Анализ технологичности конструкции детали
Предварительный выбор типа производства
Принятый маршрутный технологический процесс
Обтачивание тонкое
Расчёт режимов резания
Расчёт режимов резания по нормативам
Расчет норм времени
Расчёт нормы времени на операцию 025 –вертикально-сверлильную
Определение типа производства
Навигация
Определение типа производства
Разработка технологического процесса механической обработки колеса зубчатого 6Р12.31.58А
39644
знака
11
таблиц
3
изображения
9 Определение типа производства
Тип производства в соответствии с ГОСТ 3.1108-74 характеризуется коэффициентом закрепления операций, который показывает число различных операций, закрепленных в среднем по цеху за каждым рабочим местом в течение месяца.
 (57)
(57)
где О- количество операций, выполняемых на рабочем месте.
Р- принятое количество рабочих мест.
![]() (58)
(58)
где ![]() - нормативный коэффициент загрузки оборудования
- нормативный коэффициент загрузки оборудования
![]() - фактический коэффициент загрузки станка.
- фактический коэффициент загрузки станка.
![]() =
=![]() (59)
(59)
где m![]() - расчетное количество станков на операции.
- расчетное количество станков на операции.
Р- принятое количество рабочих мест.
Определяем расчетное количество станков m![]() для каждой операции.
для каждой операции.
m![]() , (60)
, (60)
где T![]() – штучное время, мин;
– штучное время, мин;
N – годовой объем выпуска деталей, шт;
Fд – действительный годовой фонд времени, ч.
![]() - нормативный коэффициент загрузки оборудования (
- нормативный коэффициент загрузки оборудования (![]() =0,85).
=0,85).
Количество станков на операции 005.
![]()
Принятое число станков Р=1,0
Коэффициент загрузки
![]()
Количество операций, выполняемых на рабочем месте.
![]()
Аналогичным образом рассчитываем количество операций, выполняемых на рабочем месте.
Таблица 8.1 Расчет коэффициента закрепления операций.
| Операция | Fд,ч | t | m | P |
| O |
| 005 Токарная с ЧПУ | 4029 | 25,538 | 0,1860 | 1 | 0,1860 | 4,570 |
| 010 Вертикально-протяжная | 4029 | 1,037 | 0,0146 | 1 | 0,0146 | 58,22 |
| 015 Вертикально-протяжная | 4029 | 0,968 | 0,0135 | 1 | 0,0135 | 62,96 |
| 020 Токарная | 4029 | 3,07 | 0,1580 | 1 | 0,1580 | 30,63 |
| 025Вертикально-сверлильн. | 4029 | 1,856 | 0,0270 | 1 | 0,0270 | 31,48 |
| 030 Зубофрезерная | 3904 | 10,692 | 0,0800 | 1 | 0,0800 | 5,379 |
| 045 Плоскошлифовальная | 4029 | 2,077 | 0,0152 | 1 | 0,0152 | 55,92 |
| 050 Плоскошлифовальная | 4029 | 3,53 | 0,0258 | 1 | 0,0258 | 32,95 |
| 055 Зубошлифовальная | 3904 | 3,53 | 0,0266 | 1 | 0,0266 | 31,95 |
|
| 9 | 314,1 | ||||
Определяем коэффициент закрепления операций.
![]()
По ГОСТ 3.1121-84 принимаем мелкосерийноесерийное производство (20<К![]() <40).
<40).
10 Конструкторская часть
10.1 Поворотный стол нормализованный
10.1.1 Назначение и устройство станочного приспособления
Станочное приспособление предназначено для обработки деталей, отверстия в которых расположены по окружности.
Накладные поворотные столы устанавливаются на рабочий стол вертикального или радиально-сверлильного станка.
Плантшайба 1 стола установлена на пустотелом шпинделе 2 , который вращается во втулке 10, запрессованной в литом корпусе стола 11. В этот же корпус запрессована втулка 7 , в которой направляется реечный фиксатор 5, заскакивающий во втулку 3 под действием пружины 6.
Управление реечным фиксатором осуществляется через рукоятку 4. Для облегчения поворота плантшайба 1 опирается на шарики 13 , собранные в обойме 12 и заключенные между кольцами 14.
Осевой зазор , необходимый для вращения шпинделя с плантшайбой, регулируется гайкой 8, гайка стопорится винтом 9.
Центрирование рабочих приспособлений (наладок) на плантшайбе производится с помощью цилиндрической цапфы пальца, вставленного в конусное гнездо шпинделя 2. Для фиксации углового положения в случае необходимости к корпусу наладки привинчивается шпонка, входящая в точный паз плантшайбы. Закрепление наладок производится Т-образными болтами.
Кольца шарикоподшипника 14 шлифуются после сборки с плантшайбой и корпусом приспособления . Шарики расположены на плоскости , чем облегчается изготовление подшипника.
10.1.2 Расчет приспособления на прочность
На операции 025 вертикально- сверлильной крепление обрабатываемой детали к приспособлению осуществляется четырьмя болтами M10 – 8g×85.109.Ст3 ГОСТ 7798-70
Исходными данными для расчета приспособления является сила резания.
Расчет выполняем для операции 030
Сила резания бала рассчитана в п. 6.2:
Осевая сила резания определяется по формуле c.124 [11]
Po=Pтабл * Кр (61)
Где Pтабл – табличное значение силы резания;
Кр – коэффициент, зависящий от обрабатываемого материала
Po = 1450 * 1=1450 Н
Внешними, действующими силами на деталь, являются: сила зажима Q, реакция стола приспособления R, силы резания Pо. Схема сил представлена на рис.3
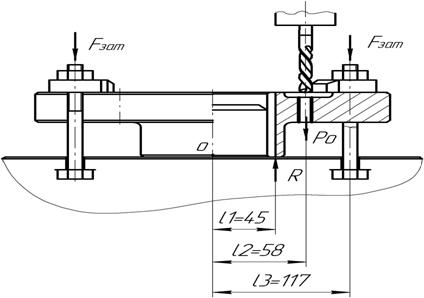
Требуемую силу затяжки болтов рассчитаем из условия опрокидывания:
![]() =0
=0
Fзат*l3 + (4Fзат+Po)*l1 – Po*l2=0
![]()
![]()
Условие прочности болта на изгиб, учитывая эксцентричность нагружения c.45 [16]:
![]() ,
(62)
,
(62)
где Fзат – сила затяжки болтов
d1 – диаметр болта.
 МПа
МПа
σи<[σ]=120МПа
Условие прочности на изгиб выполняется.
Условие прочности резьбы на срез c.33 [16]:
τ = Fзат /(π*dср *H*K*Kм )<=[ τ ] , (63)
где Fзат - сила затяжки болтов;
dср – средний диаметр болта;
H – высота гайки;
K – коэффициент полноты резьбы , для треугольной резьбы K= 0,87;
Kм – коэффициент неравномерности нагрузки по виткам резьбы.
Kм =0,5; H=12 мм; dср 9,025мм.
![]() МПа
МПа
[ τ ] = 0,4*σт =0,4*200=80 МПа
τ < [ τ ] Условие прочности резьбы на срез выполняется.
Выбранные крепежные элементы удовлетворяют условиям прочности.
Список используемых источников
1 Антонюк В.Е. Конструктору станочных приспособлений: Справ. пособие.- Мн.: Беларусь, 1991.
2 Афонькин М.Г. Производство заготовок в машиностроении / М.Г. Афонькин, М.В. Магницкая.- Л: Машиностроение, 1987.
3 Горбацевич А.Ф. Курсовое проектирование по технологии машиностроения / А.Ф. Горбацевич, В.А. Шкред.– Мн.: Выш. шк., 1983.
4 Горошкин А.К. Приспособления для металлорежущих станков: Справ. - М: Машиностроение, 1979.
5 Дипломное проектирование по технологии машиностроения / Под общ. ред. В.В. Бабука. – Мн.: Выш. шк., 1979.
6 Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках. Зуборезные, горизонтально-расточные станки. – М.: Машиностроение, 1974.
7 Общемашиностроительные нормативы режимов резания для технического нормирования работ на шлифовальных и доводочных станках. – М.: Машиностроение, 1974.
8 Общемашиностроительные нормативы времени вспомогательного на обслуживание рабочего места и подготовительно-заключительного для технического нормирования. Серийное производство. – М.: Машиностроение, 1974.
9 Прогрессивные режущие инструменты и режимы резания металлов: Справ. / В.И. Баранчиков, А.В. Жаринов, Н.Д. Юдина и др.; Под общ. ред. В.И. Баранчикова. - М.: Машиностроение, 1990.-400с.: ил.
10 Режимы резания металлов: Справ. / Под ред. Ю.В. Барановского - М.: Машиностроение, 1972.
11 Справочник технолога-машиностроителя. Т.1 / Под ред. А.Г. Косиловой, Р.К. Мещерякова.– М.: Машиностроение, 1985.
12 Справочник технолога-машиностроителя. Т.2 / Под ред. А.Г. Косиловой, Р.К. Мещерякова.– М.: Машиностроение, 1985.
13 Станочные приспособления: Справ. Т.1 / Под ред. Б.Н. Вардашкина и А.А. Шатилова. - М.: Машиностроение, 1984.
14 Технология автоматизированного производства. Т.2 / Под ред. А.А. Жолобова. – Мн.: Дизайн ПРО, 1997.
15 Курсовое проектирование по технологии станкостроения. Методические указания для студентов специальности Т.03.01.00 – Могилев: МГТУ, 2003. – 34с.
16 Детали машин. / М.Н. Иванов – М.: Высш. Шк., 1991 – 383с.
Похожие работы
... на контактную прочность активных поверхностей зубьев , циклов. Эквивалентное число циклов перемены напряжений при расчете зубьев на выносливость при изгибе , циклов. Определение допускаемых напряжений Зубчатые колеса изготовлены из стали 20Х. Механические характеристики сердцевины МПа, МПа. Твердость зубьев колеса , шестерни - . Контактные: , МПа, , МПа. Базовое число циклов ...
0 комментариев