Проект реконструкции СПАТП-4 в г. Саратова
Корректирование нормативных значений исходных данных
Определение трудоемкости ТО и ЕО
Расчет трудоемкости ТО и ТР подвижного состава
Технологическое проектирование зон ТО и ТР автомобилей
Расчет площадей складских помещений
Конструкции прессов для правки коленчатых валов
Расчет клинового механизма
Расчет силового цилиндра
Выбор масла
Рекомендации по снижению воздействия опасных и вредных факторов на производстве
Всего необходимо 16 светильников
Определяем ток короткого замыкания
Переменные затраты на изготовление 1 ед. продукции
Отчисления на капитальный ремонт оборудования
Расчет объема инвестиций в проект
Навигация
Конструкции прессов для правки коленчатых валов
Пресс для правки коленчатого вала с гидравлическим приводом
85722
знака
36
таблиц
12
изображений
2.2 Конструкции прессов для правки коленчатых валов
Кроме исследовании патентного поиска было проведено исследование в области существующих конструкций. Технологической единицей оборудования для восстановления коленчатых валов является пресс для правки модели CP 150 компании «AZspa», который уже используется в области ремонтного оборудования. Имея простую конструкцию, компактность и неприхотливость в использовании, этот пресс является довольно эффективным в своей области эксплуатации.
Привод данной конструкции осуществляется гидравлическим цилиндром , который создает усилие в 8000 кгс. К тому же, давление в гидросистеме создается механическим гидронасосом.
Общий вид пресса CP 150 представлен на рис. 2, а технические характеристики приведены в таблице 15.

Рис.1. Общий вид пресса CP 150 компании «AZspa»
Таблица 15. Технические характеристики пресса CP 150 для правки коленчатых валов| Характеристика | Величина параметра |
| Длина стола | 1900 мм |
| Максимальное расстояние между опорами | 1600 мм |
| Высота оси вращения вала над столом | 215 мм |
| Максимальный диаметр шейки | 110 мм |
| Максимальное усилие | 8000 кгс |
| Габариты | 2100х850х1300 мм |
| Вес | 280 кгс |
Так же, наиболее интересной конструкцией считаю пресс для правки коленчатых валов двигателей автомобилей опубликованного в 2003 г.
Авторами этого изобретения являются: Г.А. Боровиков, Д.Н. Панкратов.
Изобретение относится к обработке металлов давлением и касается правки коленчатых валов двигателей внутреннего сгорания автомобилей различных марок.
Цель изобретения – эффективность, универсальность и простота эксплуатации.
Пресс состоит (рис. 1) из сварной станины с направляющими для двух пар тяг с перекладинами и установочных призм, силового механизма, в основу конструкции которого положен принцип червячно-винтового редуктора с ручным приводом и клинового механизма, а так же измерительно-контрольного узла.
Конструкция червячно-винтового редуктора состоит из корпуса, в котором расположены червячное колесо с винтовой втулкой. Червяк, изготовленный за одно целое с валом, установленным на двух шариковых радиально-упорных подшипниках по схеме «в распор». Венец червячного колеса конструктивно должен быть изготовлен методом литья в форму с предварительно установленной в нее стальной винтовой втулкой. Опорами винтовой втулки червячного колеса являются роликовые радиально-упорные подшипники. Получение необходимого натяга в этих подшипниках, а также регулирование осевого положения червячного колеса относительно оси червяка обеспечивается двумя кольцами-компенсаторами, расположенными между наружными кольцами роликовых подшипников и упорными фланцами.
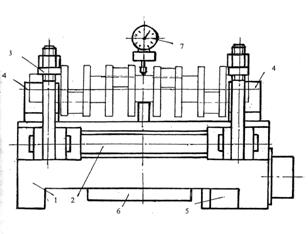
Рисунок 2. Пресс для правки коленчатых валов.
Для правки коленчатый вал устанавливают крайними опорными шейками на двух призмах и закрепляют двумя перекладинами при помощи гаек. Затем, вращая рукоятку червячного винта приводят во вращение червячное колесо, в котором в осевом направлении перемешается винт с клином, по наклонной поверхности которого перемещается вверх ролик с направляющей штока, который и осуществляет давление на среднюю коренную опорную шейку коленчатого вала, изгибая при этом его на величину до 3 мм. После этого снимают давление штока на коленчатый вал и производят контроль величины изгиба измерительным блоком с точностью 0,01 мм. Подобные переходы операции правки коленчатого вала осуществляют до тех пор, пока величина изгиба по средней опорной шейке будет не более 0.02 мм.
В качестве прототипа, для дальнейшего использования в конструкционной части дипломного проекта, принимаем конструкцию пресса для правки коленчатых валов двигателей автомобилей авторами изобретения которого являются: Г.А. Боровиков, Д.Н. Панкратов и пресс СР 150 компании «AZspa». Данные конструкции считаю самыми оптимальными, так как они обладают эффективностью, универсальностью и простотой эксплуатации и конструкции.
III. Конструкторская часть
3. Разработка элементов конструкции пресса для правки коленчатых валов
3.1 Назначение, описание конструкции, принцип работы и техническая характеристика пресса
Пресс состоит (рис. 3) из сварной станины с двумя парами тяг, которые можно передвигать относительно оси коленчатого вала, что позволит править коленчатые валы различных автомобилей. В основе конструкции лежит принцип передачи усилия шейки коленчатого вала от гидроцилиндра через клиновый механизм.
Для правки, коленчатый вал устанавливают крайними опорными шейками на крепление и фиксируют при помощи гаек. При включении станка, гидроцилиндр начинает поступательное движение вдоль оси направляющей приводя в действие клиновый механизм, по наклонной поверхности которого перемещается вверх шток, который и осуществляет давление на среднюю коренную опорную шейку коленчатого вала, изгибая при этом его на величину до 5 мм. После этого снимают давление штока на коленчатый вал и производят контроль величины изгиба измерительным блоком с точностью 0,01 мм. Подобные переходы операции правки коленчатого вала осуществляют до тех пор, пока величина изгиба по средней опорной шейке будет не более 0.02 мм.
Рисунок 3. Пресс для правки коленчатых валов.
Похожие работы

... восстановления чугунных коленчатых валов двигателя ЗМЗ-53А автоматической наплавкой под легирующим флюсом по оболочке приведена в табл. 2.1. Таблица 2.1. Технология Восстановления чугунного коленчатого вала двигателя ЗМЗ-53А автоматической наплавкой под легирующим флюсом по оболочке Материал - чугун магниевый высокопрочный ВЧ - 50-1,5 ...
... режима резания занижены на 10-15% Аналогичная автоматическая линия 1Л90-А и 1Л90-Б для обработки камер грязесборников, смазочных каналов и фрезерование шпоночного паза коленчатого вала автомобильного двигателя ЗИЛ-130 изготовленного заводом им. Орджоникидзе по проекту СКБ-1. Высокой точности (порядка 2-го класса) требует обработка отверстия под подшипник первичного вала расположенного со стороны ...
... Наплавочные операции. Наплавка производится для все 3 дефектов. Наплавочная операция.1- наплавка коренной шейки. Станок IK62, наплавочная головка ОКС-65-69 в среде СО2 Содержание операции. Деталь—коленчатый вал Автомобиля ГАЗ-53А Материал—Чугун ВЧ 40-0 Твердость-- НВ241…285 Масса—до 15 кг, 1. Установить деталь 2. Наплавить поверхность 1 ( Д1 ) Ш 85,61 → Ш 87,61 (при L=42) Наплавить ...
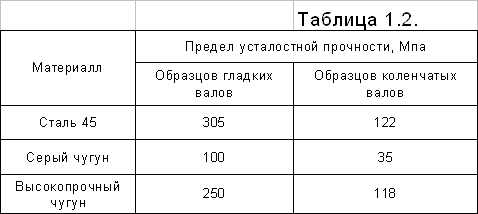
... К ним относятся коэффициенты: износостойкости, выносливости, долговечности, сцепляемости, микротвердость. Технические и технологические возможности различных способов восстановления коленчатых валов автомобиля ЗИЛ – 130 и рекомендуемая область их применения приведены в Приложение 1 (Характеристика способов восстановления деталей автомобилей). Проанализировав вышеуказанное Приложение приходим к ...
0 комментариев