Сущность И технологии традиционных способов контактной точечной сварки
Основные технологические приемы контактной точечной сварки
Технологические приемы традиционных способов контактной точечной сварки
Параметры режимов — факторы регулирования процесса точечной сварки
Усилие сжатия электродов
Критерии подобия для определения режимов сварки
Деформирование свариваемых деталей при их сближении
Формирование контактов при сжатии деталей электродами
Формирование механических контактов
Формирование электрических контактов
Электрические сопротивления контактов при точечной сварке
Электрические сопротивления собственно свариваемых деталей
Нагрев металла в зоне сварки и методы количественной его оценки
Температурное поле в зоне формирования соединения
Методики экспериментальных исследований макродеформаций металла в зоне сварки
Математические модели основных термодеформационных процессов, протекающих в зоне точечной сварки
Способ контактной точечной сварки с обжатием периферийной зоны соединений вне контура уплотняющего пояска
Математическая модель термодеформационного равновесия процесса контактной точечной сварки с обжатием периферийной зоны соединения
Оценка теплового состояния зоны сварки на стадии нагрева
Методика расчета среднего значения нормальных напряжении в контакте деталь - деталь
Методика расчета давления расплавленного металла в ядре
Методики определения параметров термодеформационных процессов в условиях формирования точечного сварного соединения
Методики расчета изменения диаметра уплотняющего пояска в процессе контактной точечной сварки
Методика расчета изменения диаметра уплотняющего пояска при контактной точечной сварки с обжатием периферии соединения
Изменение параметров термодеформационных процессов при традиционных способах точечной сварки
Особенности термодеформационных процессов при точечной сварке с обжатием периферийной зоны соединения
Влияние режимов сварки на параметры термодеформационных процессов, протекающих в зоне формирования соединения
Критерий оценки режимов контактной точечной сварки
Навигация
Особенности термодеформационных процессов при точечной сварке с обжатием периферийной зоны соединения
Основы теории и технологии контактной точечной сварки
318063
знака
13
таблиц
95
изображений
4.2.2. Особенности термодеформационных процессов при точечной сварке с обжатием периферийной зоны соединения
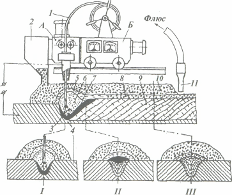
Формирование сварного соединения при точечной сварке с обжатием его периферийной зоны происходит по той же схеме, что и при традиционных способах КТС. В месте с тем, особенности силового воздействия на детали при КТС с обжатием периферийной зоны соединения, которые заключаются в сжатии деталей токопроводящими электродами усилием FЭ и автономном обжатии периферийной зоны соединения кольцевыми силовыми пуансонами усилием FО (см. п. 1.2.3), при сохранении общего характера протекания основных термодеформационных процессов в зоне сварки приводят к существенному изменению количественных их параметров.
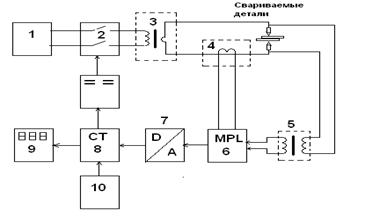
Математическое моделирование процесса КТС с обжатием периферийной зоны соединения, путем решения уравнения (3.17) термодеформационного равновесия этого процесса сварки (алгоритм показан на рис. 4.1), впервые позволило определить не только характер изменения основных термодеформационных процессов в зоне формирования соединения при этом способе сварки, но и рассчитать их количественные параметры. При этом установлено следующее (рис. 4.7) [204, 210…212, 243].

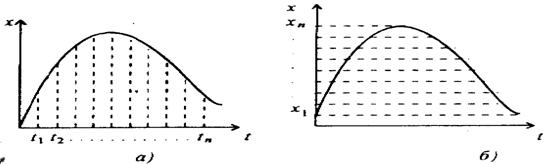
В процессе формирования точечного сварного соединения на стадии нагрева во время tСВ действия импульса сварочного тока при КТС с обжатием периферийной зоны соединения, как и при традиционных способах сварки, в зоне сварки происходит пластическое течение металла и монотонное увеличение площади (диаметра dПt) свариваемого контакта
(рис. 4.7, а). Это является следствием того, что среднее значение напряжений в контуре уплотняющего пояска σСРt, а после начала плавления металла в свариваемом контакте и давление РЯt в ядре, также уменьшаются по величине в течение действия импульса сварочного тока.
Факторы, следствием воздействия которых является такое изменение напряжений в контуре уплотняющего пояска σСРt и давления РЯt расплавленного металла в ядре, те же: разупрочнение металла в зоне сварки и снижение его сопротивления пластической деформации σДt, а также уменьшение ширины уплотняющего пояска bПt, равной bПt = (dПt – dЯt)/2, из-за более быстрого роста диаметра ядра dЯt по сравнению с увеличением диаметра dПt уплотняющего пояска.
Основным фактором, определяющим уменьшение сопротивления пластической деформации σДt металла в зоне сварки во время действия импульса сварочного тока также, как и при традиционных способах КТС, является его разупрочнение вследствие увеличения температуры ТДt
(рис. 4.5, б), которое по своему влиянию превосходит упрочняющее действие монотонно увеличивающейся в процессе формирования соединения степени пластической деформации. Так, в период времени после начала формирования ядра, несмотря на существенное увеличение температуры Т0t в центре контакта деталь–деталь температуры ТЭt в контакте электрод–деталь, температура деформируемого металла ТДt увеличивается незначительно, что хорошо коррелируется с изменением в этот период его сопротивления пластической деформации.
Кроме того, как и при традиционных способах КТС, уменьшению в процессе КТС сопротивления пластической деформации металла в зоне сварки σДt также способствует и уменьшение при сварке скорости пластической деформации ut.
Основное отличие характера протекания термодеформационных процессов при КТС с обжатием периферийной зоны соединения от их протекания при традиционных способах сварки заключается в особенностях характера силового взаимодействия деталей в контакте деталь–деталь, в частности, в возможности их силового взаимодействия вне контура уплотняющего пояска в площади кольцевого контакта деталь–деталь (см. рис. 3.2). Это оказывает существенное влияние на количественные параметры всех основных термодеформационных процессов, протекающих в зоне сварки, в частности, на величину напряжений в контуре уплотняющего пояска σСРt и давления РЯt в расплавленного металла ядре.
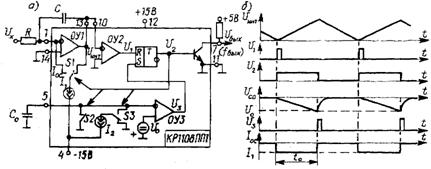
Так, в приведенном на рис. 4.7 примере, детали в месте сварки сжимаются токопроводящими электродами неизменным усилием FЭt= 6 кН и обжимными втулками также неизменным усилием обжатия FОt= 3,4 кН (рис. 4.5, в). При этом в одном варианте сварки детали обжимаются втулками с внутренним диаметром dВВ, равным 16 мм (изменение параметров термодеформационных процессов в этом варианте сварки показано сплошными линиями), а в другом — 24 мм (в этом варианте сварки —штриховыми линиями).
Поскольку в приведенном примере детали в месте сварки собраны без зазора (δ = 0 → FДt = 0), то в соответствии с уравнением (3.17) к моменту начала импульса тока усилие сжатия в площади свариваемого контакта FCt равно усилию сжатия деталей токопроводящими электродами FЭt, а усилие в кольцевом контакте FКt вне контура уплотняющего пояска равно усилию обжатия деталей FОt кольцевыми силовыми пуансонами.
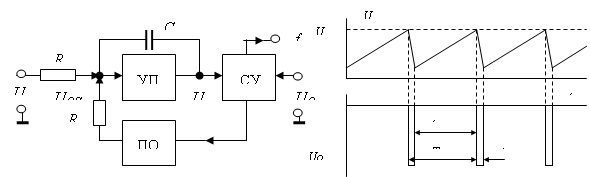
С момента начала импульса тока вследствие нагрева и расширения металла в зоне сварки в контакте деталь–деталь начинает формироваться рельеф (уплотняющий поясок), увеличивающаяся высота которого hПt определяется по зависимости (3.84). Вследствие этого детали между контурами уплотняющего пояска и внутреннего диаметра обжимной втулки прогибаются и своей упругостью передают в зону сварки часть усилия обжатия деталей FОt, равную усилию FУt, величину которого можно определить по зависимости (3.19), сопротивления деталей их суммарному прогибу на высоту уплотняющего пояска. Таким образом, в процессе сварки на стадии нагрева усилие сжатия в свариваемом контакте FCt увеличивается пропорционально увеличению высоты hПt уплотняющего пояска на величину FУt, а усилие сжатия деталей в кольцевом контакте FКt на эту же величину уменьшается.
Это сказывается на количественных параметрах всех термодеформационных процессов, протекающих в зоне сварки. Так, увеличение внутреннего диаметра обжимной втулки с 16 до 24 мм приводит к уменьшению усилия упруго прогиба деталей FУt, усилия сжатия в площади свариваемого контакта FCt, уменьшению диаметра уплотняющего пояска dПt, повышению температуры ТДt деформируемого металла и уменьшению его сопротивления пластической деформации σДt, а следовательно к уменьшению среднего значения напряжений в площади уплотняющего пояска σСРt и давления расплавленного металла в ядре РЯt.
При КТС с обжатием периферийной зоны соединения также, как и при традиционных способах сварки, до начала плавления металла все усилие сжатия в свариваемом контакте FCt уравновешивается металлом, находящимся в твёрдой фазе, и следовательно в этот период согласно зависимостям (3.10) и (3.21) FCt = FПt.
В период после момента tНП начала плавления металла в свариваемом контакте до окончания импульса тока (при tНП < t ≤ tСВ) часть усилия сжатия в свариваемом контакте FCt уравновешивается давлением РЯt расплавленного металла в ядре, которое по его площади развивает усилие FЯt (3.9), а часть — напряжениями в уплотняющем пояске, которые по его площади составляют усилие FПt (3.10). При этом, несмотря на уменьшение давления в ядре РЯt в процессе его формирования, усилие FЯt в его площади увеличивается, что обусловлено более быстрым увеличение площади ядра по сравнению с уменьшением в нем давления, что приводит к увеличению доли усилия FCt, уравновешиваемой усилием FЯt в площади ядра, и уменьшению на эту же величину доли усилия FCt, уравновешиваемой усилием FПt в площади уплотняющего пояска.
Таким образом, при КТС с обжатием периферийной зоны соединения в процессе сварки происходит не только перераспределение усилий сжатия в свариваемом контакте между уплотняющим пояском и ядром расплавленного металла, но и увеличение усилия сжатия в площади уплотняющего пояска. Это благоприятно сказывается на устойчивости процесса формирования соединения в части увеличения тепловыделения в начале процесса сварки и повышения устойчивости против образования выплесков в его конечной стадии.
Похожие работы
... вредных примесей металла. В заключение раздела отметим, что дуговой разряд, открытый В.Б. Петровым в 1802 г., не исчерпал еще всех своих возможностей и областей применения, включая и область сварочного производства. 3.2 Электрошлаковая сварка Разработка этого принципиально нового процесса была осуществлена в начале 50-х годов прошлого века сотрудниками ИЭС им. Е.О. Патона АН УССР во главе ...
... измерения энергии должна находится в пределах ±(0,1-2,5)%. 4.4 Зависимость погрешности дозирования от состава технических средств комплексов дозирования Поскольку в электротехнические комплексы дозирования помимо рассмотренных выше устройств цифрового дозирования количества электричества и электрической энергии входят также устройства коммутации и датчики тока и напряжения, то необходимо ...
... ? 25. В чем сущность биохимических, фотохимических, радиационно-химических, плазмохимических процессов? Указать области их применения. 26. Какие основные группы физических процессов используют в системах технологий? 27. Дать определение машиностроению как комплексной области. Какова структура машиностроительного предприятия? 28. Раскрыть сущность понятий «изделие», «деталь», «сборочная единица ...
... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
0 комментариев