Проект реконструкции СПАТП-4 в г. Саратова
Корректирование нормативных значений исходных данных
Определение трудоемкости ТО и ЕО
Расчет трудоемкости ТО и ТР подвижного состава
Технологическое проектирование зон ТО и ТР автомобилей
Расчет площадей складских помещений
Конструкции прессов для правки коленчатых валов
Расчет клинового механизма
Расчет силового цилиндра
Выбор масла
Рекомендации по снижению воздействия опасных и вредных факторов на производстве
Всего необходимо 16 светильников
Определяем ток короткого замыкания
Переменные затраты на изготовление 1 ед. продукции
Отчисления на капитальный ремонт оборудования
Расчет объема инвестиций в проект
Навигация
Технологическое проектирование зон ТО и ТР автомобилей
Пресс для правки коленчатого вала с гидравлическим приводом
85722
знака
36
таблиц
12
изображений
1.8 Технологическое проектирование зон ТО и ТР автомобилей
ТО-1 в АТП чаще всего выполняется поточным методом, обладающим рядом преимуществ.
Число постов зоны ТО-1:
![]() , (25)
, (25)
где ![]() - такт поста, время между заменами автомобилей на посту:
- такт поста, время между заменами автомобилей на посту:
![]() , (26)
, (26)
где ![]() - число рабочих на посту [3];
- число рабочих на посту [3];
tп - время на замену автомобилей на посту (0,5.);
R - ритм зоны :
 ,(27)
,(27)
где ![]() - годовой фонд времени при односменной работе (равный фонду времени одного рабочего);
- годовой фонд времени при односменной работе (равный фонду времени одного рабочего);
![]() - суточная программа ТО-1;
- суточная программа ТО-1;
C - число смен работы зоны;
Тсм - продолжительность смены.
Аналогично рассчитывается число постов в зоне уборочно-моечных работ. ТО-2 планируется выполнять на универсальных постах тупикового (или проездного для автопоездов) типа, то за время обслуживания одного автомобиля принимается одна смена, тогда
 ,(28)
,(28)
где Дрз - число дней работы зоны в году;
![]() - технологически необходимое среднее число смен для выполнения ТО-2 .
- технологически необходимое среднее число смен для выполнения ТО-2 .
Число постов в зоне текущего ремонта:
 ,(29)
,(29)
где ![]() - трудоемкость постовых работ ТР (определяется суммированием трудоемкости постовых работ из предыдущих расчетов или умножением общей трудоемкости ТР на коэффициент постовых работ В=0,35);
- трудоемкость постовых работ ТР (определяется суммированием трудоемкости постовых работ из предыдущих расчетов или умножением общей трудоемкости ТР на коэффициент постовых работ В=0,35);
Кнп - коэффициент неравномерности подачи автомобилей на ремонт (Кнп=1,2);
Фз - годовой фонд времени рабочего места при 1-сменной работе;
С - число смен работы зоны;
Рп - среднее число рабочих на посту;
h - коэффициент использования рабочего времени поста (h=0,9).
Полученные значения приведены в таблице 16.
Таблица 16.
Необходимое число постов.
| II | III | IV | V | |
| необходимое число постов | необходимое число постов | необходимое число постов | необходимое число постов | |
| 0,037153 | 0,124194 | 0,615199 | 0,854568 | ЕОс |
| 0,002604 | 0,005763 | 0,041899 | 0,126873 | ЕОт |
| 0,014538 | 0,117427 | 0,986519 | 1,954874 | ТО-1 |
| 0,01435 | 0,167182 | 0,973302 | 3,896212 | ТО-2 |
| 0,006253 | 0,031974 | 0,239631 | 0,954877 | Д-1 |
| 0,003747 | 0,025033 | 0,11821 | 0,500703 | Д-2 |
| 0,093569 | 0,821254 | 1,812282 | 9,548741 | ТР |
Оптимальное число постов в зоне ТР для данного АТП и условий эксплуатации указано в таблице 17.
Таблице 17.
Оптимальное число постов.
| ПРИНЯТОЕ ЧИСЛО ПОСТОВ | |||||
| II | III | IV | V | Общее число | |
| Еос | 1 | 1 | 1 | 1 | 4 |
| Еот | |||||
| ТО-1 | 1 | 1 | 1 | 2 | 5 |
| Д-1 | |||||
| ТО-2 | 1 | 1 | 1 | 4 | 7 |
| Д-2 | |||||
| ТР | 1 | 1 | 2 | 10 | 14 |
После определения числа постов зоны подбирается основное технологическое оборудование [6,7] (инструмент не включается) и определяется ориентировочная площадь зоны (таблица 18) по формуле (30):
Fз = fа * Хз * Кп, (30)
где fа - площадь горизонтальной проекции автомобиля, м2;
Хз - число постов зоны;
Кп - коэффициент плотности расстановки постов.
Исходные данные и результаты расчета приводятся в таблице18.
Таблица 18
Площадь зон ЕО, ТО, ТР
| ЗОНЫ И УЧАСТКИ | Коэффициент плотности расстановки | Суммарная площадь горизонтальной проекции оборудования, м | Общая площадь участков и зон, м | Площадь проеции автомобиля, м |
| ЗОНЫ | ||||
| ЕО | 4,5 | 29,4 | 742,5 | 41,2 |
| ТО-1 | 4,5 | 2,4 | 928,1 | 41,2 |
| ТО-2 | 4,5 | 114,5 | 1524,2 | 41,2 |
| ТР | 4,5 | 60,1 | 2485,4 | 41,2 |
| Итого по зонам | 206,6 | 5680,3 | ||
| ПРОИЗВОДСТВЕННЫЕ УЧАСТКИ | ||||
| Агрегатный | 3,5 | 17,61 | 61,635 | |
| Слесарно-механический | 3,5 | 18,5 | 64,75 | |
| Участок мойки агрегатов | 3,5 | 16,12 | 56,42 | |
| Аккумуляторный | 3,5 | 12,9 | 45,15 | |
| Ремонт приборов системы питания | 3,5 | 4,22 | 14,77 | |
| Шиномонтажный | 4,5 | 9,4 | 42,3 | |
| Вулканизационный | 4 | 6,8 | 27,2 | |
| Кузнечный | 5 | 19,49 | 97,45 | |
| Медницкий | 4 | 19,92 | 79,68 | |
| Малярный | 4 | 103,24 | 412,96 | |
| Цех по ремонту кузовов | 4,5 | 21,5 | 96,75 | |
| Обмоточный | 4 | 4,9 | 19,6 | |
| Участок по ремонту ДВС и ГМП | 4 | 33,3 | 133,2 | |
| Участок по ремонту электрооборудования | 4 | 17,04 | 68,16 | |
| Электромеханический участок | 4 | 17,67 | 70,68 | |
| Токарно-расточный | 4,5 | 19,54 | 87,93 | |
| Обойный | 3,5 | 5,32 | 18,62 | |
| Участок обкатки ДВС | 4 | 3,17 | 12,68 | |
| Участок ремонта ГМП | 4 | 11,92 | 47,68 | |
| Участок ремонта мостов | 4 | 8,5 | 34 | |
| Токарный участок | 4 | 12 | 48 | |
| Малярный участок(сушильная камера) | 1 | 24,2 | 24,2 | |
| Итого по участкам | 407,26 | 1563,815 | ||
| Общая площадь зон и участков | 613,91 | 7244,128 |
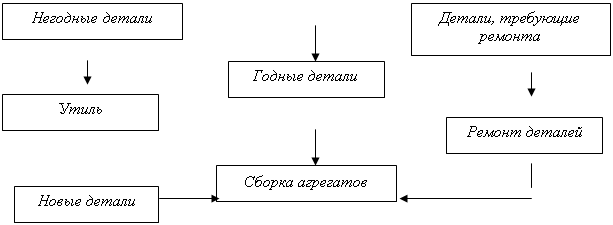
Зону ЕО располагаем в отдельно стоящем здании, не входящем в состав производственного корпуса АТП.
Похожие работы

... восстановления чугунных коленчатых валов двигателя ЗМЗ-53А автоматической наплавкой под легирующим флюсом по оболочке приведена в табл. 2.1. Таблица 2.1. Технология Восстановления чугунного коленчатого вала двигателя ЗМЗ-53А автоматической наплавкой под легирующим флюсом по оболочке Материал - чугун магниевый высокопрочный ВЧ - 50-1,5 ...
... режима резания занижены на 10-15% Аналогичная автоматическая линия 1Л90-А и 1Л90-Б для обработки камер грязесборников, смазочных каналов и фрезерование шпоночного паза коленчатого вала автомобильного двигателя ЗИЛ-130 изготовленного заводом им. Орджоникидзе по проекту СКБ-1. Высокой точности (порядка 2-го класса) требует обработка отверстия под подшипник первичного вала расположенного со стороны ...
... Наплавочные операции. Наплавка производится для все 3 дефектов. Наплавочная операция.1- наплавка коренной шейки. Станок IK62, наплавочная головка ОКС-65-69 в среде СО2 Содержание операции. Деталь—коленчатый вал Автомобиля ГАЗ-53А Материал—Чугун ВЧ 40-0 Твердость-- НВ241…285 Масса—до 15 кг, 1. Установить деталь 2. Наплавить поверхность 1 ( Д1 ) Ш 85,61 → Ш 87,61 (при L=42) Наплавить ...
... К ним относятся коэффициенты: износостойкости, выносливости, долговечности, сцепляемости, микротвердость. Технические и технологические возможности различных способов восстановления коленчатых валов автомобиля ЗИЛ – 130 и рекомендуемая область их применения приведены в Приложение 1 (Характеристика способов восстановления деталей автомобилей). Проанализировав вышеуказанное Приложение приходим к ...
0 комментариев