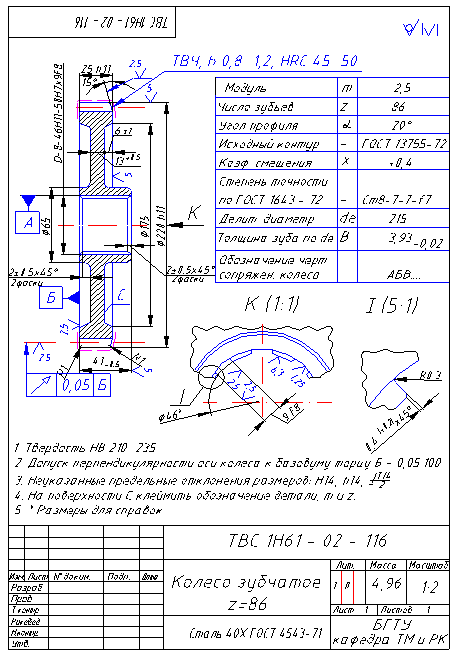
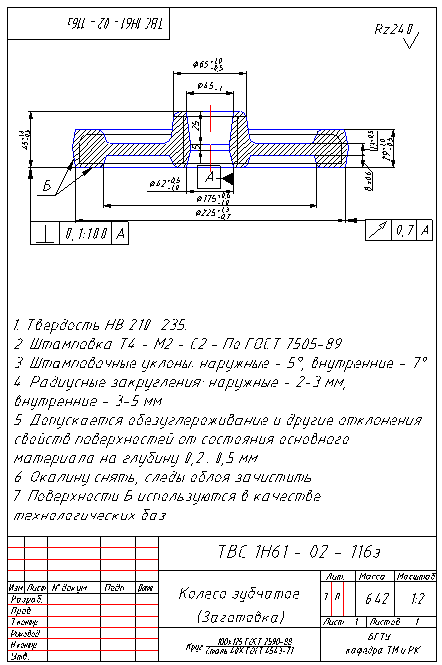
Материал детали и его свойства
Анализ технологичности детали
Проектирование маршрутного технологического процесса
Расчетно-аналитический метод определения припусков
Статический метод определения припусков
Выбор технологического оборудования
Выбор и описание режущего инструмента
Расчет технических норм времени и определение квалификации работ
Определение технико-экономических показателей технологического процесса
Конструкторская часть
Навигация
Расчет технических норм времени и определение квалификации работ
Теоретические методы технологии машиностроения
61875
знаков
20
таблиц
5
изображений
2.9 Расчет технических норм времени и определение квалификации работ
Техническая норма времени на обработку заготовки является одной из основных параметров для расчета стоимости изготавливаемой детали, числа производственного оборудования, заработной платы рабочих и планирования производства.
В крупносерийном и массовом производстве общая норма времени (мин) на механическую обработку одной заготовки
![]() , (41)
, (41)
где То - основное технологическое время, мин.; Тв - вспомогательное время, мин.; Тт.о - время на обслуживание рабочего места, мин.; Тот - время на отдых, мин.
Таблица 5
Расчет основного технологического времени
| Вид обработки | Формула |
| Черновое точение за один проход (d, L-соответственно диаметр и длина обрабатываемой поверхности | 0,00017d·L |
| Чистовое точение | 0,00010d·L |
| Черновая подрезка торца (Ø, d – наибольший и наименьший диаметр торца) | 0,00004 (Ø2-d2) |
| Чистовая подрезка торца | 0,00005 (Ø2-d2) |
| Отрезание | 0,0002 Ø2 |
| Шлифование черновое | 0,0007d·L |
| Шлифование чистовое | 0,00010d·L |
| Растачивание отверстий на токарном станке | 0,00018d·L |
| Сверление отверстий (d,L- диметр и глубина сверления) | 0,00052d·L |
| Рассверливание | 0,00031d·L |
| Зенкерование | 0,00021d·L |
| Развертывание | 0,0004d·L |
| Внутреннее шлифование отверстий | 0,0018d·L |
| Протягивание (L-длина протяжки) | 0,0004L |
| Строгание черновое (в,L-ширина и длина обрабатываемой поверхности) | 0,0007в·L |
| Строгание чистовое | 0,00003в·L |
| Фрезерование черновое | 0,006L |
| Фрезерование чистовое | 0,004L |
| Нарезание резьбы на валу (d,L-диаметр и длина резьбы) | 0,019d·L |
| Нарезание резьбы в отверстии | 0,0004d·L |
Вспомогательное время на обработку заготовки зависит от степени механизации, массы заготовки и т.д. Его определяют или по нормативным таблицам или на основе хронометража. Сумма основного технологического и вспомогательного времени называется оперативным временем.
Время на техническое обслуживание и время на отдых определяется в процентах от оперативного времени по справочным нормативным таблицам. При расчете можно принимать
![]() (42)
(42)
Все технологические операции относят к определенным квалификационным разрядам согласно тарифно-квалификационному справочнику, который представляет собой перечень характерных работ и требований, предъявляемых к рабочим определенного тарифного разряда в зависимости от сложности и точности работ, условий труда и требующихся для выполнения этих работ знаний и практических навыков. В машиностроении принята шестиразрядная система тарификации работ.
По приведенным выше формулам рассчитываем технические нормы времени на все операции технологического процесса.
Точение черновое .
- Поверхность Ø 54
То = 0,0017∙54∙60 = 0,55 мин.
Тв = 0,44 мин.
Тто+Тот = 4%(0,5+0,44) = 0,9776 мин.
Тшт = 1,96 мин.
- Поверхность Ø 52
То = 0,0017∙52∙49,5 = 0,43 мин.
Тв = 0,44 мин.
Тто+Тот = 4%(0,43+0,44) = 0,03 мин.
Тшт = 0,9 мин.
- Поверхность Ø 36
То = (0,0017∙72,5∙36) = 1,33 мин.
Тв = 0,44 мин.
Тто+Тот = 4%(1,33+0,44) = 1,84 мин.
Тшт = 3,61 мин.
- Поверхность Ø 30
То = (0,0017∙30∙63,1) 2= 0,64 мин.
Тв = 0,44 мин.
Тто+Тот = 4%(0,64+0,44) =0,44 мин.
Тшт = 1,12 мин.
- Поверхность Ø 20
То = (0,0017∙20∙28) 2= 0,28 мин.
Тв = 0,44 мин.
Тто+Тот = 4%(0,28+0,44) =0,03 мин.
Тшт = 0,75 мин.
Итого на токарную черновую: То = 3,23 мин
Тшт = 8,34 мин
Далее рассчитываем технические нормы времени для остальных поверхностей таким же образом.
Точение чистовое
- Поверхность Ø 52
То = 0,0001∙52∙50= 0,26 мин.
Тв = 0,44 мин.
Тто+Тот = 4%(0,26+0,44) = 0,028 мин.
Тшт = 0,728 мин.
- Поверхность Ø 54
То = 0,0001∙54∙10= 0,054 мин.
Тв = 0,44 мин.
Тто+Тот = 4%(0,054+0,44) = 0,019 мин.
Тшт = 0,513 мин.
- Поверхность Ø 20
То = 0,0001∙20∙28,5= 0,057 мин.
Тв = 0,44 мин.
Тто+Тот = 4%(0,057+0,44) = 0,03 мин.
Тшт = 0,53 мин.
- канавка Ø 17
То = 0,0001∙1,5∙17= 0,0025 мин.
Тв = 0,44 мин.
Тто+Тот = 4%(0,0025+0,44) = 0,04 мин.
Тшт = 0,48 мин.
- канавка Ø 27,5
То = 0,0001∙1∙27,5= 0,0027 мин.
Тв = 0,44 мин.
Тто+Тот = 4%(0,0027+0,44) = 0,01 мин.
Тшт = 0,46 мин.
- 2 фаски 1,5 х 45
То = 0,0001∙1,5∙20= 0,003 мин.
Тв = 0,44 мин.
Тто+Тот = 4%(0,003+0,44) = 0,017 мин.
Тшт = 0,92 мин.
- 2 фаски 1 х 45
То = 0,0001∙1∙30= 0,003 мин.
Тв = 0,44 мин.
Тто+Тот = 4%(0,003+0,44) = 0,002 мин.
Тшт = 0,96 мин.
- 1 фаска 1 х 45
То = 0,0001∙1∙36= 0,0036 мин.
Тв = 0,44 мин.
Тто+Тот = 4%(0,0036+0,44) = 0,04 мин.
Тшт = 0,48 мин.
- 3 фаски 3 х 45
То = 0,0001∙1∙52= 0,015 мин.
Тв = 0,44 мин.
Тто+Тот = 4%(0,0036+0,44) = 0,04 мин.
Тшт = 0,48 мин.
Итого на токарную чистовую: То = 0,45 мин
Тшт = 5,541 мин
Центрование
То фр.=(0,006∙60)2= 0,72 мин.
Тв = 0,09 мин.
Тто+Тот = 4%(0,09∙0,72) = 0,0324мин.
Тшт = 0,194мин.
То св.=0,00052∙8,5∙8,9= 0,039 мин.
Тв = 0,14 мин.
Тто+Тот = 4%(0,039∙0,14) = 0,0324мин.
Тшт = 0,186мин.
Итого на центрование: То = 0,76 мин
Тшт = 0, 38 мин
Накатывание резьбы
То = 0,019∙20∙8,2= 3,116 мин.
Тв = 0,2 мин.
Тто+Тот = 4%(3,116+0,2) = 0,13 мин.
Тшт = 3,44 мин.
Итого на накатывание резьбы: То = 3,11 мин
Тшт = 3,44 мин
Калибрование резьбы
То = 0,019∙20∙8,2= 3,116 мин.
Тв = 0,2 мин.
Тто+Тот = 4%(3,116+0,2) = 0,13 мин.
Тшт = 3,44 мин.
Итого на калибрование резьбы: То = 3,11 мин
Тшт = 3,44 мин
Фрезерование
То = 0,006∙8,2= 0,05 мин.
Тв = 0,22 мин.
Тто+Тот = 4%(0,22+0,05) = 0,27 мин.
Тшт = 0,54 мин.
Итого на фрезерование: То = 0,05 мин
Тшт = 0,54 мин
Шлифование черновое
То = 0,0007∙30∙35= 0,7 мин.
Тв = 0,43 мин.
Тто+Тот = 4%(0,43+0,7) = 0,04 мин.
Тшт = 1,17мин.
Итого на шлифование черновое : То = 0,7 мин
Тшт = 1,17 мин
Шлифование чистовое
То = 0,0007∙30∙35= 0,1 мин.
Тв = 0,43 мин.
Тто+Тот = 4%(0,43+0,1) = 0,02 мин.
Тшт = 0,55мин.
Итого на шлифование черновое : То = 0,1 мин
Тшт = 0,55 мин
Результаты расчетов сводим в итоговую таблицу (см. графическую часть).
Похожие работы
... и допусков проставляют на операционных эскизах обработки. При выполнении размерного анализа студенты пользуются знаниями, полученными при изучении курсов "Основы взаимозаменяемости, стандартизации и технических измерений", " Основы технологии машиностроения", и указаниями [2, с. 550-633; 7, c. 10l-113; 8, с. 126-142; 9, с. 49-55; 16; 23, с. 127-141 и др.] П р и м е р 9. Расстояние между торцом ...
... ? 25. В чем сущность биохимических, фотохимических, радиационно-химических, плазмохимических процессов? Указать области их применения. 26. Какие основные группы физических процессов используют в системах технологий? 27. Дать определение машиностроению как комплексной области. Какова структура машиностроительного предприятия? 28. Раскрыть сущность понятий «изделие», «деталь», «сборочная единица ...
... управляющая программа УЧПУ устройство числового программного управления ЧПУ числовое программное управление ВВЕДЕНИЕ Цикл лабораторно- практических занятий основан на материалах курса "Технология обработки на станках с ЧПУ" является общим для всех форм обучения- дневной и заочной. Цикл рассчитан на 34 часа лабораторно- практических занятий и включает следующие работы: ...
... . Обрабатывается поверхность диаметром 67 мм, длина обработки составляет 23 мм, для второй поверхности: диаметр Ø22. Деталь обрабатывается в трёхкулачковом самоцентрирующемся патроне.. Штучное время обработки детали определим по формуле: ТШТ = То + Тв + Тобсл + ТОТ (1.10) где То – основное технологическое время на выполнение операции, мин. Тв – вспомогательное время, мин. Тобсл – время ...
0 комментариев