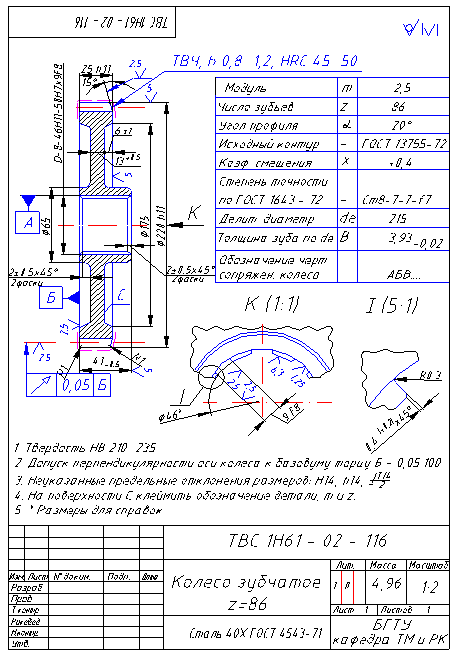
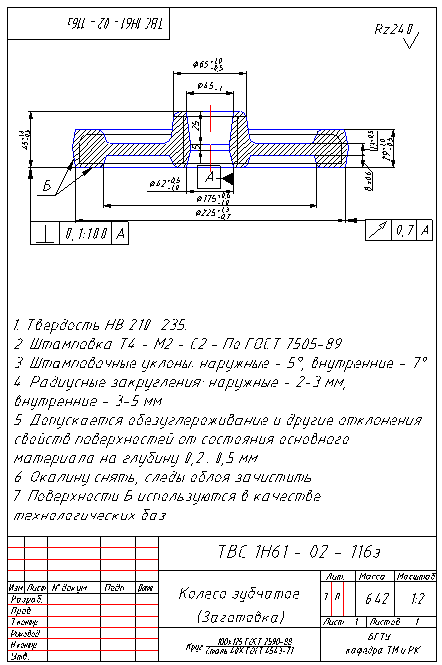
Материал детали и его свойства
Анализ технологичности детали
Проектирование маршрутного технологического процесса
Расчетно-аналитический метод определения припусков
Статический метод определения припусков
Выбор технологического оборудования
Выбор и описание режущего инструмента
Расчет технических норм времени и определение квалификации работ
Определение технико-экономических показателей технологического процесса
Конструкторская часть
Навигация
Проектирование маршрутного технологического процесса
Теоретические методы технологии машиностроения
61875
знаков
20
таблиц
5
изображений
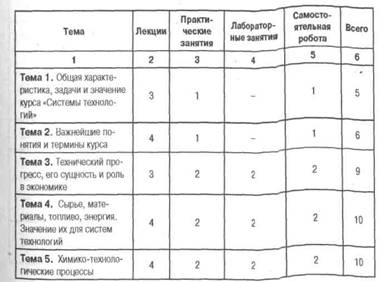
2.2 Проектирование маршрутного технологического процесса
Таблица 2
| номер операции | Наименование и краткое содержание операции, технологические базы | Станок |
| 005 | Фрезерно-центровочная. 1. фрезеровать торцы с двух сторон, выдержав размер L=132. 2.центровать с двух сторон, выдержав размеры: Ø 4; 8,9. Технологическая база- поверхность Ø 59,6 | фрезерно-центровочный МР-77 |
| 010 | Токарная черновая. 1.Точить поверхность Ø 59,6 до Ø 55,5 на длину 10 мм. 2. Точить поверхность Ø 57,6 до Ø 53,5 на длину 49,5 мм 3. Переустановить. Точить поверхность Ø 25,4 до Ø 21,5 на длину 31,9 4. Точить поверхность Ǿ41, 4 до Ǿ37,5 на длину 8,5 5. Точить поверхность Ø 37,2 до Ø 31,9 на длину 35. Технологическая база - центровые отверстия. 6.Переустановить | токарно-винторезный 16К20 |
| 015 | Токарная чистовая. 1. Точить поверхность Ø 53,5 до Ø 52 h10 на длину 50 2. Точить поверхность Ø 55,5 до Ø 54 h12 на длину 10 3. Точить фаску, выдержав размеры: 3х45 4.Переустановить. Точить поверхность Ø 21,5 до Ø 20 h14 на длину 28,5 5. Точить поверхность Ø 31,9 до Ø 30,4 на длину 35 6. Точить поверхность Ø 37,5 до Ø 36h | токарно-винторезный 16К20 |
| 6.Точить канавку с Ø 20 до Ø17,выдержав размеры R1; R0,5 шириной 1,5 6. Точить канавку с Ø 30,4 до Ø27,5 шириной 1 7.Точить 2 фаски, выдержав размеры: 1,5х45; 8. Точить 2 фаски, выдержав размеры: 1х45 9. Точить фаску, выдержав размеры: 1х45 Технологическая база - центровые отверстия. | ||
| 020 | Резьбонакатная. 1.накатать резьбу М20х1,5-6h. Технологическая база – поверхность Ø 52 | резьбонакатной |
| 025 | Фрезерная. 1.фрезеровать паз, выдержав размеры: 5±0,2; 16±0,2; 8,2±0,3. Технологическая база – поверхность Ø 52 | вертикально-фрезерный. |
| 030 | Токарная. 1.калибровать резьбу М20х1,5-6h. Технологическая база – поверхность Ø 52 | токарно-винторезный 16К20 |
| 035 | Контроль промежуточный. | |
| 040 | Термическая. 1. Калить ТВЧ до твердости 43,5…51,5 HRC | установка ТВЧ |
| 045 | Шлифовальная. 1. шлифовать поверхность Ø 30,4 до Ø 30 h7 на длину 34 Технологическая база - центровые отверстия. | круглошлифовальный 3М131 |
| 040 | Контроль окончательный. |
Похожие работы
... и допусков проставляют на операционных эскизах обработки. При выполнении размерного анализа студенты пользуются знаниями, полученными при изучении курсов "Основы взаимозаменяемости, стандартизации и технических измерений", " Основы технологии машиностроения", и указаниями [2, с. 550-633; 7, c. 10l-113; 8, с. 126-142; 9, с. 49-55; 16; 23, с. 127-141 и др.] П р и м е р 9. Расстояние между торцом ...
... ? 25. В чем сущность биохимических, фотохимических, радиационно-химических, плазмохимических процессов? Указать области их применения. 26. Какие основные группы физических процессов используют в системах технологий? 27. Дать определение машиностроению как комплексной области. Какова структура машиностроительного предприятия? 28. Раскрыть сущность понятий «изделие», «деталь», «сборочная единица ...
... управляющая программа УЧПУ устройство числового программного управления ЧПУ числовое программное управление ВВЕДЕНИЕ Цикл лабораторно- практических занятий основан на материалах курса "Технология обработки на станках с ЧПУ" является общим для всех форм обучения- дневной и заочной. Цикл рассчитан на 34 часа лабораторно- практических занятий и включает следующие работы: ...
... . Обрабатывается поверхность диаметром 67 мм, длина обработки составляет 23 мм, для второй поверхности: диаметр Ø22. Деталь обрабатывается в трёхкулачковом самоцентрирующемся патроне.. Штучное время обработки детали определим по формуле: ТШТ = То + Тв + Тобсл + ТОТ (1.10) где То – основное технологическое время на выполнение операции, мин. Тв – вспомогательное время, мин. Тобсл – время ...
0 комментариев