Навигация
040 Контрольная
Стол контроля
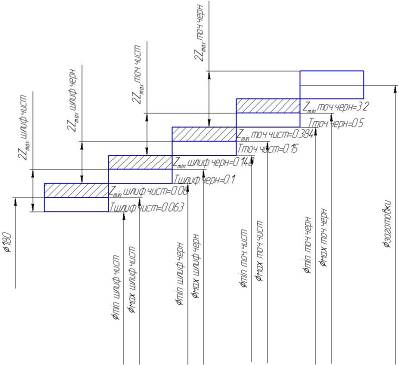
6. РАСЧЁТ ОПЕРАЦИОННЫХ РАЗМЕРОВ
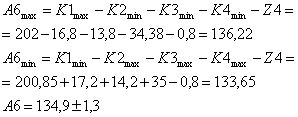
Расчёт линейных размерных цепей
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|












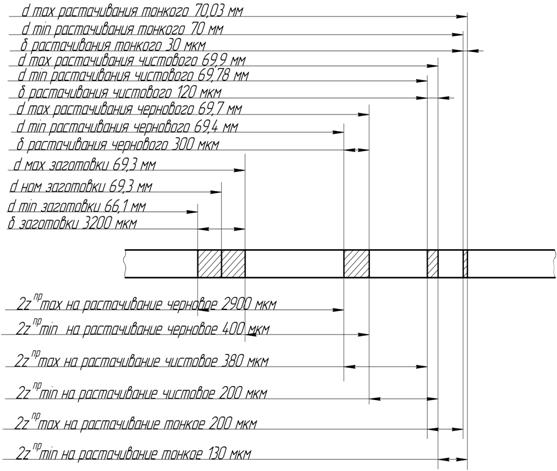
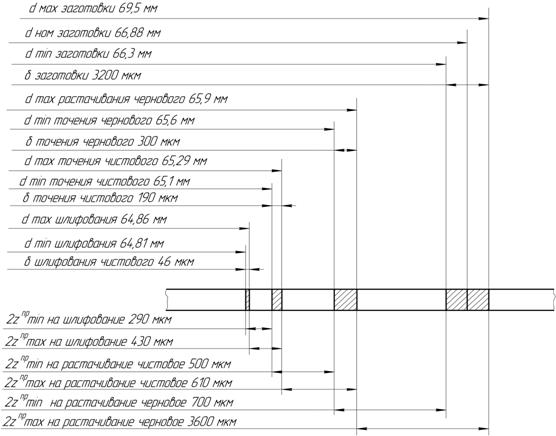
Расчет диаметральных размерных цепей
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|



















7. ПОДБОР ОСНАСТКИ
Выбор оснастки является одним из важнейших задач при разработке технологического процесса механической обработки заготовки, от правильного его выбора зависит производительность изготовления детали, экономическое использование производственных площадей, электроэнергии и в итоге себестоимости изделия.
Оборудование на проектируемом участке должно быть по возможности универсальным.
Используемые измерительный, вспомогательный инструмент и приспособления:
Штангенциркуль ШЦ-II-250-0,05ГОСТ 166-89;
Индикатор 1 МИГ-0 ГОСТ 9696-82;
Калибр ГОСТ 24121-80 8154-0223-1;
Зубомер ГОСТ 4446-59;
Скоба ГОСТ 11098-75 СР 75;
Образцы шероховатости ГОСТ 9378-78;
Выбор режущего инструмента обуславливается материалом обрабатываемой детали, твёрдостью, конфигурацией, видом обработки (черновая, чистовая), универсальностью, конструкцией детали, выбором оборудования и по возможности из стандартного режущего инструмента.
Используемый режущий инструмент:
Фреза торцевая Т15К6 2220-0011 ГОСТ 24359-80;
Сверло центровочное ГОСТ 14952-75 2317-0119;
Резец проходной Т15К10 ТУ 2-035-892-82 PCLNR 2525M16;
Резец проходной Т5К10 ТУ 2-035-892-82 PCLNR 2525M16;
Резец прорезной и отрезной Т15К6 ГОСТ 18884-73 2120-0501;
Фреза шпоночная ВК8 ГОСТ 16463-80 2234-0206;
Фреза червячная модульная ГОСТ 9324-80 2510-4014;
ПП 300*60*76* 24А -10П С2 7 К5 35 м/с 1 кл. А ГОСТ 2424-83
Смазочно-охлаждающая жидкость:3-5% УКРИНОЛ-1
8. Расчёт режимов механообработки
Точение
1. Заготовка - поковка
2. Выполняемые переходы:
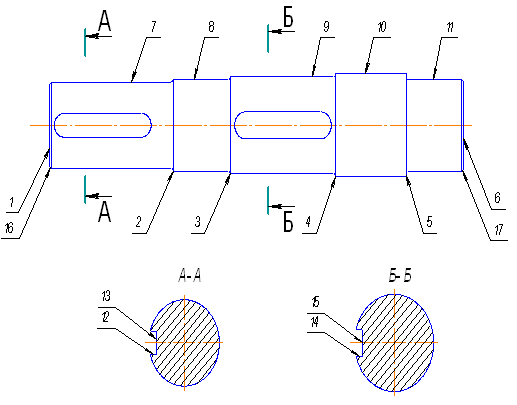
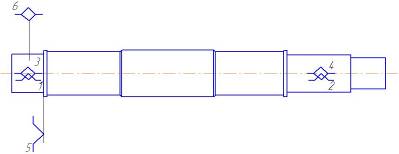
015
Точить поверхность, выдерживая размеры 1,2
Точить поверхность, выдерживая размеры 3,4
Точить поверхность, выдерживая размеры 5,6
Точить поверхность, выдерживая размеры 7,8
Точить поверхность, выдерживая размеры 9,10
Точить поверхность, выдерживая размеры 11,12
02
Точить поверхность, выдерживая размеры 1,2, с образованием фаски 1*45 градусов
Точить поверхность, выдерживая размеры 3,4
Точить поверхность, выдерживая размеры 5,6, с образованием фаски 2*45 градусов
Точить канавку, выдерживая размеры 2,16,17
Точить поверхность, выдерживая размеры 7,8, с образованием фаски 1*45 градусов
Точить поверхность, выдерживая размеры 8,9,10, с образованием фаски 1*45 градусов
Точить поверхность, выдерживая размеры 8-15, с образованием фаски 2*45 градусов
Точить канавку, выдерживая размеры 8,16,17
3. Приспособление: Трёх - кулачковый патрон, центр.
4. Оборудование.
Станок токарно-винторезный модели 16К20Ф3
5. Выбор инструментального материала.
Для условий точения стали 6 группы обрабатываемых материалов, для чернового точения используем твёрдый сплав Т5К10;чистового Т15К6.
6. Выбор геометрии режущего инструмента.
Рекомендуемую геометрию выбираем из табл. 1 стр. 211 [1].
7. Выбор смазочно-охлаждающих технических средств (СОТЦ).
Согласно табл. 23, стр. 233 [1] рекомендуется 5-10%-ная Укринол-1.
8. Назначение глубины резания t.
Согласно операционным размерам и размерам заготовки определяем глубину резания и заносим в сводную табл. 8.2.1:
![]() .
.
9. Назначение подачи S.
Согласно стр. 22 [12] назначаются подачи S.
10. Выбор стойкости резца Т.
Согласно табл. 18 стр.227 [1] при обработке материалов 5 группы твердосплавным инструментом рекомендуются соответствующие для каждого перехода стойкость инструмента. Их значения заносим в итоговую табл. 8.1.
11. Назначение скорости резания V.
Согласно стр. 29 [12] рекомендуется нормативная скорость V для каждого перехода.
Выполним корректировку нормативной скорости согласно конкретным условиям.
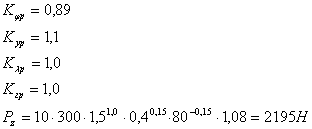
Поправочные коэффициенты ![]() на скорость резания выбираем из табл. 43 стр. 247 [1] и находим полный поправочный коэффициент.
на скорость резания выбираем из табл. 43 стр. 247 [1] и находим полный поправочный коэффициент.
Выбранные поправочные коэффициенты ![]() приведены в табл. 8.2.3.
приведены в табл. 8.2.3.
Поправочные коэффициенты ![]() на скорость резания при точении резьбы выбираем стр. 32-34 [12] и находим полный поправочный коэффициент.
на скорость резания при точении резьбы выбираем стр. 32-34 [12] и находим полный поправочный коэффициент.
Выбранные поправочные коэффициенты ![]() приведены в табл. 8.1.
приведены в табл. 8.1.
Найдем скорректированное значение скорости резания:
![]()
Похожие работы
... 2, 3, 4 8 0,63 Точение черновое Точение чистовое ТО Шлифование пред. 7, 8, 9, 11 6 0,32 Точение черновое Точение чистовое ТО Круглошлиф. пред. Круглошлиф. чист. 7. Разработка технологического маршрута (плана) обработки детали При разработке технологического маршрута придерживаемся следующих принципов: 1. Технологические операции разрабатываем по принципу концентрации ...


... поковка. Группа стали – М2; Степень сложности – С2; Класс точности – Т4; Исходный индекс – 14. Метод получения заготовки – штамповка в закрытых штампах. Разработка маршрутного технологического процесса 05 Заготовительная Горячая штамповка 10 Фрезерно-центровальная А. Установить и снять заготовку 1. Фрезеровать торцы выдерживая размер 1401 мм Центровать отверстия В4 15 ...

... ;110 Æ113,4 7 Æ72 Æ75,2 10 Æ62 Æ58,4 6. Разработка маршрутно-технологического процесса При разработке маршрутно-технологического процесса решаются следующие задачи: 1. устанавливается последовательность операций обработки заготовки 2. выбирается технологическая база. При этом нужно стремиться к ...
... 0,3 0,035 0,035 2 Анализ технологичности конструкции детали Анализ технологичности является одним из важных этапов в разработке технологического процесса, от которого зависят его основные технико-экономические показатели: металлоемкость, трудоемкость, себестоимость. Деталь – колесо – изготовлено из легированной стали 40Х и проходит термическую обработку , что имеет значение в отношении ...
0 комментариев