару, холоду, газу, електроенергії, зв’язку)
Потокове механізоване виробництво
Значно скорочується тривалість циклу, вивільнюються виробничі площі (за рахунок просторового зближення робочих місць та техніки на лінії)
Формування робочого місця й основні принципи організації його функціонування
Ефективність і методи виміру продуктивності праці
Організація статистичної оцінки і регулювання рівня якості продукції
Складання оперативно-календарного плану (ОКП)
Навигация
Потокове механізоване виробництво
Виробничi системи
115639
знаков
4
таблицы
0
изображений
2. Потокове механізоване виробництво.
Виробництво при якому переміщення предметів праці здійснюється за допомогою конвеєрів, транспортерів і різного виду комунікаційних пристроїв.
Потоковість означає, що один і той самий предмет праці рухається в процесі обробки від однієї операції до іншої послідовно, за ходом технологічного процесу, змінюючи своє просторове розташування, зміст або форму після виконання окремих операцій.
Потоковий метод передбачає: координоване виконання в просторі та часі часткових процесів і операцій, які складають загальний виробничий процес .
Основні риси потокового виробництва:
1.Розташування машин, устаткування та робочих місць в однозначній технологічній послідовності, а також забезпечення їх тісного взаємозв'язку та взаємної відповідності по продуктивності.
2.Повторення одних і тих самих процесів на кожному робочому місці в наслідок високого рівня спеціалізації, технічних засобів, робочих місць і робітників, що їх обслуговують.
3.Однонаправленість руху предметів праці .
4.Одночасне або паралельне виконання операцій виробничого процесу.
5.Високий ступінь безперервності проходження процесу виробництва.
6.Узгодженість в тривалості виконання окремих різнорідних операцій у відповідності до особливостей технологічного режиму та забезпечення певної ритмічності виконання всього процесу та окремих операцій.
Галузеві особливості, що сприяють впровадженню потокових методів:
1. Переважно предметний принцип побудови підприємств.
2. Масовий або крупносерійний тип виробництва, який характеризується стабільністю виробничого процесу.
3. Високий ступінь безперервності технологічного процесу (пояснюється фізико-хімічним та біологічним характером технології), а також неможливість на тривалий час перервати технологічний процес без псування сировини та напівфабрикатів.
Потокова лінія - це основна структурна одиниця потокового виробництва.
Потокова лінія - це сукупність машин, апаратів, приладів, пристроїв для переміщення та робочих місць (не менше 2-х), які виконують певні операції виробничого процесу в технологічній послідовності і об'єднані єдиним ритмом і загальною продуктивністю з урахуванням особливості перероблюваної сировини і готової продукції.
Структурні елементи потокової лінії наступні:
1: Гілка потокової лінії - це устаткування (одна машина) та пристрій для переміщення (один транспортер).
2. Ланка лінії - це дві машини , що йдуть одна за одною, з'єднанні між собою і виконують різні операції.
З. Ведуча машина лінії (апарат, агрегат) - це така машина на якій виконуються найважливіші операції над предметом праці по перетворенню його в готову продукцію. Продуктивність такої машини є визначальною у всьому потоці. По ній визначають продуктивність усієї потокової лінії.
Розрахунок основних параметрів потокових ліній проводиться як правило в таких випадках
1. При впровадженні у виробництво нової потокової лінії.
2. При модернізації діючої лінії.
3. При переналагоджувані потоку на випуск нового виду продукції.. Потокові лінії бувають різними, тому їх класифікують за певними ознаками:
1. за кількістю найменувань виготовленим на них виробів:
- однопредметні ( постійно-потокові);
- багатопредметні (багато-потокові).
2. за характером руху виробів за операціями:
- неперервно-потокові;
- перервно-потокові.
3. за способом підтримки ритму:
- із регламентованим ритмом;
- із вільним ритмом.
4. за видами застосування транспортних засобів:
- конвеєрні;
- не конвеєрні.
5. за характером руху конвеєра:
- не перервні дії;
- періодичної дії.
6. за місцем виконання операції:
- на конвеєрі;
- на спеціально обладнаних робочих місцях.
Для ефективної роботи підприємства вибирається певний різновид потокової лінії та обчислюються основні її параметри : такт, темп, ритм, кількість робочих місць, швидкість руху конвеєра та довжина робочих зон.
Такт потокової лінії – інтервал часу, за який із лінії сходять вироби, що пересуваються послідовно один за одним, тобто це інтервал часу між запуском і випуском двох суміжних виробів на лінії.
Такт роботи лінії визначається за формулою:
F д
![]() r =
r =
Nзап
Де r – такт потокової лінії, хв.;
Fд - дійсний фонд часу роботи потокової лінії
Nзап – добова програма запуску
Nвип *100
![]() Nзап =
Nзап =
100 - a,
Де Nвип – задана добова програма випуску,
а – технологічні втрати, %
Якщо предмети праці передають не по штучно, а транспортними партіями , то вони сходять з лінії за інтервалом часу, що називається ритмом лінії, який визначається за формулою:
R= p * r
Де R - ритм лінії, хв.,
Де p – величина передавальної партії виробів
Кількість робочих місць обчислюється для кожної операції за формулою:
ti
![]() Cрi =
Cрi =
r
Де Cрi – розрахункове число робочих місць на даній операції.
ti – норма часу на даній операції, хв.
Прийняте число робочих місць (Cпр) встановлюється в результаті округлення розрахункового числа до найближчого цілого числа.
Коефіцієнт завантаження робочих місць ( Кзі) визначається за формулою:
Cрi
![]() Кзі =
Кзі =
Cпр
Швидкість руху конвеєра залежить від його такту і відстані між виробами (або центрами двох суміжних місць):
L
![]() V =
V =
r
де V – швидкість руху конвеєра, м/хв.
L - відстань між центрами двох суміжних робочих місць (крок конвеєра), м.
У випадку передачі виробів передавальними партіями швидкість руху конвеєру визначається за формулою:
L
![]() V =
V =
R
де R – ритм потокової лінії.
На робочому конвеєрі з безперервним рухом при виконані операції робітник пересувається за ходом конвеєра в межах відведеної йому робочої зони. Після закінчення операції робітник повертається до початку зони і виконує операцію над наступним виробом, який на цей момент підійшов до робочої зони. Довжина робочої зони обчислюється за формулою:
ti
![]() PЗ = L = L Cрi
PЗ = L = L Cрi
r
PЗ- довжина робочої зони на іншій операції, м/хв.
Потокове виробництво має деякі недоліки, а саме:
- монотонність та одноманітність праці;
- чутливість до можливих відхилень у постачанні, оснащення та документації, що може спричинити зупинення конвеєра.
Для розв’язання вказаних проблем потокового виробництва було створено автоматичні потокові лінії.
Автоматичні потокові лінії – це сукупність машин, які автоматично, без участі людини виконують задані технологічні операції, включаючи транспортування, контроль якості тощо.
Отже автоматизація виробничого процесу полягає в тому, що переважна частина операцій, що потребують фізичних зусиль робітника, передаються машинам і відбуваються без його безпосередньої участі. За робітником залишається тільки функція налагодження, нагляду та контролю.
Класифікація потокових ліній відбувається за наступними ознаками:
За складністю побудови лінії:
- прості — коли кожна операція виконується однією машиною; складні – де є такі операції, на яких працюють декілька машин-дублерів.
За напрямком руху предметів праці:
- вертикальні;
- горизонтальні;
- змішані.
За ступенем охоплення потоковою лінією процесу виробництва:
- дільничні - це неповні потокові лінії, які охоплюють частину загального виробничого процесу;
- цехові - в цехах за предметним принципом:
- наскрізні — це повні потокові лінії, які охоплюють весь процес
виробництва повністю.
За ступенем спеціалізації виділяють:
- спеціалізовані (однопредметні) постійно потокові;
- універсальні (багатопредметні) змінно потокові.
При переході відбувається переналагоджування устаткування, миття та чистка.
За ступенем безперервності виробничого процесу:
- безперервні лінії, які характеризуються повною відповідністю між продуктивністю окремих машин потоку і ведучої машини, єдиним ритмом роботи, предмет праці рухається по всім робочим місцям безперервно. При відсутності хоча б однієї характеристики лінія вважається перервною. Безперервні лінії поділяються на лінії з регламентованим ритмом, тобто швидкість руху встановлюється заздалегідь і проводиться синхронізація операцій та лінії з вільним ритмом, тобто швидкість руху предметів праці задає сам робітник через розбіжності ритмів суміжних операцій;
- перервні лінії
За ступенем механізації процесу на лінії:
- немеханізовані конвеєрні лінії
- частково механізовані
- комплексно механізовані
- автоматизовані
- автоматичні (вищий тип автоматичних ліній - саморегулюються).
Переваги потокових ліній наступні:
Похожие работы
... необоротних активiв за мiнусом i лiквiдацiйної вартостi протягом строку корисного їх використання (амортизації). Знос є сумою, що нагромаджується з початку корисного використання необоротних активiв. 1.4 Аналіз ефективності використання основних засобів Для здiйснення господарської дiяльностi пiдприємства необхiднi засоби виробництва: будiвлi, машини, обладнання, сировина, матерiали, паливо ...
... з клiєнтами i працiвниками; - бути обладнаною охоронно-пожежною сигналiзацiєю, що вiдповiдає вимогам дiючого Положення [15, 505]. Розглянемо первинні документи, які використовуються на ЗАТ “Рівне-Борошно” для обліку оборотних активівна, їх характеристику та організаційно-розпорядчі документи які є підставою для їх оформлення в табличній формі (табл. 3.1): Табл. 3.1 Перелік форм первинної облі ...
... товарами, в тому числі через мережу власних магазинів та торгівельних площадок; надання широкої гамми послуг по діагностиці, ремонту та технічному обслуговуванні автомобільного транспорту; організація станції технічного обслуговування автомобільного транспорту; виготовлення та оптова (в т.ч. експорт і імпорт) і роздрібна торгівля запасними частинами, вузлами і комплектуючими до механічних ...
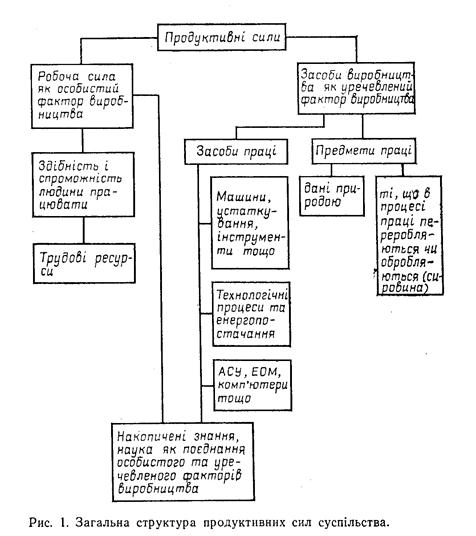
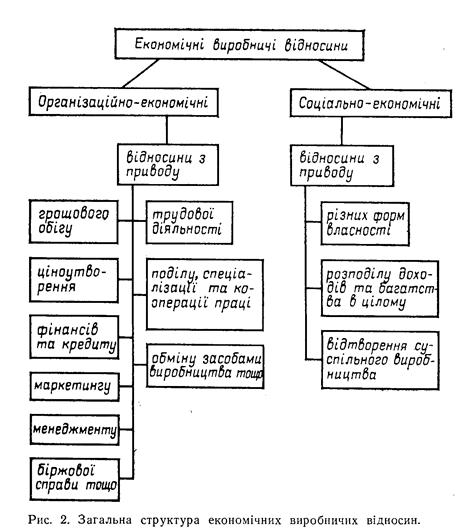
... прямування з виробництва, продукт цілком або поступово зникає в споживанні. Тим самим забезпечується відтворення самого життя людини і його діяльності. 2. Взаємовплив та взаємозалежність продуктивних сил і виробничих відносин. Економiка як народне господарство має двi сторони свого вираження: по-перше, як матерiально-натуральне наповнення, по друге, як сукупнiсть виробничих вiдносин, що ...
0 комментариев