Анализ состояния МТП
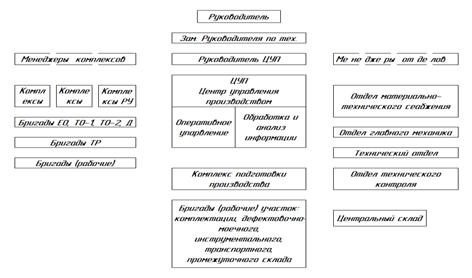
Структура инженерной службы
Расчет годовой загрузки мастерской
Расчет трудоемкости работ
Распределение трудоемкости работ между звеньями ремонтной мастерской
Планирование загрузки ЦРМ
Расчет годовых фондов времени рабочих
Общая характеристика отделения
Расчет производственной площади
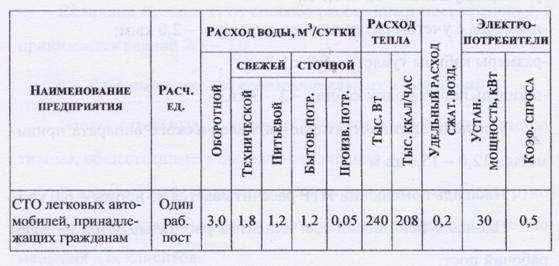
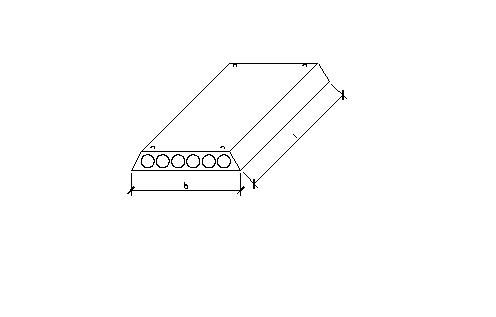
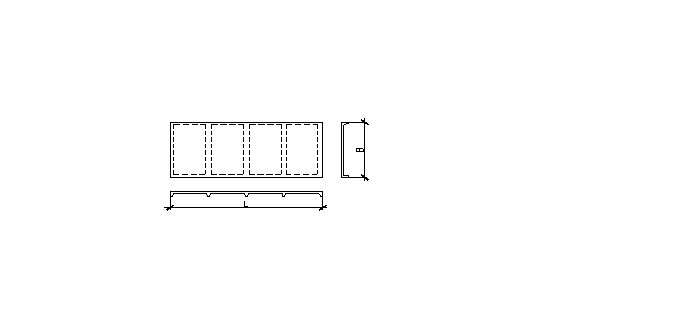
Характеристика приспособления
Расчет основных элементов конструкции
Мероприятия по обеспечению безопасных условий труда
Навигация
Общая характеристика отделения
Проектирование малярного участка в условиях районных ремонтных мастерских
55001
знак
17
таблиц
4
изображения
3.1 Общая характеристика отделения
Окрасочный участок предназначен для окраски отдельных сборочных единиц и машин в сборе. Окраску тракторов, автомобилей можно разделить на три вида: капитальную, ремонтную и профилактическую.
Капитальную окраску выполняют при разрушении покрытия наружных поверхностей на 50% и более, а также при повреждении капитального ремонта машины.
В результате разрушения покрытий из-за атмосферного воздействия на слое краски появляется сетка трещин, происходит отслаивание, отшелушивание. В следствии механических повреждений отмечаются задиры, сколы, царапины и т.п.
Ремонтную окраску производят при нарушении целостности покрытия наружных поверхностей от 25 до 50%, профилактическую – при наличии мелких механических повреждений покрытий.
Профилактическую и ремонтную окраску выполняют без предварительной разборки машин. Капитальная окраска связана с разборкой машины. При выборе лакокрасочных материалов для ремонтной и профилактической окрасок, следует исходить из того, что они должны производиться теми же материалами, какими ранее была окрашена машина.
Особенностью роботы малярного участка в условиях районных ремонтных мастерских является необходимость обслуживания машин разного назначения, в больших пределах отличающихся габаритными размерами и применяемыми лакокрасочными покрытиями. Многие машины поступают с хозяйств коррозированными, с механическими повреждениями кабин, оперения и других деталей. Все это должно быть учтено в технологическом процессе окраски путем включения подготовительных операций по рихтовке, сварке трещин и разрывов поверхностей.
Окраска сельскохозяйственных машин выполняется с целью предохранить их детали от атмосферной коррозии им эстетичный внешний вид, соответствующий требованиям современной технической эстетики. Обычно их окрашивают в яркий (красный, желтый, синий) цвет, что помогает быстрому определению местонахождению машины, орудия, агрегата на поле и является одной из мер предосторожности при нахождении людей возле машин. Внутренние полости корпусных деталей, соприкасающихся с маслами, а также крышки и пробки маслоналивных горловин для предохранения метала от коррозионного воздействия нефтепродуктов. Наружные поверхности двигателей, подвергающиеся воздействию повышенных температур, покрывают лаком с добавкой алюминиевой пудры. Чтобы обеспечить качественную окраску, окрашиваемые поверхности должны быть сухими, очищенными от масла, ржавчины, грязи и обезжиренными. Перед нанесением краски, поверхности необходимо загрунтовать и, если требуется, зашпатлевать и затем загрунтовать. Шпатлевка выполняется для устранения в виде выемок, вмятин, глубоких царапин и подобных дефектов. Для тракторов и комбайнов применять шпатлевку не рекомендуется, так как она отслаивается в связи с вибрацией машины в процессе эксплуатации.
Поверхности, подлежащие окраске, очищают от грязи, старой краски, продуктов коррозии и жировых слоев. При окраске тракторов и сельскохозяйственных машин хорошо сохранившаяся краска без следов разрушения и отслаивания может не удалятся, покрывается слоем свежей краски.
3.2 Подбор оборудования участка
Расчет и подбор оборудования производится по технологическому принципу (все отделения мастерской должны иметь необходимое количество оборудования). Техническое оборудование должно быть подобранно с учетом целесообразности его применения в мастерской. Рассчитываем только основное оборудование, Количество единиц оборудования, исходя из величины годового объема выполняемых робот, определяем по формуле 3.1
![]()
где Тг – трудоемкость годовая; Фдо – действительный фонд времени оборудования.
Дополнительное оборудование и оснастка подбирается исходя из необходимости выполнения всего комплекса ремонтных работ по мастерской требований по организации рабочих мест.
Принятое технологическое оборудование по каждому участку, по отделению сводим в таблицу 3.1, где по каждому участку отдельно рассчитываем площадь, занимаемую оборудованием, необходимую для последующего расчета производственных площадей.
Таблица 3.1 Ведомость оборудования мастерской
| Наименование оборудования | Тип или марка | Габаритные размеры (мм) | Количество | Установл. площадь | |
| Росч. | Прин. | ||||
| Подставка под оборудование | 0305.5.800-1 | 820 | 1 | 1 | 0,57 |
| Верстак для ремонта электрооборудования | 477.060.01 | 1200 | 1 | 1 | 1,14 |
| Стенд для проверки электрооборудования | КИ-968 | 885 | 1 | 1 | 0,78 |
| Станок настольный точильно-шлифовальный | ЗЛ-631 | 570 | 1 | 1 | 0,22 |
| Станок настольный-сверлильный | ДЭ-4-2 | 320 | 1 | 1 | 0,096 |
| Секция стелажа | ОРГ-5153 | 1500 | 1 | 1 | 0,6 |
Похожие работы
... трудовой деятельности. Настоящий закон распространяется на работников автотранспортных организаций (АТП), автотранспортных цехов, участков иных организаций, предоставляющих услуги по техническому обслуживанию, ремонту и проверке технического состояния автотранспортных средств (станции технического обслуживания, авторемонтные и шиноремонтные организации, гаражи, стоянки и т.п.), а также на ...
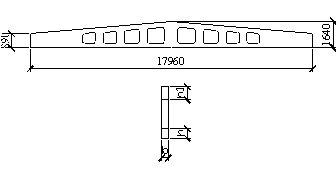
... 8 ДВ3 2.435-6 ДП5 4 Ворота ВР1 1.435.9-17 ВР 42*42-Т 3 753 ВР2 1.435.9-17 ВР 36*36-Т 1 635 1.6 Технологический процес Центральная ремонтная мастерская для хозяйств с парком 75 тракторов предназначена для проведения диагностики, тех.обслуживания и текущего ремонта, тракторов, комбайнов, автоиобилей, сельскохозяйственных машин и оборудования ...
... 0,5 данные виды работ следует предусматривать по кооперации на других предприятиях или специально оговариваться заданием на проектирование. 1.17. При разработке технологической части проекта следует использовать типовые технологические процессы ТО и ремонта подвижного состава автомобильного транспорта, разработанные научными организациями с применением прогрессивной технологии и оборудования. ...

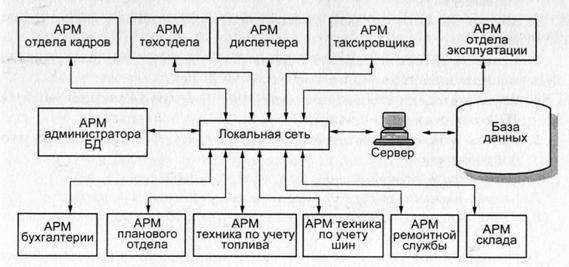
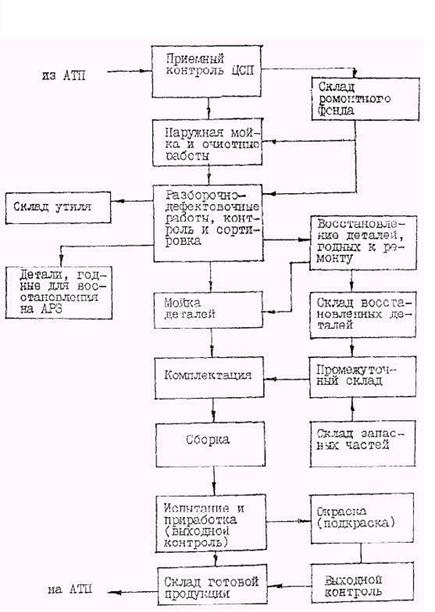
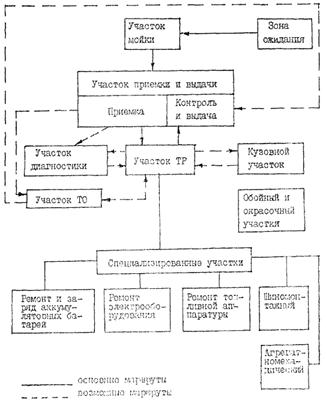
... турный номер). Если использовать штриховое кодирование в рамках всей отрасли (АТП, автозаводы, СТОА, магазины запасных частей Рисунок 3. Схема потоков информации в авторемонтных мастерских 4.2 Выбор метода организации технологического процесса на объекте проектирования. В зоне диагностики, технологический процесс может быть организован методом универсальных или специализированных ...
0 комментариев