Выбор способа сварки
Описание электронно-лучевой сварки. Общая характеристика
Разработка пооперационной технологии
Выбор сварочных материалов и расчет ном их расхода
Технические данные
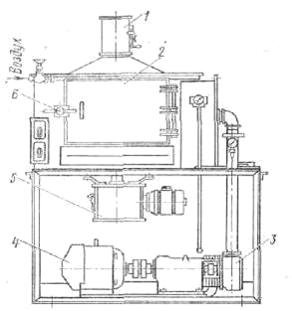
Принцип работы установки
Выбор методов контроля качества сварного соединения
Удаление дефектоскопических материалов
Навигация
Разработка технологии сварки корпуса водила II ступени
Разработка технологии сварки корпуса водила II ступени
64622
знака
6
таблиц
3
изображения
Введение
Целью данного проекта является разработка технологии сварки корпуса водила II ступени. Конструкция является ответственной, поэтому при ее изготовлении применяются только материалы высокого качества. Необходимо выбрать такой способ сварки и сварочные материалы, которые бы обеспечили требуемые свойства сварного соединения.
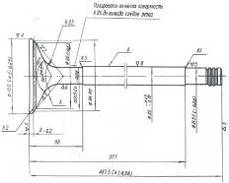
1. Характеристика изделия
Водило II ступени состоит из пяти стоек, пяти верхних и пяти нижних лепестков, выполненных из титанового сплава ПТ-3В и сваренных между собой электронно-лучевой сваркой на установке ЭЛУ-21.
Применяется для компенсации энергетических установок в атомных подводных лодках и в авиации для передачи момента от быстроходной ступени на центральную шестерню тихоходной ступени.
2. Анализ вариантов и выбор способа изготовления с учетом особенностей свариваемости данного материала
2.1 Характеристика титанового сплава ПТ-3В
Широкое применении титановых сплавов для сварных конструкций обусловлено важными их преимуществами перед сталями и сплавами на основе алюминия – низкой теплопроводностью и узким интервалом кристаллизации. Указанные преимущества существенно снижают энергетические затраты и способствуют получению однородного по химическому составу металла при сварке. Перспективным для применения считается сплав ПТ-3В.
Сплав ПТ-3В относится к псевдо-α-сплавам, которые содержат α-стабилизаторы (алюминий и кислород) и небольшое количество β-стабилизирующего элемента, в частности, ванадия. Благодаря наличию β-фазы сплавы обладают хорошей технологической пластичностью при сохранении достоинств α-сплавов.
Сплавы этого класса имеют ряд технологических преимуществ: они не чувствительны к скорости охлаждения после сварки, не требуют обязательной термической обработки, имеют малый прирост твердости сварного шва, а значит не склонны к охрупчиванию шва и околошовной зоны.
Сплав ПТ-3В – сплав высокой прочности при температуре 20–250С, обладает высоким сопротивлением разрушению при повышенных (350–5000С) и криогенных температурах.
Сплав хорошо штампуется, гнется, обрабатывается резанием, имеет хорошую свариваемость. Содержание алюминия и кислорода (до 0,15%) повышает прочностные свойства сплавов.
Таблица 1. Химический состав титанового сплава ПТ-3В (ГОСТ 19807–74) ([1], с. 34)
| Al | V | C | Fe | Si | Zr | O | N | H |
| 3,5–5 | 1,2–2,5 | 0,1 | - | - | - | 0,15 | 0,04 | 0,008 |
Таблица 2. Механические свойства сплава ПТ-3В ([1], с. 34)
| σВ, МПа | σ0,2, МПа | δ, % | Ψ, % | σ-1, МПа | KCU, Дж/м3 |
| 700–726 | 609–667 | 11 | 18–27,5 | 282 | 0,6–0,7 |
Таблица 3. Физические свойства сплава ПТ-3В([1], с. 34)
| Свойства | |
| Плотность γ, кг/м3 Температура плавления, 0С Кипения, 0С Удельное электрическое сопротивление ρ, Ом·м·104 Коэффициент линейного расширения α, 1/0С·106 Коэффициент теплопроводности λ, Вт/м·0С Удельная теплоемкость Сγ, кал/г·0С Модуль упругости Е, МПа | 4500 1668 3400 55,6 8,2 16 0,13 1125 |
По сравнению с техническим титаном титановые сплавы имеют при достаточно хорошей пластичности, высокой коррозионной стойкости и малой плотности более высокую прочность при 20–25 0С и повышенных температурах. По сравнению с бериллием они более пластичны и технологичны, меньше стоят, безопасны для здоровья при обработке. По сравнению с алюминиевыми и магниевыми сплавами обладают более высокой удельной прочностью, жаропрочностью и коррозионной стойкостью.
Высокая температура плавления титана требует применения при сварке более концентрированных источников тепла. Однако поскольку титан имеет более низкий коэффициент теплопроводности (ниже, чем у стали в 4 раза) и высокое электрическое сопротивление (выше, чем у стали в 5 раз), для сварки титана тратится меньше электрической энергии, чем для сварки стали.
Низкий модуль упругости (ниже, чем у стали в 2 раза) позволяет выполнять правку сварных изделий при меньших усилиях по сравнению со сталью.
Обязательным условием получения качественного сварного соединения является надежная защита нагреваемого до высоких температур металла от газов атмосферы. Насыщение металла шва кислородом, азотом и водородом происходит при температурах более 3500С, что снижает пластичность металла шва и вызывает образование пор и трещин, как следствие этого происходит снижение прочности сварных конструкций. Поэтому сварку титана необходимо производить в среде защитных газов (аргона или гелия) высокой чистоты, под специальными флюсами или в вакууме. Защитные средства должны обеспечить защиту зоны сварки, ограниченной изотермой более 6000С.
Необходимо также тщательно защищать и обратную сторону шва даже в том случае, если слои металла не расплавлялись, а только нагревались выше этой температуры.
Чувствительность к сварочному термическому циклу выражается в протекании полиморфного превращения α ↔ β, в резком росте размеров зерна β-фазы и перегрева на стадии нагрева, в образовании хрупких фаз при охлаждении и старении, неоднородности свойств сварных соединений, зависящих от химического и фазового состава сплава. Перегрев шва и ОШЗ связан с низкой теплопроводностью титана. Устранить указанные трудности удается за счет снижения погонной энергии для псевдо-α-сплавов.
Низколегированные титановые сплавы с псевдо-α-структурой удовлетворительно свариваются различными способами сварки плавлением, что выражается в стабильном формировании шва, отсутствии трещин и хороших механических свойств сварных соединений.
Для обеспечения высокого уровня пластичности швов и получения швов равнопрочных основному металлу используют присадочные проволоки, отличающиеся от основного металла по химическому составу и имеющие по сравнению с ним пониженное содержание легирующих элементов и вредных газов. При сварке низколегированных титановых сплавов для металла шва характерна игольчатая, мартенситоподобная структура α-фазы. Аналогичную структуру имеет и ЗТВ. Поэтому несмотря на пониженное содержание легирующих элементов в металле шва, его прочность будет близка к прочности основного металла со структурой α-титана.
С целью снятия собственных остаточных напряжений конструкции подвергают отжигу, который приводит к уменьшению остаточных сварочных напряжений и, как следствие, к увеличению сопротивляемости образованию трещин. Нагрев сварных конструкций производится в электрических печах.
При возникновении альфированного слоя (слоя, насыщенного кислородом и азотом) его необходимо убирать механическими способами.
Похожие работы
... Рабочие колеса не должны иметь износа лопаток и дисков от коррозии и эрозии более 25% от их номинальной толщины. Изгиб лопаток не допускается. 4.2.2 Ведомость дефектов на ремонт центробежного насоса Таблица 4.3 - Ведомость дефектов на ремонт насоса Наименование узлов и деталей подлежащих ремонту Характер неисправности Метод устранения Необходимые материалы Наименование Кол-во Ед. ...

... работ обеспечивала возможность выполнения работ в кратчайшие сроки при условии обеспечения нормативных критериев по качеству. 4 ЭКОНОМИЧЕСКАЯ ЧАСТЬ 4.1 Смета на сооружение участка магистрального газопровода с разработкой очистки полости и испытания Смета является одним из основных документов в строительстве. Без неё запрещается производить какие-либо строительно-монтажные работы. На ...
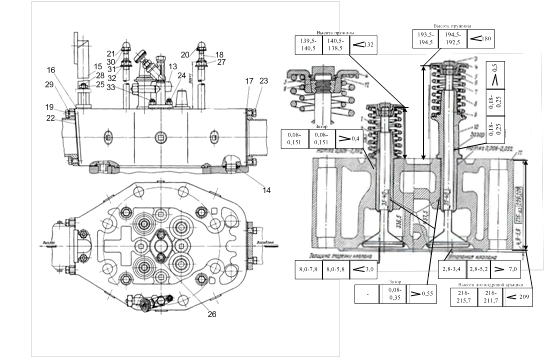
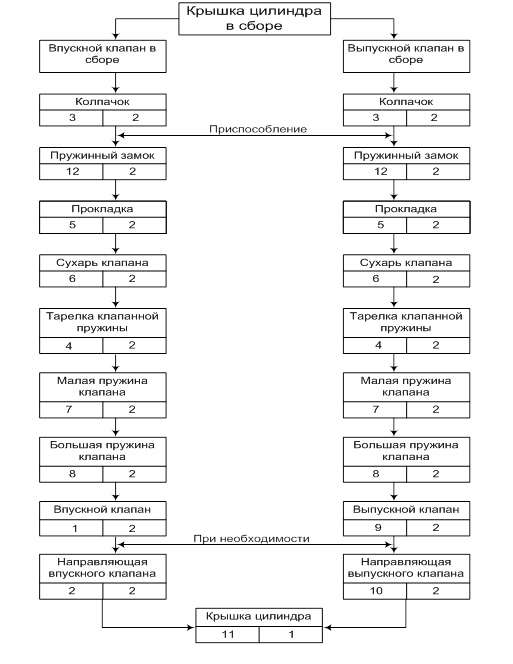
... детали узла. Завершающим этапом курсового проекта будет разработка технологической документации на восстановление рабочей фаски наплавкой и карты технологического процесса ремонта крышки цилиндра дизеля ПД-1М в объёме ТР-1. 1. Разработка технологического процесса ремонта цилиндрической крышки дизеля ПД-М Описание конструкции узла 1 - впускной клапан (ПД-1М-09-009, сталь Х9С2); 2 - ...
... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
0 комментариев