Выбор способа сварки
Описание электронно-лучевой сварки. Общая характеристика
Разработка пооперационной технологии
Выбор сварочных материалов и расчет ном их расхода
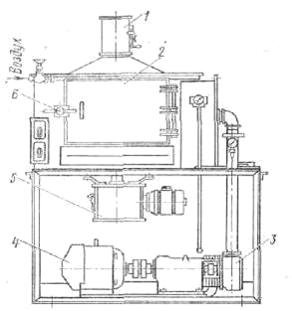
Технические данные
Принцип работы установки
Выбор методов контроля качества сварного соединения
Удаление дефектоскопических материалов
Навигация
Выбор способа сварки
Разработка технологии сварки корпуса водила II ступени
64622
знака
6
таблиц
3
изображения
2.2 Выбор способа сварки
Титановый сплав ПТ-3В в расплавленном и твердом состоянии при температурах выше 6000С в условиях сварочного цикла обладает высокой химической активностью по отношению к вредным примесям: кислороду, азоту, водороду и углероду, что значительно затрудняет его сварку.
Высокая химическая активность в сочетании с низкой теплопроводностью и высоким электросопротивлением и температурой плавления, а также склонность к росту зерна в околошовной зоне определяют особенности сварки титана и его сплавов. Вследствие высокой химической активности нельзя применять для сварки титана и его сплавов дуговую сварку с использованием флюсов и покрытий, содержащих окислы и другие элементы, загрязняющие шов, кислородно-ацетиленовую сварку, аргонодуговую сварку с односторонней защитой сварного соединения.
Непременным условием для получения качественного соединения при сварке плавлением титана является полная двусторонняя защита сварного соединения от взаимодействия с воздухом и вредными примесями не только сварочной ванны, но и нагретого выше 6000С основного металла и металла шва. Необходимо также тщательно защищать и обратную сторону шва, если она нагревается выше 6000С.
Для обеспечения наилучшей защиты металла шва от внешней среды и обеспечения глубокого проплавления и мелкозернистой структуры применяют электронно-лучевую сварку (ЭЛС). Это обусловлено также высокой температурой плавления титанового сплава, что требует применения при сварке плавлением концентрированных источников тепла. Высокая тепловая концентрация энергии позволяет вести сварку с малой энергоемкостью процесса.
ЭЛС позволяет получать сварные соединения с высоким качеством сварного шва, практически без неустранимых дефектов, обеспечивая полную механизацию сварочного процесса и повышение производительности труда в 15–20 раз по сравнению с ручными дуговыми способами сварки.
Высокое качество сварных соединений из титанового сплава ПТ-3В обеспечивает только ЭЛС. Этот эффективный способ соединения металлов основан на использовании кинетической энергии электронов, движущихся с большой скоростью в вакууме. Являясь разновидностью наиболее распространенного способа сварки плавлением, электронно-лучевая сварка вместе с тем имеет качественные отличия от всех ранее известных методов сварки. Эти отличия обусловлены двумя главными факторами: применением нового мощного концентрированного источника тепла и практически полным отсутствием газов, окружающих зону сварки. Большая концентрация энергии в малом пятне делает возможной сварку с необычным для электронно-дуговых методов соотношением глубины к ширине проплавления (до 20:1 и более), а также при малых значениях погонной энергии (не более 20% от дуговой сварки). ЭЛС выполняется, как правило, в вакуумных камерах при давлении остаточных газов порядка 1·10-3 Па. Такая среда намного чище, чем в аргоне. При сварке в вакууме исключается загрязнение шва газами и обеспечивается максимальная пластичность и вязкость сварных соединений.
Технологический диапазон для целей нагрева, плавления, испарения составляет 104-5·108 Вт/см2. Сварка металлов малых толщин (до 3-х мм) ведется с удельной мощностью 104 Вт/см2, когда испарение с поверхности сварочной ванны незначительно. Однопроходная сварка металлов больших толщин (до 200–300 мм) требует удельной мощности 105-106 Вт/см2. В этом случае проникновение электронного луча на большую глубину сопровождается испарением металла и формированием канала проплавления, на стенках которого рассеивается практически вся мощность электронного луча. Канал проплавления, поверхность которого сильно перегрета, относительно температуры плавления металла и может достигать температуры кипения, движется через толщу металла, образуя по всей глубине канала область расплава металла, которая перемещается в хвостовую часть ванны и там кристаллизуется.
Высокая концентрация энергии в луче позволяет получать при больших скоростях ЭЛС узкие и глубокие сварные швы с минимальной зоной термического влияния и высокими механическими свойствами металла шва и околошовной зоны.
Эффективный КПД ηи изменяется в пределах от 70 до 90% и практически не зависит от энергии первичных электронов; он зависит только от атомного номера обрабатываемого материала; для Ti, например, он равен 0,842.
Как правило, при ЭЛС не нужны присадочные материалы, разделки кромок, а следовательно уменьшается перевод металла в стружку и затраты на механическую обработку. Повышаются качество и механические свойства металла шва за счет дегазации в вакууме и мелкозернистой структуры в металле шва и зоне термического влияния, которая примерно в несколько раз уже, чем при дуговых способах сварки.
Высокая концентрация энергии в луче обеспечивает получение швов не только с минимальной зоной расплавления металла, но и соединений, металл которых в околошовной зоне не претерпевает значительных изменений вследствие ввода минимального количества тепла и значительных скоростей охлаждения. Отсутствие значительной протяженности зоны термического влияния исключает недостатки, возникающие при эксплуатации конструкций, вызванные изменением физико-механических свойств металла в околошовной зоне.
При сварке электронным лучом проплавление имеет форму конуса (рис. 1.). Плавление металла происходит на передней стенке кратера, а расплавляемый металл перемещается по боковым стенкам к задней стенке, где он и кристаллизуется.

Рис. 1. Схема переноса жидкого металла при электронно-лучевой сварке: 1-электронный луч; 2 – передняя стенка кратера; 3 – зона кристаллизации; 4 – путь движения жидкого металла
Глубокое проплавление металла при малой погонной энергии, имеющее место при сварке электронным лучом, обуславливает значительно большую скорость отвода тепла от зоны сварки, что обеспечивает увеличение скорости кристаллизации малой по объему сварочной ванны с получением мелкозернистого строения металла шва, по своим свойствам мало отличающегося от основного металла. Ввод значительно меньшего количества тепла, имеющего место при ЭЛС, дает возможность во много раз уменьшить деформации изделий по сравнению с дуговым способом сварки.
Электронный луч является легко управляемым источником тепла при сварке, что позволяет в широких пределах и очень точно регулировать температуру нагрева изделия, легко перемещать зону нагрева по изделию и переносить энергию на значительные расстояния.
Установлено, что при использовании вакуума в качестве защитной среды при сварке имеется принципиальная возможность уменьшить содержание газов в некоторых металлах за счет процессов дислокации окислов, нитридов и гибридов. Наиболее легко из металлов удаляется водород, даже в том случае, если он находится в связанном состоянии. Большинство соединений металла с водородом уже при относительно низких температурах нагрева разлагается. Таким образом, в условиях сварки в вакууме большая часть водорода, содержащегося в металле, может быть удалена из металла.
Резко уменьшаются сварочные деформации и напряжения первого рода, что зачастую позволяет изготавливать изделия без правки и дополнительной механической обработки. Появляется возможность местной термической обработки, в том числе и сварных соединений, одновременно со сваркой.
В последнее время в связи с созданием мощных установок для электронно-лучевой сварки расширяется применение сварки электронным лучом для соединения элементов из титановых сплавов толщиной до 300 мм. Сварка толстостенных конструкций электронным лучом является наиболее экономичной по сравнению с любым видом сварки. Скорость сварки электронным лучом для толщин более 100 мм составляет 2, 5–5, 0 м/ч, что превосходит скорость сварки при электрошлаковом процессе более, чем в 5 раз и в 10–15 раз при автоматической многослойной сварке под флюсом. Особенно эффективно применение электронного луча для сварки толстостенных конструкций из титановых сплавов из-за низкой теплопроводности титана, благодаря чему удается получать узкие швы при больших толщинах свариваемых деталей, кроме того, очень благоприятно для титана отсутствие вредных газов при сварке в вакууме.
Исследования ученых показали, что при электронно-лучевой сварке титанового сплава ПТ-3В толщиной до 200 мм структура шва мелкозернистая, зона термического влияния узкая (1–2,5 мм), а статические характеристики при растяжении сварного соединения не ниже соответствующих характеристик основного материала. Соединения, полученные сваркой высококонцентрированными источниками энергии, разрушаются по основному металлу. В псевдо-α-сплавах остаточные напряжения наиболее высоки. Научные исследования также показали, что при ЭЛС образуются соединения с более высоким пределом выносливости, чем при аргонодуговой сварке. При немногочисленных усталостных испытаниях сварных соединений, выполненных электронно-лучевой сваркой, разрушение сварных соединений по основному металлу объясняются высокими напряжениями или перераспределением водорода при сварке, вызывающем охрупчивание металла в зоне разрушения.
Похожие работы
... Рабочие колеса не должны иметь износа лопаток и дисков от коррозии и эрозии более 25% от их номинальной толщины. Изгиб лопаток не допускается. 4.2.2 Ведомость дефектов на ремонт центробежного насоса Таблица 4.3 - Ведомость дефектов на ремонт насоса Наименование узлов и деталей подлежащих ремонту Характер неисправности Метод устранения Необходимые материалы Наименование Кол-во Ед. ...

... работ обеспечивала возможность выполнения работ в кратчайшие сроки при условии обеспечения нормативных критериев по качеству. 4 ЭКОНОМИЧЕСКАЯ ЧАСТЬ 4.1 Смета на сооружение участка магистрального газопровода с разработкой очистки полости и испытания Смета является одним из основных документов в строительстве. Без неё запрещается производить какие-либо строительно-монтажные работы. На ...
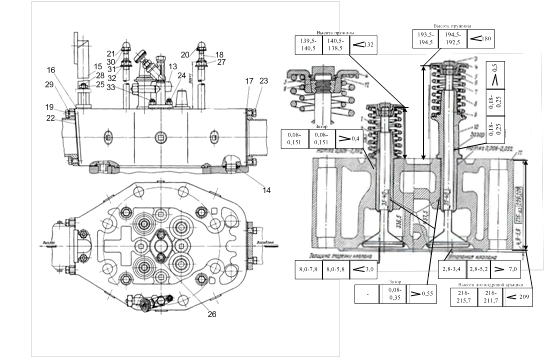
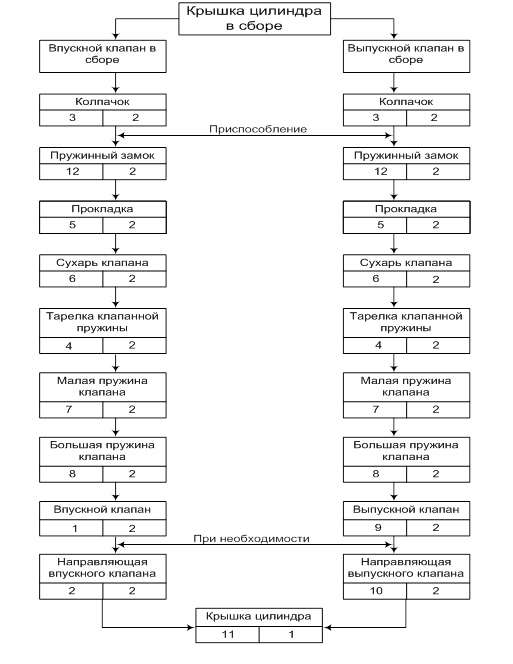
... детали узла. Завершающим этапом курсового проекта будет разработка технологической документации на восстановление рабочей фаски наплавкой и карты технологического процесса ремонта крышки цилиндра дизеля ПД-1М в объёме ТР-1. 1. Разработка технологического процесса ремонта цилиндрической крышки дизеля ПД-М Описание конструкции узла 1 - впускной клапан (ПД-1М-09-009, сталь Х9С2); 2 - ...
... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
0 комментариев