Выбор способа сварки
Описание электронно-лучевой сварки. Общая характеристика
Разработка пооперационной технологии
Выбор сварочных материалов и расчет ном их расхода
Технические данные
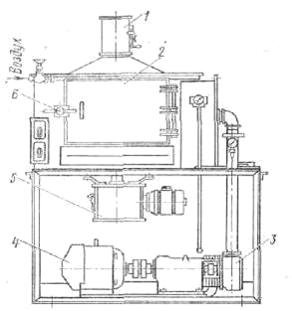
Принцип работы установки
Выбор методов контроля качества сварного соединения
Удаление дефектоскопических материалов
Навигация
Разработка пооперационной технологии
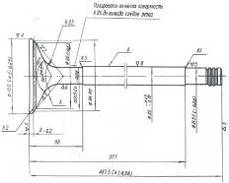
Разработка технологии сварки корпуса водила II ступени
64622
знака
6
таблиц
3
изображения
3. Разработка пооперационной технологии
| № опер. | Наименование операции | Содержание операции и используемое оборудование |
| 005 | Заготовительная | Заготовка элементов водила: 5 стоек, 5 верхних и 5 нижних лепестков |
| 010 | Технический контроль | Контроль внешним осмотром и измерениями. Используется мерительный инструмент (линейка, угольник) |
| 015 | Слесарная (Подготовка для прихватки) | Перед началом сборочно-сварочных работ необходимо очистить детали от загрязнений и обезжирить органическим растворителем. Технология обезжиривания рекомендуется следующая: 1. зачистить околощовную зону на расстоянии 10 мм; 2. протереть детали водила бязью, смоченной в ацетоне и отжатой, места сварки и околошовную зону на расстоянии 20 мм протереть бязью, смоченной в спирте и отжатой |
| 020 | Технический контроль | Проверить качество обезжиривания |
| 025 | Сборочно-сварочная (Под ЭЛС) | Оборудование: сварочный пост ПРС-3М. 1. Установить лепестки (поз. 2) и стойки (поз. 1) на разметочную плиту толщиной 40 мм. Собрать на прихватках детали позиции 1, 2. 2. Прихватить детали позиции 1, 2 в местах стыка ручной аргонодуговой сваркой. Прихватки располагать в диаметрально – противоположных направлениях. Зазор в стыке не более 0,15 мм. 3. Выступление свариваемых кромок не допускается. 4. Установить 10 технологических планок 30х70 и 5 технологических планок 70х40. При установке обеспечить плотное прилегание между планкой и собираемыми деталями. Длина прихваток Lпр=40–50 мм. Параметры: Сварочная проволока ПТ-3В Ø2 мм; Iсв=95 А; U=32 В; обратная полярность тока; положение шва – нижнее; аргон марки А ГОСТ 10157–73; расход аргона 15 л/мин. |
| 030 | Кантовочная | Оборудование: кран-балка |
| 035 | Сборочно-сварочная | Оборудование: сварочный пост ПРС-3М 1. На разметочной плите собрать вторую секцию из 5-ти лепестков позиции 3. 2. Ручной аргонодуговой сваркой сварить 2 секции. Прихватки располагать в диаметральнопротивоположных направлениях. Зазор в стыке не более 0,15 мм. 3. Выступание свариваемых кромок не допускается. 4. Установить 10 технологических планок 30х70 и 5 технологических планок 70х40. При установке обеспечить плотное прилегание между планкой и собираемыми деталями. |
| 040 | Технический контроль (Контроль сборки под ЭЛС) | Оборудование: набор щупов №2 ТУ2–034–225–87 Проверить зазор в стыке. Допускаемый зазор не более 0.15 мм. Выступание свариваемых кромок не допускается. |
| 045 | Сварочная | Оборудование: установка для ЭЛС ЭЛУ-21, кран-балка 1. Установить водило в приспособление с помощью кран-балки и закрепить. 2. Завести приспособление в вакуумную камеру установки, закрыть ее и создать необходимый вакуум. 3. Выполнить сварные швы электронным лучом, поочередно настраиваясь на каждый стык (шов). 4. Перед сваркой проверить технологический режим на технологическом образце. 5. Развакуумировать камеру, перекантовать водило с помощью кран-балки и повторить п. 1–3 для выполнения сварки швов с другой стороны. Параметры: глубина проплавления – 145 мм; Iсв=700 мА; Uуск=60 кВ; Vсв=30 см/мин; Круговая развертка электронного луча Ø2 мм. |
| 050 | Технический контроль | Контроль качества швов капиллярной дефектоскопией. |
| 055 | Токарно-карусельная | Оборудование: токарно-карусельный станок мод. 1508. 1. Установить заготовку, выверить и закрепить. 2. Расточить плоскость водила, снять усиление сварного шва под УЗД, глубина 4 мм. |
| 060 | Сварочная | Оборудование: сварочный пост ПРС-3М Подварить отдельные подрезы глубиной 2–3 мм ручной аргонодуговой сваркой. |
| 065 | Слесарная | Оборудование: газовый резак Руа-70 Удаление технологических планок |
| 070 | Технический контроль (УЗК) | Оборудование: УД2–12 Произвести 75%-ный ультразвуковой контроль наклонным пьезопреобразователем |
| 075 | Термическая | Оборудование: термическая печь Н-3005053 Произвести термообработку водила при Т=6750С для снятия сварочных напряжений |
| 080 | Технический контроль размеров | Приспособление: линейка, штангенциркуль. Проверить геометрические размеры по чертежу на пригодность механической обработки. |
Похожие работы
... Рабочие колеса не должны иметь износа лопаток и дисков от коррозии и эрозии более 25% от их номинальной толщины. Изгиб лопаток не допускается. 4.2.2 Ведомость дефектов на ремонт центробежного насоса Таблица 4.3 - Ведомость дефектов на ремонт насоса Наименование узлов и деталей подлежащих ремонту Характер неисправности Метод устранения Необходимые материалы Наименование Кол-во Ед. ...

... работ обеспечивала возможность выполнения работ в кратчайшие сроки при условии обеспечения нормативных критериев по качеству. 4 ЭКОНОМИЧЕСКАЯ ЧАСТЬ 4.1 Смета на сооружение участка магистрального газопровода с разработкой очистки полости и испытания Смета является одним из основных документов в строительстве. Без неё запрещается производить какие-либо строительно-монтажные работы. На ...
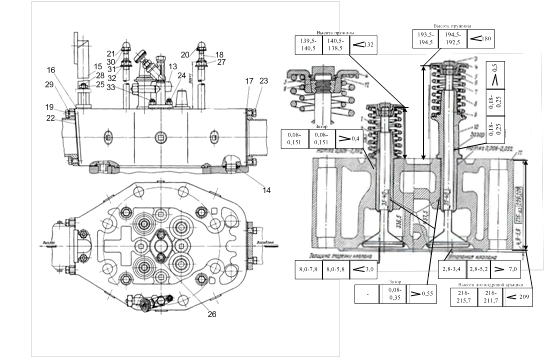
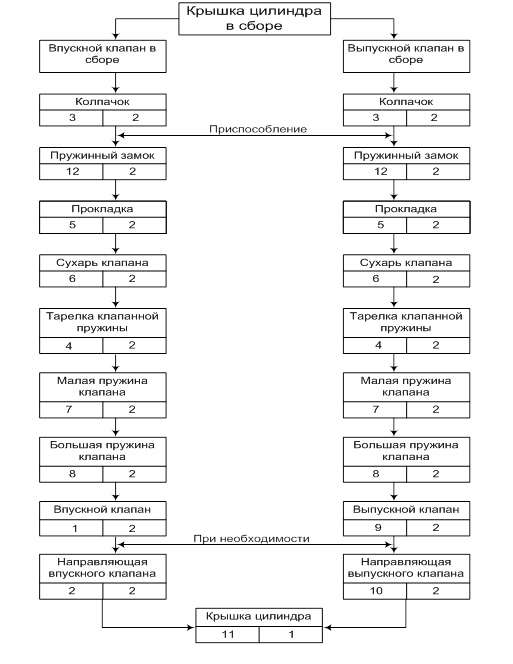
... детали узла. Завершающим этапом курсового проекта будет разработка технологической документации на восстановление рабочей фаски наплавкой и карты технологического процесса ремонта крышки цилиндра дизеля ПД-1М в объёме ТР-1. 1. Разработка технологического процесса ремонта цилиндрической крышки дизеля ПД-М Описание конструкции узла 1 - впускной клапан (ПД-1М-09-009, сталь Х9С2); 2 - ...
... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
0 комментариев