Навигация
Изготовление коленчатых валов
25799
знаков
0
таблиц
0
изображений
Реферат По дисциплине: «Технология машиностроения» Выполнил: студент гр. ТМСИ-00 Вагин С.С.
Северо-казахстанский государственный университет Им. М. Козыбаева, Кафедра “Технология машиностроения”
2004 г.
1. Служебное назначение и требования к точности коленчатых валов.Коленчатые валы (рисунок.1) различных двигателей по служебному назначению предназначены для преобразования поступательного движения штоков поршней во “вращательное”. По конструкции валы являются относительно не жесткой деталью, в тоже время испытывают большие переменные нагрузки и подвергаются под воздействием возникающих в работе сил кручению и изгибу.
В зависимости от назначения двигателя техническими условиями предусматривается точность диаметральных размеров коренных и шатунных шеек коленчатых валов в пределах 1-2-го классов с чистотой поверхности 8-10-го классов и выше. Допустимые отклонения на овальность и конусность, например, для автомобильных двигателей, лежат в пределах 0,010-0,005 мм, а не параллельность осей коренных и шатунных осей коренных и шатунных шеек – не более 0,01 на всей длине каждой шатунной шейки. Допуски на радиусы кривошипов составляют 0,05-0,15 мм. Чрезмерные отклонения радиусов кривошипов и угловых развала приводят к неравномерности степени сжатия в различных цилиндрах и к сдвигу фаз распределения, что отрицательно сказывается на работе двигателей.
Коленчатые валы, вращающиеся в подшипниках скольжения, обусловливают и повышенные требования к поверхности шеек в отношении их износостойкости и усталостной прочности. Поэтому поверхностная твердость коренных и шатунных шеек, полученных после термической обработки, Лежит в пределах HRC 52-62.Технические условия на коленчатые валы в зависимости от назначения Двигателя определяются ГОСТом. Коленчатый вал контролируют по 80-90 параметрам. Кроме размеров и формы, контролируют и относительное положение обрабатываемых поверхностей вала. К наиболее важным конролируемым параметрам относятся параллельность оси шеек, положение шатунных шеек по отношению к коренным (радиусы кривошипов), угловое положение шатунных шеек по отношению одна к другой, угловое положение шпоночной канавки по отношению к кривошипам, положение торца Фланца к оси коренных шеек.
Процесс контроля параметров коленчатого вала весьма трудоемкий и сложный. Поэтому для контроля большинства перечисленных параметров применяют специальные многомерные индикаторные, пневматические, “пневмоэлектрическим” и электронные мерительные устройства. Одно из таких индикаторных приспособлений предназначено для проверки биения торца фланца коренных шеек относительно коренных и положения шпоночной канавки.
2. Материал и способы получения заготовок для коленчатых валов.Коленчатые валы изготовляют из углеродистых, хромомарганцевых, хромоникельмолибденовых, и других сталей, а также из специальных высокопрочных чугунов. Набольшее применение находят, стали марок 45, 45Х, 45Г2, 50Г, а для тяжело нагруженных коленчатых валов дизелей-40ХНМА, 18ХНВА и др.
Заготовки стальных коленчатых валов средних размеров (рисунок 2) в крупносерийном и массовом производстве изготовляют ковкой в закрытых штампах на молотах или прессах при этом процесс получения заготовки проходит несколько операций. После предварительной и окончательной ковки коленчатого вала в штампах производят обрезку облоя на обрезном прессе и горячую правку в штампе под молотом.
В связи с высокими требованиями механической прочности вала большое значение имеет расположение волокон материала при получении заготовки во избежание их пере резания при последующей механической обработке. Для этого применяют штампы со специальными гибочными ручьями. После штамповки перед механической обработкой, заготовки валов подвергают термической обработке – нормализация - и затем очистке от окалины травлением или обработкой на дробеметной машине.
Припуски на механическую обработку шеек стальных заготовок полученных этим методом, составляют 3-4 мм на сторону со штамповочными уклонами 7-10 градусов. Точность заготовок лежит в пределах 8-9-го классов. Допустимая кривизна в плоскости разъема штампов заготовки автомобильного коленчатого вала не более 1-1,5 мм, смещение от сдвига штампов допускается до 2 мм.
Литые заготовки коленчатых валов изготовляют обычно из высокопрочного чугуна, модифицированного магнием. Полученные методом прецизионного литья (в оболочковых формах) валы (рисунок 3) по сравнению со “штампованными” имеют ряд преимуществ, в том числе высокий коэффициент использования металла. В литых заготовках можно получить ряд внутренних полостей при отливке.
Припуск на обработку шеек чугунных валов составляет не более 2,5 мм на сторону при отклонениях по 5-7-му классам точности. Меньшее колебание припуска и меньшая начальная неуравновешенность благоприятно сказываются на эксплуатации инструмента и “оборудования” особенно в автоматизированном производстве.
Коленчатые валы отливают в оболочковые формы в горизонтальном положении. Если в одной форме отливают два вала, заливку металла производят через общий литник.
Правку валов производят после нормализации в горячем состоянии в штампе на прессе после выемки заготовки из печи без дополнительного подогрева.
3. Механическая обработка коленчатых валов.Сложность конструктивной формы коленчатого вала, его недостаточная жесткость, высокие требования к точности обрабатываемых поверхностей вызывают особые требования к выбору методу методов базирования, закрепления и обработки вала, а также последовательности, сочетания операций и выбору оборудования. Основными базами коленчатого вала являются опорные поверхности коренных шеек. Однако далеко не на всех операциях обработки можно использовать их в качестве технологических. Поэтому в некоторых случаях технологическими базами выбирают поверхности центровых отверстий. В связи со сравнительно небольшой жесткостью вала на ряде операций при обработке его в центрах в качестве дополнительных технологических баз используют наружные поверхности предварительно обработанных шеек.
При обработке шатунных шеек, которые в соответствии с требованиями технических условий должны иметь необходимую угловую координацию, опорной технологической базой являются специально фрезерованные площадки на щеках.
Типовой технологический маршрут обработки штампованных стальных коленчатых валов типа ЗИЛ-130 может быть представлен в такой последовательности:
фрезерование торцов;
сверление центровых отверстий;
фрезерование технологических опорных баз на щеках;
обтачивание концов вала и коренных шеек;
предварительное шлифование коренных шеек;
обтачивание противовесов и щек;
обтачивание шатунных шеек;
обработка поверхностей камер грязесборников, смазочных каналов и шпоночных пазов;
термическая обработка – закалка коренных и шатунных шеек;
окончательное шлифование конца вала, коренных шеек и фланца;
окончательное шлифование шатунных шеек;
обработка отверстий во фланце и на концах вала;
растачивание поверхности посадочного отверстия под подшипник со стороны фланца;
отделочная операция поверхности коренных и шатунных шеек.
Вызываемая силами резания деформации коленчатого вала в процессе обработки вынуждает прибегать после ряда операций к многократной правке его на прессе. Количество правок в зависимости от конструкции вала и вида производства колеблется в довольно широких пределах (от 3 до 9). Правка вызывает внутренние напряжения, которые могут привести к деформации вала при последующей его обработке, поэтому она является мало желательной операцией. В то же время устранение правки вызвало бы увеличение припусков на обработку и, следовательно, повышение трудоемкости механической обработки.
Фрезерование торцов и сверление центровых отверстий в зависимости от объема выпуска коленчатых валов можно производить аналогичными способами, рассмотренными в разделе обработки ступенчатых валов, а также шпинделей. Технологическими базами на этих операциях являются наружные цилиндрические поверхности опорных шеек и один из торцов коренной шейки (чаще расположенной посередине).
Технологические опорные базы в виде фрезерованных площадок на щеках коленчатого вала можно обрабатывать как после предварительной обработки коренных шеек, так и до их обработки.
При большой программе выпуска все три операции подготовки технологических баз для последующей обработки коленчатого вала можно выполнять на специальных многошпиндельных станках и автоматических линиях.
Похожие работы

... до совпадения меток. Проворачивая вал, устанавливают кривошипы в положения, удобные для сочленения с шатунами, и собирают шатунные подшипники. Методы и технология ремонта коленчатых валов и их подшипников дизеля Д100 При текущем ремонте ТР-1 выполняют работы, предусмотренные для ТО-3, и, кроме того, делают следующее. Замеряют щупом суммарные ...

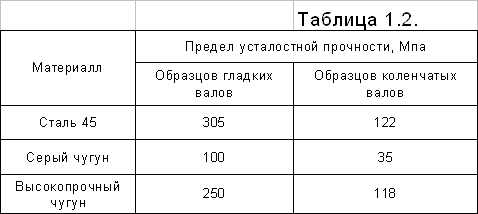
... восстановления чугунных коленчатых валов двигателя ЗМЗ-53А автоматической наплавкой под легирующим флюсом по оболочке приведена в табл. 2.1. Таблица 2.1. Технология Восстановления чугунного коленчатого вала двигателя ЗМЗ-53А автоматической наплавкой под легирующим флюсом по оболочке Материал - чугун магниевый высокопрочный ВЧ - 50-1,5 ...
... Наплавочные операции. Наплавка производится для все 3 дефектов. Наплавочная операция.1- наплавка коренной шейки. Станок IK62, наплавочная головка ОКС-65-69 в среде СО2 Содержание операции. Деталь—коленчатый вал Автомобиля ГАЗ-53А Материал—Чугун ВЧ 40-0 Твердость-- НВ241…285 Масса—до 15 кг, 1. Установить деталь 2. Наплавить поверхность 1 ( Д1 ) Ш 85,61 → Ш 87,61 (при L=42) Наплавить ...

... во времени. Для этого устанавливается единый для всех рабочих мест такт производства: τ=Фдо/N=152ч./300к.в.=0,5ч/к.в (4) 6.Проектирование технологического процесса восстановления коленчатого вала ЗИЛ-130. Технический процесс проектируем применительно к абразивно-электрохимическому шлифованию, опираясь при этом на технологию ВНПО «Ремдеталь» [7,8]. Используем ...
0 комментариев