Навигация
КАЛУЖСКИЙ ГОСУДАРСТВЕННЫЙ МАШИНОСТРОИТЕЛЬНЫЙ КОЛЛЕДЖ
КУРСОВАЯ РАБОТА
По предмету:
«ЭКОНОМИКА, И
УПРАВЛЕНИЕ ПРОИЗВОДСТВОМ»
2007 ГОД
ОГЛАВЛЕНИЕ
Введение стр.3
1. Раздел: «Расчет потребного количества оборудования» стр 4
2. Раздел: «Расчет площадей участка» стр 9
3. Раздел: «Расчет количества рабочих и определение штата участка» стр 11
4. Раздел: «Расчет фонда заработной платы» стр 15
5. Раздел: «Расчет длительности технологического цикла» стр 18
6. Раздел: «Расчет периода запуска – выпуска изделий и задела
незавершенного производства» стр 21
7. Раздел: «Расчет стоимости основных материалов» стр 22 Раздел: «Составление калькуляции, определение себестоимости
и цены изделия»
9. Раздел: «Технико – экономические показатели участка» стр 25
Список используемой литературы стр 27
Введение.
В условиях рыночных отношений центр экономической деятельности перемещается к основному звену всей экономики – предприятию.
Именно на этом уровне создается нужные обществу товары и услуги, выпуск необходимой продукции. На предприятии сосредоточены наиболее квалифицированные кадры. Здесь решаются вопросы экономного расходования ресурсов, применение высокопроизводительной техники, технологии. На предприятии добиваются снижения до минимума издержек производства и реализации продукции. Разрабатываются бизнес-планы, применяется маркетинг, осуществляется эффективное управление – менеджмент.
Все это требует глубоких экономических знаний. В условиях рыночной экономики выживет лишь тот, кто наиболее грамотно и компетентно определить требования рынка, создаст и организует производство продукции, пользующейся спросом, обеспечит высоким доходом высококвалифицированных работников. Поставленные задачи сможет выполнить лишь тот, кто хорошо усвоил основы экономики предприятия.
1. РАЗДЕЛ: «Расчет потребного количества оборудования».
Расчет потребного количества оборудования, необходимого для изготовления запланированного количества деталей производится по видам (моделям) оборудования по следующей формуле:
|
N – Годовая программа выпуска изделий;
T шт. - норма штучного времени (трудоёмкость) по видам оборудования на изготовление всех деталей узла;
К в. – планируемый коэффициент выполнения норм. Он устанавливается с учётом фактического выполнения норм по данным базового предприятия и степени дальнейшего повышения производительности труда, предусмотренного планом.
F эф. – эффективный годовой фонд работы оборудования (одного станка).
Определение трудоёмкости по видам оборудования производится по данным базового предприятия по согласованию с преподавателем и пропорционально трудоёмкости изготовления детали-представителя по следующей формуле:
|
Таблица 1: «Определение трудоёмкости по видам оборудования».
| № п/п | Наименование операции | Модель станка | Т/ёмк. Изгот. дет. – предст. (н/час) | Общая т/ёмк. узла (н/час) | Т/ёмк. узла по видам оборуд. (н/ч) |
| 1. | Токарная | 16К20 | 0,15 | 112 | 7,6 |
| 2. | Токарная ЧПУ | 16К20Ф3С32 | 0,9 | 49,5 | |
| 3. | Протяжная | МП83 | 0,26 | 13,6 | |
| 4. | Фрезерная | 6Р83 | 0,31 | 16,24 | |
| 5. | Шлифовальная | 7Б55 | 0,35 | 17,92 | |
| 6. | Слесарная | 0,13 | 6,8 | ||
| Итого | 2,1 | 6,8 |
Эффективный фонд времени работы оборудования в течении года определяется по следующей формуле:
|
Д г. – количество дней в году.
Д в. – количество выходных дней в году.
Д пр. – количество праздничных дней в году.
Т см. – продолжительность рабочей смены в часах (8 часов).
S – количество смен работы оборудования.
К – коэффициент потери времени на ремонт оборудования.
1 – сокращение продолжительности рабочего дня на 1 час в предпраздничные дни.
При расчете количества оборудования Срасч. (количество станков) получается дробной величиной, поэтому необходимо решить вопрос, какое именно количество оборудования необходимо принять для выполнения производственной программы на участке, то есть определить Сприн.
Правило округления: если дробная часть Срасч. > 0,1, то округление производим в большую сторону, если дробная часть < 0,1, то округление производим в меньшую сторону. В этом случае коэффициент использования оборудования принимаем равным 100%.
На предприятии в таком случае производят ряд технических мероприятий направленных на сокращение Срасч.:
а) совершенствуется технологический процесс, с целью уменьшения Тшт.
б) повышается квалификация рабочих, с целью повышения Кв.
в) переноситься часть работы сданной группы оборудования на аналогичную.
г) повышается производительность имеющегося оборудования.
По результатам расчетов Срасч. и после определения Сприн. Производим расчет коэффициента использования оборудования для данного вида оборудования по следующей формуле:
![]()
|
Срасч. = N * Tшт. / Fэф. * Кв.
Расчет:
1.Определяем количество токарных станков мод. необходимых для выполнения токарной операции.
Срасч. = 990*7,6/(3852,84*1,2)=1,627 (2 станка)
2. Определяем количество токарных с ЧПУ станков мод. необходимых для выполнения токарной операции:
Срасч. = 990*49.6/(3852,84*1,2)=10,6 (11 станков)
.
3. Определяем количество протяжных станков мод. МП83, необходимых для протяжной операции:
Срасч. = 990*13,6/(3852,84*1,2)=2,9 (3 станка)
4. Определяем количество фрезерных станков мод.6Р83 необходимых для фрезерной операции:
Срасч=990*16,24/(3852,84*1,2)=3,4 (4 станка)
5. Определяем количество шлифовальных станков мод. необходимых для шлифовальной операции:
Срасч. =990*17,92/(3852,84*1,2)=3,8 (4 станка)
6. Определяем количество слесарных верстаков мод. необходимых для слесарной операции
Срасч. = 990*6,8/(3852,84*1,2)=1,456 (2 верстака)
1.Ки.о.=1,6/2*100%=81%
2.Ки.о.=10,6/11*100%=96%
3..Ки.о.=2,9/3*100%=97%
4 Ки.о.=3,4/4*100%=85%.
5.Ки.о.=3,8/4*100%=95%
6.Ки.о.=1,4/2*100%=70%
Ки.о.ср. =23,72/26*100%=91,2%
| Сводная таблица № I «Расчет оборудования и его загрузки» | Шлифовальная 7Б55 | на прогр | 346,5 | 17394,3 | 17740,8 | 1,2 | 14784 | 3852,84 | 91,2 | |||
| на 1 шт | 0-,35 | 17,57 | 17,92 | 14,93 | 3,8 | 4 | 95% | |||||
| Фрезерная 6Р83 | На прогр | 306,9 | 15770,7 | 16077,6 | 133,98 | |||||||
| на 1 шт | 0,31 | 15,93 | 16,24 | 13,53 | 3,4 | 4 | 85% | |||||
| Протяжная МП83 | на прогр | 257,4 | 1320,66 | 13464 | 11220 | |||||||
| на 1 шт | 0,26 | 13,34 | 13,6 | 11,3 | 2,9 | 3 | 97% | |||||
| Токарная ЧПУ
16К20Ф3С32 | на прогр | 891 | 48114 | 49005 | 40837,5 | |||||||
| на 1 шт | 0,9 | 48,6 | 49,5 | 41,25 | 10,6 | 11 | 96% | |||||
| Токарная 16К20 | на прогр | 14,85 | 7375,5 | 7524 | 6270 | |||||||
| на 1 шт | 0,5 | 7,45 | 7,6 | 6,3 | 1,627 | 2 | 81% | |||||
| Наименование узла | 1. шКИВ | 2. Ост. дет узла | 3. Общее кол-во н/ч (на узел) | 4. Планируемый коэф-нт выполн норм | 5. Фактическое кол-во н/ч | 6. Полезный фонд времени работы 1-го станка, час | 7. Расчет. кол-ва станков, Срасч | 8. Принятое кол-во станков, Сприн | 9. % загрузки и ст-ков | 10. Ср % загрузки оборудования | ||
2. РАЗДЕЛ: «Расчет площадей участка».
При расчете общей производственной площади участка необходимо подсчитать площадь, занимаемую станками (производственную площадь) и добавить к ней площади вспомогательных помещений:
- склада заготовок – 7- 8 % от производственной площади;
- склада готовых изделий – 5- 6 % от производственной площади;
- участка отдела технического контроля – 2- 3 % от производственной площади;
- комнаты мастеров – 5 -6 м 2 на одного мастера;
- заточного отделения – 5 -6 % от производственной площади.
Средняя площадь, занимаемая одним станком, дается в справочной литературе, в зависимости от габаритов станка. В этой же литературе указываются нормы расчета вспомогательных помещений.
Средняя удельная площадь, приходиться на один станок с учетом проходов и проездов составляет:
а) для малых станков – 10 – 12 м2;
б) для средних станков – 20 – 25 м2;
в) для крупных станков – 35 – 40 м2;
Находим площадь, занимаемую станками на участке:
Токарными мод. Sт =25*3=75 м2
Токарный ЧПУ мод. Sт=25*11=275 м2
Протяжными модSт= 25*3=75 м2
Фрезерными модSт=25*4=100 м2
Шлифовальными модSт=25*4=100 м2;
Слесарными модSт=10*2=20м2;
Определяем производственную площадь:
Sпроизв. = Sток. + SтокЧПУ. + Sпр.+ Sфр. + Sшл+. Sсл =645 м2
Определяем площади вспомогательных помещений:
Площадь склада заготовок составляет 7-8 % от производственной:
Sс.з. =645*0,08=51,6 м2
Площадь склада готовых изделий составляет 5-6% от производственной:
Sс.г.и. = 645*0,06=38,7 м2
Площадь ОТК составляет 2-3 % от производственной
Sотк =645*0,03=19,35 м2
Комната мастера:
Sм. = 6*2=12 м2
Определяем общую производственную площадь участка:
Sобщ. = Sс.з.+ Sс.г.и.+ Sпроизв+ Sотк+ Sм=51,6+38,7+645+19,35+12=766,65 м2
Подсчитанную производственную площадь необходимо разделить на число рабочих мест и полученную удельную площадь сравнить с удельными нормами расхода цеховых площадей.
Sуд. = Sпр. / Сприн. [м2]
Sуд.=645/26=24,808 м2
3. РАЗДЕЛ: «Расчет количества рабочих и определение штата участка».
На производственном участке могут быть следующие категории работающих:
1. Основные рабочие.
2. Вспомогательные рабочие.
3. Инженерно-технические работники.
4. Служащие.
3.1. Расчет количества основных рабочих.
Расчет количества основных рабочих, работающих на универсальном оборудовании, производится по профессиям по следующей формуле:
Ро = N * Тшт. / (Fэф. * Кв.) [чел.]
Где N – Годовая программа выпуска изделий;
Tшт. - норма штучного времени (трудоёмкость) по видам оборудования на изготовление всех деталей узла;
Кв.– планируемый коэффициент выполнения норм.
Fэф. – действительный годовой полезный фонд времени работы одного рабочего, определяем, заполняя таблицу №3.
Сводная таблица 3: « расчет баланса рабочего времени».
| Категории времени | Количество часов |
| 1. Календарное время | 365*8=2920 |
| 2. Потери времени, связанные с выходными и праздничными днями. | 116-8=928 |
| 3. Потери времени, связанные с сокращением предпраздничных дней. | 6*1=6 |
| 4. Номинальный фонд времени. | 2920-928-6=1986 |
| 5. Очередной отпуск. | 24*8=192 |
| 6. Фонд времени, возможный к использованию. | 1986-192=1794 |
| 7. Неявки по причине а) болезни (2% от номинального фонда) б) выполнение общ. и гос. обязанностей (0,5%) в) учебный отпуск (1% от номинального фонда) | 1986*0,02=39,73 1986*0,005=9,93 1986*0,01=19,86 Итого=69,51 |
| 8. Явочный фонд времени | 1794-69,51=1724,49 |
| 9. потери внутри рабочего дня на льготные часы подростка (0, 5 % от явочного фонда) | 1794*0,005=8,622 |
| 10. Полезный фонд времени | 1724,49-8,62=1715,87 |
Для определения принятого количества работающих, необходимо округлить расчетную цифру с учетом имеющегося количества рабочих мест.
1. Определяем количество токарей, необходимых для выполнения заданной программы на токарной операции:
Р =990*7,6/1715,87*1,2=3,6
Принимаем 3 человека.
2. Определяем количество протяжников, необходимых для выполнения заданной программы, на протяжной операции:
Р = 990*13,6/1715,87*1,2=6,5
Принимаем 6 человек.
3. Определяем количество фрезеровщиков, необходимых для выполнения фрезерной операции:
Р =990*16,24/1715,87*1,2=7,8
Принимаем 7 человек.
4. Определяем количество шлифовщиков, необходимых для выполнения шлифовальной операции:
P=990*17?92/1715,87*1,2=8,6
Принимаем 8 человек
5. Определяем количество слесарей, необходимых для выполнения слесарной операции:
P=990*6,8/1715,87*1,2=3,2
Принимаем 3 человека
5. Определяем количество операторов:
Производство крупносерийное работа 2-х сменная, рекомендуемая норма обслуживания станков с ЧПУ от 2 до 3 станков. Количество таких станков на участке 11, принимаем норму обслуживания – 2-3 станка. На участке будет операторов.4
Данные расчета сводим в таблицу:
Таблица 4: «Количество основных рабочих на участке».
| Профессия | Nшт. | Норма времени | Фактическое время в н/часах | Кол-во раб. по расчету | Кол-во прин. раб. | |
| На 1 шт. | На прогр. | |||||
| Токарь Протяжник Фрезеровщик Шлифовал. Слесарь Оператор | 990 | 7,6 13,6 16,24 17,92 6,8 | 7524 13464 1607,76 17740,8 6732 | 6270 11220 1339,8 14784 5610 | 3,6 6,5 7,8 8,6 3,2 4 | 3 6 7 8 3 8 |
| ИТОГО: | 33,7 | 35 | ||||
.2. Расчет численности вспомогательных рабочих.
Численность вспомогательных рабочих может быть определена тремя методами:
а) по трудоемкости вспомогательных работ.
б) по нормам обслуживания рабочих мест.
в) укрупнено, в процентном отношении от основных.
При расчете используем третий метод, величина процента зависит от типа производства:
При серийном производстве – 10 – 15%
При крупносерийном производстве – 15 – 18 %
При массовом производстве – 18 – 25 %
Так как производство крупносерийное, количество вспомогательных рабочих составляет 15% от основных.
Рвсп. = 35*0,2=7
Принимаем 7 человек.
На производственном участке могут быть следующие профессии вспомогательных рабочих:
а) слесари по ремонту оборудования,
б) водители автокары,
в) электрики,
г) заточники,
д) наладчики.
Определяем количества наладчиков:
На участке будет 2 наладчика, так как производство крупносерийное, работа 2-х см.
Количество станков ,обслуживаемых одним наладчиком от 8 до 10
Производим разбивку по профессиям:
Слесарь по ремонту оборудования –.3
Водители автокар – 2.
Электрики – 1
Заточник –. 1
Наладчики – 2
Итого 9
Похожие работы


... компьютерных информационных систем управления; быть вдумчивым и активным в действиях; иметь способность реагировать, подходить к проблеме с разных сторон формирует информационные потоки в системе управления производством. быть способным выдвигать новые идеи и обосновывать их; Цели и задачи - это те конечные рубежи, на достижение которых направлена деятельность коллектива подразделения. ...
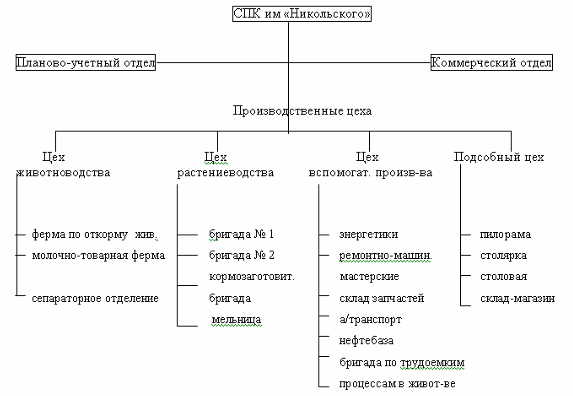
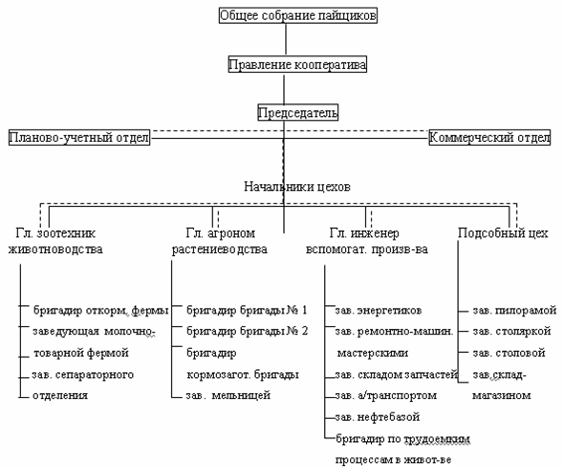
... Должности начальников цехов занимают опытные руководители и специалисты, хорошо знающие технологию, способные рационально планировать производство, правильно его организовать, выполнять административные функции. В СПК им «Никольского» используется линейная структура управления, которая образуется в результате построения аппарата управления только из взаимоподчиненных органов в виде иерархической ...
... товарно-материальных ценностей, о ходе производства в сопоставлении с календарным планом, о выполнении крупных проектных работ. Как и в других сельскохозяйственных предприятиях, в учхозе УГСХА оперативное управление производством выполняет несколько функций: 1) координация и контроль за функционированием всей производственной структуры, включая получение и оформление заказов, выдачу их в ...
... процессоры фирмы Intel, хотя процессоры других фирм (AMD, Cyrix) составляют им достойную конкуренцию. В настоящее время выпускаются процессоры серии Pentium, а все более старые модели с производства сняты. В то же время в России имеется достаточно большой парк машин на основе предшествующих серий, которые уже сняты с производства. Какую же информацию несёт в себе маркировка процессора? Рассмотрим ...
0 комментариев