Выбор способа сварки
Описание электронно-лучевой сварки. Общая характеристика
Разработка пооперационной технологии
Выбор сварочных материалов и расчет ном их расхода
Технические данные
Принцип работы установки
Выбор методов контроля качества сварного соединения
Удаление дефектоскопических материалов
Навигация
Выбор сварочных материалов и расчет ном их расхода
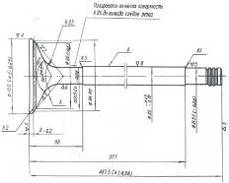
Разработка технологии сварки корпуса водила II ступени
64622
знака
6
таблиц
3
изображения
4. Выбор сварочных материалов и расчет ном их расхода
Проведем выбор сварочных материалов и расчет норм их расхода для сборочно-сварочной операции, т.е. для ручной аргонодуговой сварки.
1. Защитный газ.
Титан является химически активным материалом и охотно растворяет атмосферные газы (кислород, азот, водород), находясь как в жидком, так и в твердом состоянии. В результате взаимодействия с указанными газами образуются нитриды, оксиды и гидриды. Образование этих соединений сопровождается изменением структуры и пластических свойств. Следовательно, чтобы избежать образования этих соединений и предотвратить ухудшение свойств соединения необходимо обеспечить защиту зоны сварки от атмосферного воздуха.
Углекислый газ СО2 не подходит в качестве защитного, так как он взаимодействует с титаном. Наиболее подходящими для защиты титанового сплава от атмосферного воздуха являются инертные газы (гелий, аргон), поскольку они не вступают во взаимодействие с титаном. Однако, учитывая более высокую стоимость гелия по сравнению с аргоном, в качестве защитного газа будем использовать аргон.
Аргон высшего сорта (чистота ≥99,993%) по ГОСТ 10157–79.
Норма расхода защитного газа на изделие ![]() (л) определяется по формуле
(л) определяется по формуле
![]() ,
,
где ![]() - удельная норма расхода газа на 1 м шва данного типоразмера, л;
- удельная норма расхода газа на 1 м шва данного типоразмера, л;
![]() - длина шва, м;
- длина шва, м; ![]() ;
;
![]() - дополнительный расход газа на подготовительно-заключительные операции: продувку газовых коммуникаций перед началом сварки; защиту вольфрамового электрода от окисления после окончания сварки при сварке неплавящимся электродом, настройку режимов сварки;
- дополнительный расход газа на подготовительно-заключительные операции: продувку газовых коммуникаций перед началом сварки; защиту вольфрамового электрода от окисления после окончания сварки при сварке неплавящимся электродом, настройку режимов сварки; ![]() .
.
Удельная норма расхода газа определяется по формуле
![]() ,
,
где ![]() - оптимальный расход защитного газа по ротаметру, л/мин;
- оптимальный расход защитного газа по ротаметру, л/мин; ![]() ([2], с. 112);
([2], с. 112);
![]() - машинное (основное) время сварки 1 м шва, мин.
- машинное (основное) время сварки 1 м шва, мин.
Основное время при сварке неплавящимся электродом определяется по формуле
![]()
![]()
![]()
2. Электрод.
Хотя чистый вольфрам относится к группе тугоплавких металлов (Тпл=3300–36000С) и при горении дуги он не расплавляется, однако его применение в качестве электрода ограничивается возможностью его частичного разрушения (выкрашивания) и засорения металла шва частицами вольфрама. Это связано с тем, что эмиссионная способность чистого вольфрама мала и поэтому требуется сильный нагрев для стабильного горения дуги. Для улучшения эмиссии электронов с поверхности вольфрамового электрода в него добавляют окись иттрия Y2О3 или окись лантана Lа2О3, а так же некоторые другие элементы. Добавка окиси иттрия или окиси лантана приводит к понижению температуры стабильного горения дуги, а следовательно способствует повышению стойкости вольфрамового электрода.
В качестве неплавящегося электрода будем использовать вольфрамовый электрод ЭВИ-2 Ø2 мм ГОСТ 23949–80, он содержит 2–3% Y2О3.
Норма расхода ![]() (
(![]() ) электрода на изделие определяется исходя из длины швов
) электрода на изделие определяется исходя из длины швов ![]() (
(![]() ) и удельной нормы расхода электрода
) и удельной нормы расхода электрода ![]() на 1 м шва:
на 1 м шва:
![]()
Удельная норма расхода рассчитывается по формуле
 ,
,
где ![]() - расчетная масса наплавленного металла, кг/м;
- расчетная масса наплавленного металла, кг/м;
![]() - коэффициент расхода, учитывающий неизбежные потери электрода,
- коэффициент расхода, учитывающий неизбежные потери электрода, ![]() ([2], c. 27);
([2], c. 27);
![]() - плотность наплавленного металла,
- плотность наплавленного металла, ![]() ,
, ![]() ([2], с. 22);
([2], с. 22);
![]() - площадь поперечного сечения наплавленного металла шва,
- площадь поперечного сечения наплавленного металла шва, ![]()
![]()
![]()

3. Присадочная проволока.
Для сварки корпуса водила II ступени в связи с ответственностью конструкции будем использовать проволоку того же состава, что и основной металл.
Проволока ПТ-3В по ТУ-1–9–922–82 диаметром 2 мм.
5. Выбор сварочного оборудования и краткая его характеристика
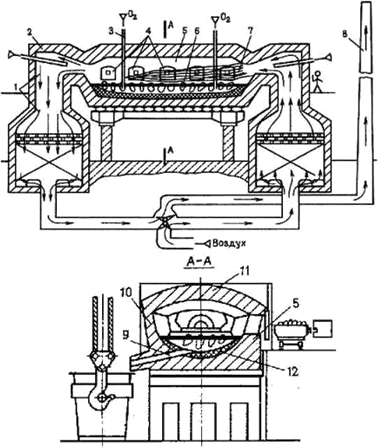
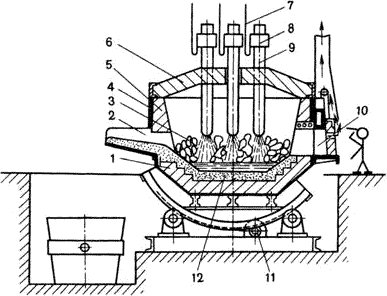
5.1 Описание и техническая характеристика установки ЭЛУ-21
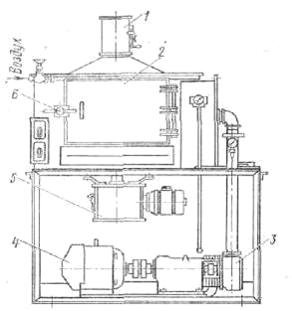
Исходя из габаритных размеров проектируемого корпуса (длина 1660 мм, наружный диаметр 1198 мм), выбираем установку ЭЛУ-21. Установка для электронно-лучевой сварки ЭЛУ-21 предназначена для сварки плоских и объемных узлов в вакууме (остаточное давление в вакуумной камере 5–8·10-5 мм рт. ст.).
Похожие работы
... Рабочие колеса не должны иметь износа лопаток и дисков от коррозии и эрозии более 25% от их номинальной толщины. Изгиб лопаток не допускается. 4.2.2 Ведомость дефектов на ремонт центробежного насоса Таблица 4.3 - Ведомость дефектов на ремонт насоса Наименование узлов и деталей подлежащих ремонту Характер неисправности Метод устранения Необходимые материалы Наименование Кол-во Ед. ...

... работ обеспечивала возможность выполнения работ в кратчайшие сроки при условии обеспечения нормативных критериев по качеству. 4 ЭКОНОМИЧЕСКАЯ ЧАСТЬ 4.1 Смета на сооружение участка магистрального газопровода с разработкой очистки полости и испытания Смета является одним из основных документов в строительстве. Без неё запрещается производить какие-либо строительно-монтажные работы. На ...
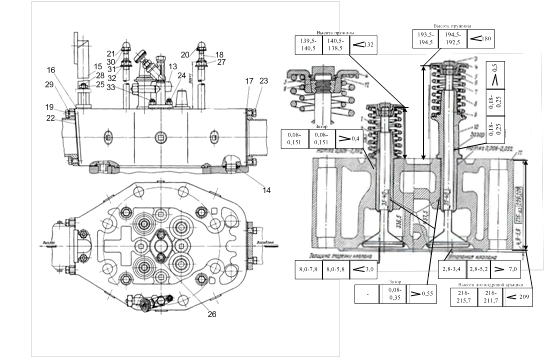
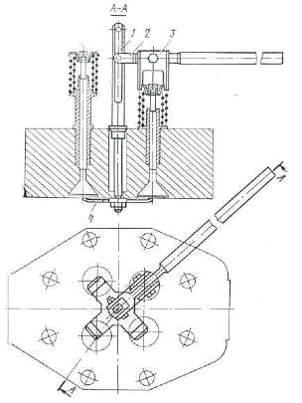
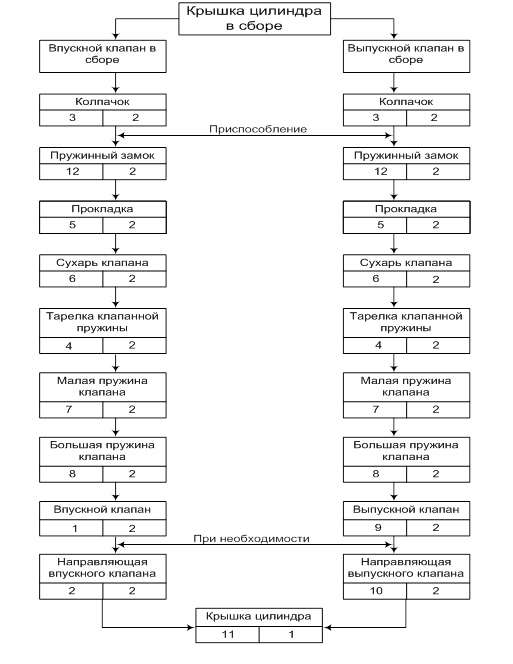
... детали узла. Завершающим этапом курсового проекта будет разработка технологической документации на восстановление рабочей фаски наплавкой и карты технологического процесса ремонта крышки цилиндра дизеля ПД-1М в объёме ТР-1. 1. Разработка технологического процесса ремонта цилиндрической крышки дизеля ПД-М Описание конструкции узла 1 - впускной клапан (ПД-1М-09-009, сталь Х9С2); 2 - ...
... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
0 комментариев